

2 Газокисневе різання металу
Газокисневе різання основане на здатності металу, підігрітого до температури займання, згоряти в струмені чистого кисню.
Для здійснення кисневого різання необхідно, щоб метал задовольняв таким основним вимогам:
Температура займання металу повинна бути нижчою від температури його плавлення.
Температура плавлення оксидів металу, що утворюються в процесі різання, повинна бути нижчою від температури плавлення основного металу.
Оксиди металу повинні бути досить рідкоплинними і легко видуватися із порожнини різання.
Теплопровідність металу не повинна бути дуже високою.
При горінні металу повинна виділятись достатня кількість теплоти, необхідної для нагрівання шарів металу, що лежать нижче, до температури займання.
Цим вимогам найбільш повно задовольняють тільки вуглецеві і низьколеговані сталі, що містять вуглецю до 0,7%. Температура займання цих металів (1300°С) нижче температури їх плавлення (1535°С).
Для кисневого різання застосовують обладнання для ацетиленового зварювання, тільки замість пальника використовують різак, який являє собою комбінацію зварювального пальника з окремою трубкою 4, призначеною для подачі ріжучого струменя кисню (рис.34).
Кисень через кисневий ніпель 1 подається в різак. Частина кисню, проходячи вентиль 2 і інжектор 10, іде в камеру змішування 9 для утворення горючої суміші з ацетиленом, яка використовується для нагрівання металу до температури займання. Решта кисню (ріжучий кисень) направляється в головку 5 через вентиль 3 і трубу 4.
Ацетилен підводиться в різак через ніпель 12. Проходячи через вентиль 11, він засмоктується струменем кисню і по пазах інжектора потрапляє в камеру змішування 9. Далі горюча суміш по трубі 8 потрапляє в головку різака 5, звідки через кільцевий зазор між зовнішнім мундштуком 7 і внутрішнім 6 подається у вигляді підігріваючого полум'я кільцеподібної форми.
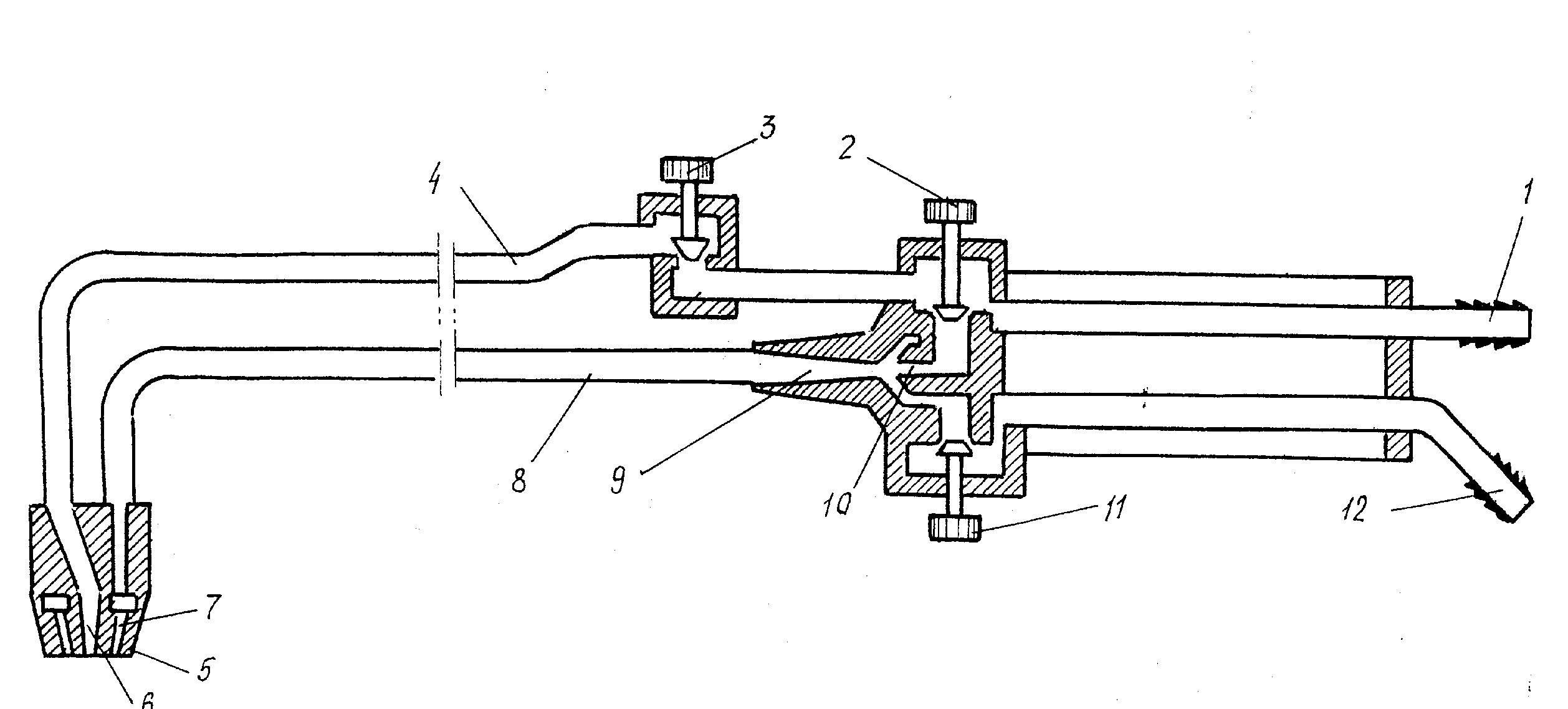
Рисунок 34 - Схема різака інжекторного типу
Після прогрівання металу до температури займання, на що витрачається від 5 до 40 сек, залежно від товщини металу, подається струмень кисню через центральний канал внутрішнього мундштука 6.
3 Порядок виконання роботи
Вивчити будову і принцип роботи устаткування для газового зварювання і різання (ацетиленового генератора, редуктора, пальника, різака).
Підготувати вироби для зварювання (розробити кромки, призначити зазори тощо).
Призначити режим зварювання.
Відрегулювати полум'я за формою його ядра.
Виконати пробне зварювання зразків.
Скласти звіт про роботу.
4 ЗМІСТ ЗВІТУ
Звіт про виконану роботу повинен вміщувати:
Короткі відомості про газове зварювання і різання металу.
Схему ацетиленового генератора.
Схему пальника або різака.
Схему зварювального полум'я та описання його видів.
Завдання на роботу.
Описання техніки та режиму зварювання.
5 Контрольні питання для самопідготовки
Суть і сфера застосування газового зварювання.
Властивості ацетилену і його одержання.
Будова і принцип роботи ацетиленового генератора.
Призначення і принцип роботи водяного затвора.
Призначення, будова і принцип роботи кисневого редуктора.
Будова і принцип роботи зварювального пальника.
Будова і види ацетиленово-кисневого полум'я.
Техніка та режим зварювання.
Суть газового різання металу.
Будова і принцип роботи різака.
Умови газокисневого різання металу.