

ЛАБОРАТОРНАЯ РАБОТА № 1
ВЫПЛАВКА СТАЛИ В ИНДУКЦИОННОЙ ПЕЧИ.![]()
(4 часа)
1. Цель работы.
Научить проводить плавку стали в индукционной печи.
Привить навыки изготовления футеровки печи.
2. Теоретическое введение.
2.1.Достоинства и недостатки плавки стали в индукционных печах.
Индукционные тигельные печи без железного сердечника, широко применяемые в настоящее время для выплавки стали, имеют ряд преимуществ перед дуговыми печами:
отсутствие электродов – источника науглероживания металла – позволяет выплавлять сталь с очень низким содержанием углерода;
отсутствие дуг – зоны высоких температур – облегчает получение металла с низким содержанием газов (водорода и азота) и уменьшает угар легирующих элементов и железа;
электромагнитное перемешивание способствует выравниванию температуры и химического состава стали и удалению из нее неметаллических включений.
Недостатки индукционных печей:
1 – низкая температура шлака, который нагревается только от металла и, как следствие, малая его жидкоподвижность и химическая активность. В связи с этим сера и фосфор при выплавке в ИП обычно не удаляются, и нужно использовать шихтовые материалы, чистые по этим примесям;
2 – относительно малая стойкость футеровки особенно для больших печей;
3 – относительная сложность и высокая стоимость электрического оборудования.
2.2. Физические принципы работы индукционной печи.
В индукционных печах нагрев происходит за счет тепла, выделяющегося в шихте при протекании в ней токов, индуцированных переменным электромагнитным полем индуктора. Отсутствие железного магнитопровода приводит к тому, что магнитные силовые линии индуктора замыкаются через воздух. Это вызывает значительное рассеяние магнитного поля и, как следствие, сильное уменьшение величины магнитного потока.
Величина мощности, генерируемой в шихте, определяется величиной ЭДС индукции, которая равна:
![]()
Где n – число витков индуктора;
Ф – амплитуда магнитного потока, пересекающего шихту, Вб;
f - частота переменного тока, Гц.
При уменьшении Ф сохранить необходимую ЭДС можно только, увеличив частоту тока. Поэтому индукционные печи малой вместимости с относительно большим потоком рассеяния питаются токами высокой частоты (2000 Гц и более).
Наличие в цепи печи индуктора приводит к тому, что реактивная мощность оказывается в несколько раз больше активной и коэффициент мощности (cos ) не превышает 0,10. Увеличить cos до 0,9-1,0 можно компенсацией индуктивной мощности печи. Для этого параллельно индуктору (рис 1,1) подключают батарею конденсаторов, ёмкость которой определяется условием резонанса токов (равенства индуктивного и ёмкостного сопротивлений):
WL=1/WC,
Где L – коэффициент самоиндукции, Гн.
W – угловая частота (W=2f),
C – ёмкость, Ф.
Отсюда:
![]()
Жидкий металл в индукционной печи интенсивно перемешивается, что вызвано воздействием на него электромагнитного поя индуктора. Электромагнитные силы сжимают металл с боков к центру, и он вытесняется вверх и вниз, создавая на поверхности ванны выпуклый мениск (рис 1.2.).
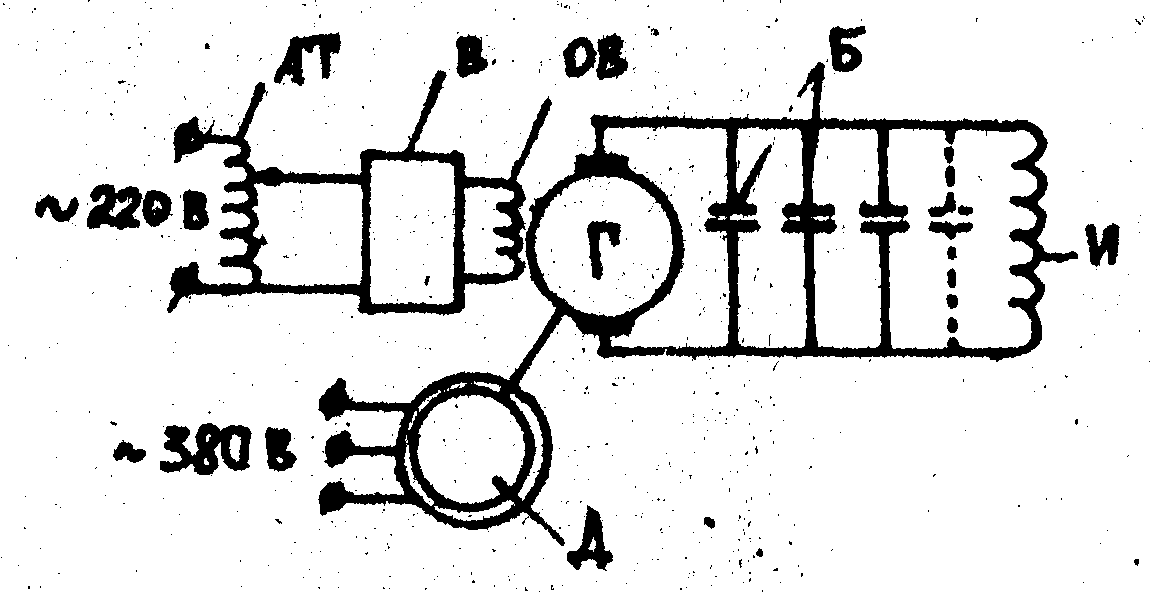
Рис 1.1. принципиальная электрическая схема лабораторной индукционной установки: И – индуктор, Б – батарея конденсаторов, Г – генератор, Д – асинхронный двигатель, ОВ – обмотка возбуждения, В – выпрямитель, АТ – автотрансформатор.

Рис 1.2.Схема циркуляции металла в индукционной печи.