

Приложение 1
Варианты заданий для самостоятельного составления программ
управления технологическими установками (машинами)
Управления смесительной установкой
У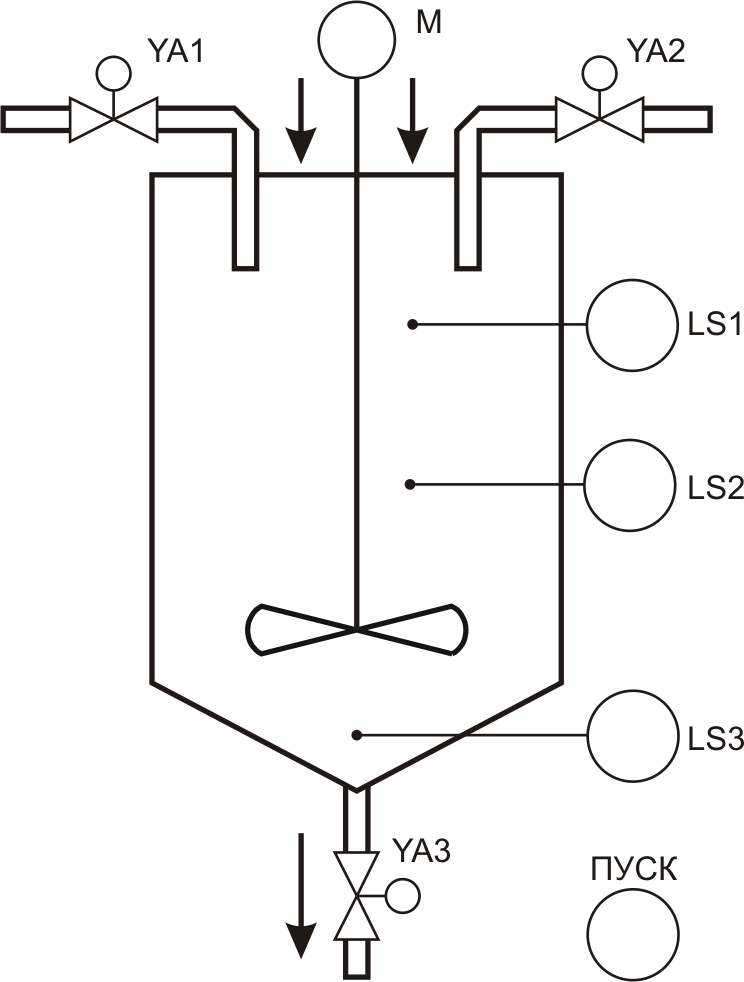 становка
(рис. П1) осуществляет смешивание двух
компонентов, подаваемых в нее соответственно
через клапаны YA1 и YA2 с электромагнитным
управлением. По команде оператора «Пуск»
первым открывается клапан YA1 и набирается
доза первого компонента до уровня,
который контролируется датчиком-реле
LS2.
становка
(рис. П1) осуществляет смешивание двух
компонентов, подаваемых в нее соответственно
через клапаны YA1 и YA2 с электромагнитным
управлением. По команде оператора «Пуск»
первым открывается клапан YA1 и набирается
доза первого компонента до уровня,
который контролируется датчиком-реле
LS2.
После набора первого компонента автоматически открывается клапан YA2 и начинается заполнение смесителя вторым компонентом. По сигналу датчика-реле LS1 подача второго компонента прекращается и сразу же включается в работу привод M мешалки.
Через определенное время, гарантирующее необходимое качество перемешивания, мешалка отключается, а клапан YA3 открывается, что обеспечивает
Рис. П1 разгрузку смесителя. Уровень смеси постепенно уменьшается до полного опрожнения смесителя. Отсутствие продукта в установке контролируется датчиком-реле LS3, по сигналу которого клапан YA3 закрывается и установка вновь может быть запущена в работу по команде оператора.
2. Управление поточно-транспортной системой
 Перемещение
сыпучих грузов является типичной
технологиче-ской операцией для
зерноперерабатываю-щих отраслей
промыш-ленности.
Перемещение
сыпучих грузов является типичной
технологиче-ской операцией для
зерноперерабатываю-щих отраслей
промыш-ленности.
