

Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
Политехнический институт
Кафедра Автоматизированных станочных систем
Методические указания по контрольной работе заочника
по дисциплине
МЕТОДЫ ИНЖЕНЕРНОГО ТВОРЧЕСТВА, ЭРГОНОМИКА И ДИЗАЙН
Направление подготовки: 230100 Информатика и вычислительная техника
Профиль подготовки: Системы автоматизированного проектирования
Форма обучения: очная, заочная
Тула 2012 г.
Методические указания по контрольно-курсовой работе (контрольной работе заочника) составлены профессором А.Б. Орловым и обсуждены на заседании кафедры Автоматизированных станочных систем механико-технологического факультета
протокол № ____ от « __» _____________ 2012 г.
Зав. кафедрой ____________________ А.Н.Иноземцев
Методические указания контрольно-курсовой работе (контрольной работе заочника) пересмотрены и утверждены на заседании кафедры Автоматизированных станочных систем механико-технологического факультета
протокол № ____ от « __» _____________ 2012 г.
Зав. кафедрой ____________________ А.Н.Иноземцев
1. Введение
При проектировании станков, машин, приборов возникает много специфических вопросов, которые требуют детальной, внимательной проработки. Это, например, правильная организация рабочего места, а соответственно и формы станка, размещения защитных устройств, приборов освещения. Это также вопросы достижения целостности и выразительности формы. Решить их на уровне современных требований часто оказывается весьма затруднительно, если в процессе проектирования не примет участие художник-конструктор (дизайнер), который призван всесторонне учесть в проекте все, что относится к так называемому человеческому фактору.
Участие художника-конструктора в проектировании промышленные изделий способствует решению большой народнохозяйственной задачи – повышению качества изделий машиностроения и культурно-бытового назначения. Целью художественного конструирования является создание удобных в потреблении, целостных по форме, эстетически совершенных промышленных изделий, отвечающих одновременно высоким техническим и экономическим требованиям.
Художник-конструктор – новая и притом сложная профессия. Этот специалист должен найти правильный подход к миру вещей, их удобству, эстетическому облику. Он должен не только обладать достаточными знаниями в ряде специальных областей (техники, эргономики, эстетики и т. д.), но и профессионально владеть большим арсеналом средств композиции, хорошо разбираться в закономерностях строения объемно-пространственных структур, тектонике, владеть пропорционированием. уметь использовать ритм, масштаб и масштабность, контрастные и нюансные соотношения, правильно использовать цвет и тональные соотношения – эти важные элементы композиции. То, что может и должен делать инженер-конструктор, технолог, эргономист, не входит в круг обязанностей художника-конструктора.
Работая в тесном творческом контакте с инженером, художник-конструктор заботится о том, чтобы изделие было технически совершенным и конструировалось в расчете на «органическую связь» с человеком, чтобы его форма и размеры соответствовали антропометрическим требованиям, характеру движений человека и чтобы при всех условиях оно было эстетически совершенным. При этом художник-конструктор должен нести полную ответственность за ту часть работы, которую на высоком профессиональном уровне в коллективе специалистов только он один и может выполнить.
Нередко еще задачи художника-конструктора, работающего над созданием промышленных изделий, представляются искаженно. Это приводит на практике к неправильной организации процесса проектирования. Одним из таких принципиально ошибочных представлений о художнике-конструкторе является то, что он якобы призван быть оформителем промышленных изделий. Термин «художественное оформление» в применении к функциональным предметам совершенно искажает существо дела.
Красота и польза неразрывны в промышленном изделии. Красоту нельзя принести, приложить к вещи как некое дополнительное качество. Когда речь идет о едином составе вещества, химики говорят о химическом соединении. Именно так должны взаимодействовать в предмете польза и красота. Это прочное соединение качеств утилитарной вещи в единый комплекс определяет и организацию самого процесса конструирования, и взаимодействие между художником-конструктором, инженером, эргономистом и другими специалистами.
