4. Подача на зуб и число зубьев протяжки
Подача на режущие зубья протяжки принимается одинаковой, т.е. постоянной. При обработке стали круглыми протяжками рекомендуется принимать
![]()
Принимаем
![]() мм, учитывая, что чем больше толщина
слоя, снимаемого отдельными зубьями
протяжки, тем короче будет протяжка,
меньше ее стоимость и выше производительность
процесса протягивания.
мм, учитывая, что чем больше толщина
слоя, снимаемого отдельными зубьями
протяжки, тем короче будет протяжка,
меньше ее стоимость и выше производительность
процесса протягивания.
У протяжек с равномерной подачей на зуб число режущих зубьев расчитывается по зависимости
![]()
Вторым слагаемым в этой формуле учитывается наличие переходных зубьев, имеющих уменьшенную подачу на зуб. Переходные зубья делаются с целью уменьшения резкого колебания усилия резания при переходе от режущих зубьев к калибрующим и уменьшения шероховатости протянутой поверхности.
Таким образом,
![]()
Число
калибрующих зубьев выбираем по табл.
10. При протягивании отверстия с полем
допуска Н7 рекомендуется принимать
![]()
Тогда общее количество зубьев протяжки Z
![]()
После определения числа зубьев протяжки составляется таблица, в которую заносятся диаметры всех зубьев (табл.4.1.)
Таблица 4.1
Диаметры
зубьев
|
31,2 |
31,28 |
31,36 |
31,44 |
31,52
|
31,60 |
31,68 |
31,76 |
31,84 |
31,92 |
Номера зубьев |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
31,97 |
32,00 |
32,02 |
32,02 |
32,02 |
32,02 |
32,02 |
32,02 |
32,02 |
32,02 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
В данном случае зубья с №1 по №10 являются черновыми режущими, зубья с №11 по №I3- переходными режущими, зубья с №14 по №'20-
калибрующими.
5. Размеры стружечных канавок и зубьев протяжки
Форма и размеры зубьев протяжки определяются:
1)
глубиной канавки
![]() ;
;
2)
шириной задней поверхности зуба
![]() ;
;
3)
радиусами закругления дна канавки
![]() и
и
![]() ;
;
шагом
 (риc.
2).
(риc.
2).
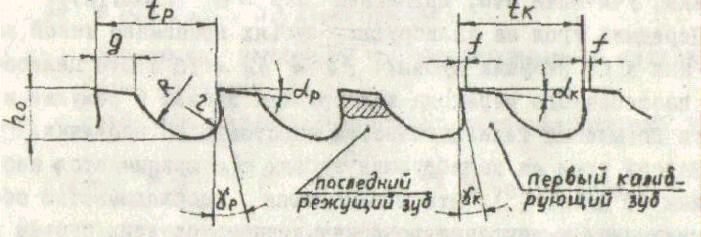
Рис. 2
Оптимальные
значения параметров
![]() принимаются в зависимости от глубины
принимаются в зависимости от глубины![]() .
.
Минимальная
глубина канавки
![]() рассчитывается
из условия размещения стружки во впадине
зуба:
рассчитывается
из условия размещения стружки во впадине
зуба:
![]() ,
,
где Kniin - минимальное значение коэффициента заполнения канавки стружкой (табл. 12 [7]).
При
обработке стали с
![]() и
подаче на зуб свыше 0,03 до 0,07 мм Kmin
=3,5.
и
подаче на зуб свыше 0,03 до 0,07 мм Kmin
=3,5.
Таким образом,
![]()
Принимаем
ho
= 2 мм. Тогда
стандартные значения размеров стружечных
канавок (табл. 13) будут:![]()
6. Геометрические параметры зубьев протяжки
Как
и у любого другого режущего инструмента,
передний угол
![]() на зубьях протяжки выбирается в
зависимости от механических свойств
материала обрабатываемой детали. При
обработке стали 45 (табл. 15)
на зубьях протяжки выбирается в
зависимости от механических свойств
материала обрабатываемой детали. При
обработке стали 45 (табл. 15)
![]()
Величину
заднего угла
![]() , несмотря
на малые толщины срезаемого слоя,
принимают небольшой, а именно
, несмотря
на малые толщины срезаемого слоя,
принимают небольшой, а именно
![]() Это делают о целью сохранения
поперечных размеров зубьев (т.е. диаметров
зубьев ) D
в течение возможно длительного времени
эксплуатации протяжки, учитывая это,
принимаем
Это делают о целью сохранения
поперечных размеров зубьев (т.е. диаметров
зубьев ) D
в течение возможно длительного времени
эксплуатации протяжки, учитывая это,
принимаем
![]() (табл.16).
(табл.16).
Передний
угол на калибрующих зубьях принимаем
такой же величины, как и на режущих
зубьях:
![]() .
Это целесообразно ввиду постепенного
перехода калибрующих зубьев в режущие
и необходимости повышения технологичности
изготовления протяжки.
.
Это целесообразно ввиду постепенного
перехода калибрующих зубьев в режущие
и необходимости повышения технологичности
изготовления протяжки.
Задний
угол на калибрующих аубьях
![]() принимается небольшой величины (
принимается небольшой величины (![]() ).
Это объясняется необходимостью обеспечить
медленное уменьшение поперечных размеров
этих зубьев при их переточках в получение
диаметра отверстия в пределах допуска
в течение всего периода эксплуатации
протяжки. Кроме того, калибрующие зубья
целесообразно снабдить ленточкой
).
Это объясняется необходимостью обеспечить
медленное уменьшение поперечных размеров
этих зубьев при их переточках в получение
диаметра отверстия в пределах допуска
в течение всего периода эксплуатации
протяжки. Кроме того, калибрующие зубья
целесообразно снабдить ленточкой
![]() ,
которая
предназначается для сохранения размеров
протяжки при переточке.
,
которая
предназначается для сохранения размеров
протяжки при переточке.
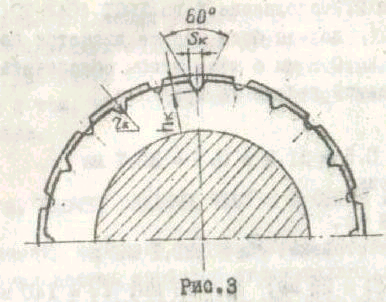
Для деления стружки на части принимаем обыкновенные стружко-делительные канавки, которые размещаются на всех режущих зубьях (рис.3). Их направление параллельно направлению движения протяжки (оси протяжки), а дно канавки расположено параллельно задней поверхности зуба. В этом случае задний угол на боковых режущих кромках канавки будет больше нуля (рис. 2). Количество канавок и их размеры выбираем по табл. 17[7].
В
рассматриваемом случае
![]()