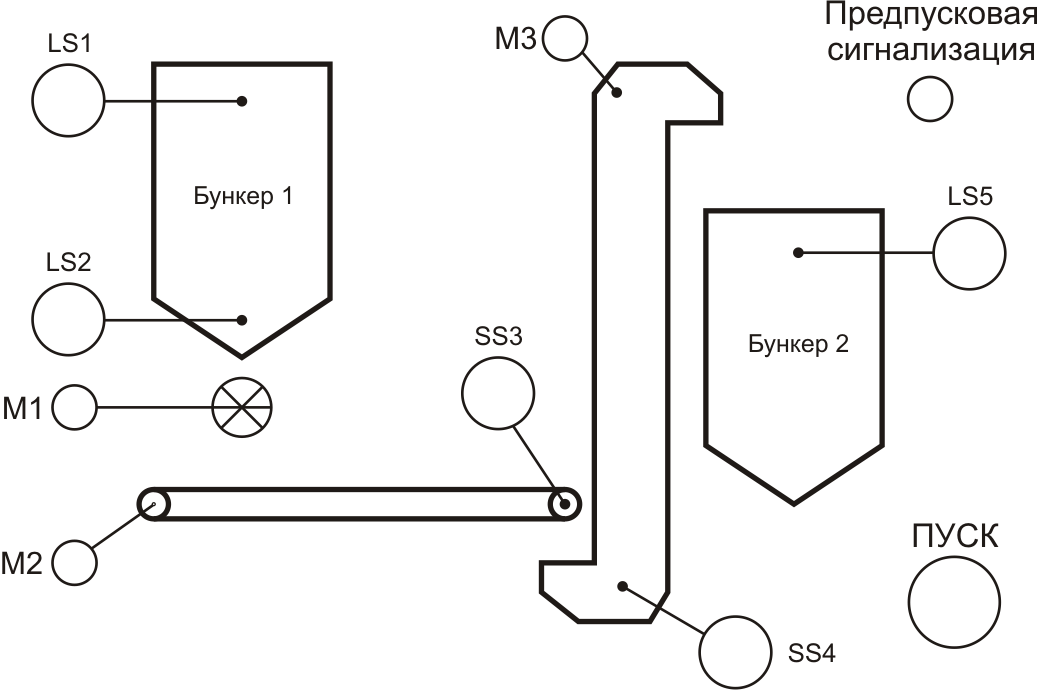
Участок поточно-транспортной системы (ПТС) приведен на рис. П2. Сыпучий продукт из бункера Б1 при помощи горизонтального конве-
Рис. П2 йера и нории необходи-
мо переместить в бункер Б2.
Учитывая потенциальную опасность для людей, перед пуском ПТС всегда должна на определенное время включаться световая и звуковая предупреждающая сигнализация.
Включать транспортные механизмы в работу имеет смысл, когда в бункере Б1 имеется хотя бы 50% объема продукта, что контролируется дат-чиком-реле уровня LS1, а также при условии, что в бункере Б2 имеется место для приема продукта – контроль осуществляет датчик-реле уровня LS5.
Включение машин в работу осуществляется навстречу движению продукта. Первой включается нория и, при достижении номинальной скорости вращения ленты с ковшами, включается в работу конвейер. После его разгона питатель начинает подавать продукт из бункера Б1.
Скорость движения лент нории и конвейера контролируют соответственно датчики-реле S4 и S3. При проскальзывании ленты на приводном барабане машины, о чем свидетельствует снижение ее скорости, необходимо экстренно отключить приводные электродвигатели М1, М2, М3. В противном случае возникнет авария.
Нормальный технологический останов участка ПТС проводится в обратном порядке по сравнению с пуском. При отсутствии продукта в бункере Б1, о чем сигнализирует датчик-реле уровня LS2 либо при переполнении бункера Б2 (сигнализирует датчик-реле LS5) вначале отключается двигатель М1 питателя. Далее с определенными выдержками времени, которые достаточны для освобождения машин от остатков продукта, отключается электродвигатель конвейера и затем нории.
3. Управление пастеризационной установкой
Процесс пастеризации применяют для продления сроков хранения молока, соков, пива и других продуктов. Температуру нагрева при этом подбирают такой, чтобы подавить жизнедеятельность микроорганизмов, но при этом не разрушить витамины и аминокислоты, содержащиеся в продукте.
Т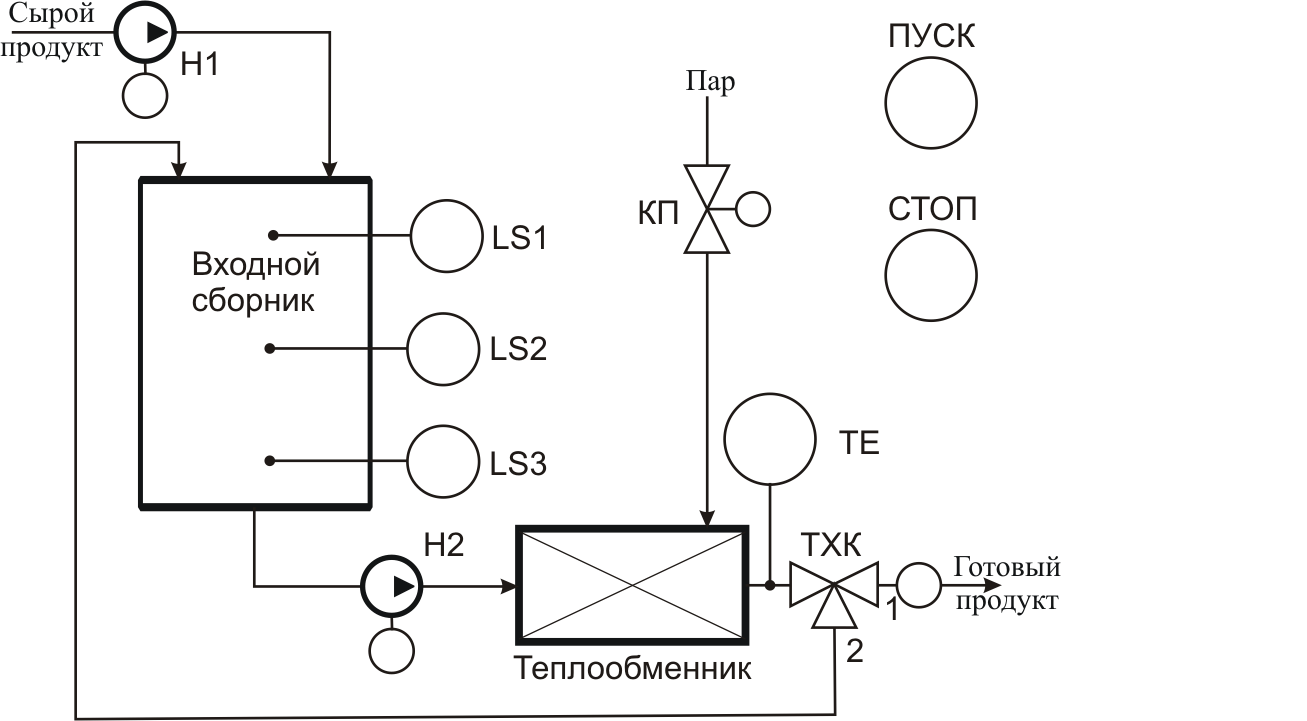 ехнологическая
схема процесса пастеризации представлена
на рис. П3. Исходный продукт насосом Н1
подают во входной сборник, а затем
насосом Н2 – в теплообменник.
ехнологическая
схема процесса пастеризации представлена
на рис. П3. Исходный продукт насосом Н1
подают во входной сборник, а затем
насосом Н2 – в теплообменник.
Из теплообменника через трехходовой клапан (ТХК), который первоначально на-ходится в положении 2, продукт возвраща-ется опять во входной
Рис. П3
сборник (режим рециркуляции). Уровень в этом сборнике поддерживается между верхним и средним значениями путем включения и выключения насоса Н1 по сигналам соответствующих датчиков-реле LS1 и LS2.
Далее открывается клапан КП подачи пара и продукт в теплообменнике нагревается до требуемой температуры пастеризации, например, 7520С. При достижении данной температуры по сигналу датчика ТЕ трехходовой клапан переключается в положение 1 и продукт поступает на расфасовку.
Для остановки процесса отключают насос Н1 подачи продукта. Когда уровень в сборнике опустится до нижнего значения, срабатывает датчик-реле LS3, закрывается клапан КП подачи пара и отключается насос Н2.