Рассмотрение формы промышленного изделия и его эстетическую оценку нельзя проводить в отрыве от самого предмета. Попытка абстрагироваться от функционального назначения, от особенностей конструктивного решения изделия, от того, из каких материалов оно выполнено или каким способом формируются эти материалы, т. е. от производственного процесса и процесса потребления изделия человеком, неизбежно приведет к формалистическим выводам. Такая чисто формальная оценка эстетических качеств вещи практически бессмысленна. Композиция промышленного изделия, пластическая характеристика формы, наконец, ее образность не могут рассматриваться вне теснейшей связи с самой сущностью предмета.
Часто, полагаясь на собственный субъективный вкус, люди, слабо разбирающиеся в законах художественного творчества, начинают поучать художника-конструктора и даже навязывать ему свои эстетические суждения. Непонимание задач художественного конструирования, использование художника-конструктора в промышленности в качестве оформителя, навязывание ему непрофессиональных суждений в области эстетики наносят серьезный вред развитию художественного конструирования. То, что знает и видит художник-конструктор, другие часто не могут подметить.
Художественное конструирование нередко понимают только как работу над формой, или «внешней формой», промышленных изделий. Это неверно в самой основе. Станок или прибор – целостный и сложный комплекс, и немыслимо механически расчленить его на форму и конструкцию. Проектирование промышленного изделия лишь тогда дает действительно хорошие результаты, когда конструктор, технолог и художник-конструктор работают в творческом контакте, который невозможен без знания основ теории композиции в технике.
У искусства своя задача – образное отражение действительности, познание ее путем воздействия на разум и чувства человека, в то время как у предметов утилитарных – прежде всего удовлетворение утилитарных потребностей. Снижает ли это требования к эстетическим достоинствам огромного круга промышленных изделий? Нисколько! Это лишь означает, что нельзя подходить к их созданию или оценке с тех же позиций, с каких подходят к произведениям изобразительного искусства.
Раскрытием специфики эстетического воздействия произведений искусства и утилитарных изделий занимаются специалисты по эстетике и психологии, и перед ними стоит еще немало сложных проблем
Казалось бы, тезис о неразрывности связи формы и функции не вызывает сомнения. Однако легко сказать – связь формы и функции. Как достичь оптимального выражения такой связи? Кроме того, форма изделия гораздо более «лакомый кусок» для художника, чем функция, тем более ее сложная техническая сторона – ведь она связывает «свободу творчества».
1. Цель и задачи выполнения контрольной работы
Целью контрольной работы заочника является закрепление теоретического материала и приобретение студентами практических навыков решения некоторых задач эстетической и эргономической проработки конструкции машиностроительного оборудования.
3. Основные требования к контрольной работе
3.1.Тематика контрольной работы
Студенты заочного обучения выполняют контрольную работу. В контрольной работе студенты анализируют заданный технический объект с точки зрения соответствия категориям технической эстетики и выполнения эргономических требований.
Типовое задание на контрольную работу
Выполнить эстетический и эргономический анализ технического объекта:
1. Описание объекта
1.1. Общий вид (фотография)
1.2. Краткое описание конструкции и функций объекта
2 Эстетический анализ технического объекта
2.1. Стиль.
2.2. Тектоника и композиционное равновесие.
2.3. Объемно-пространственная структура.
2.4. Гармоничная целостность формы.
2.5. Соподчиненность элементов формы.
2.6. Пропорции и пропорциональность.
2.7. Масштаб и масштабность.
2.8. Симметрия и асимметрия,
2.9. Статичность и динамичность.
2.10. Метрические и ритмические ряды повторности.
2.11. Контраст и нюанс.
2.12. Свет, тень и пластика.
2.13. Цветовая гамма объекта.
3 Эргономический анализ технического объекта
3.1. Рабочие зоны и размещение органов управления.
3.2. Средства отображения информации объекта
3.2.Исходные данные к контрольной работе
Исходными данными к контрольной работе является задание на работу, выдаваемое преподавателем и собранные студентом материалы по заданному технологическому объекту
3.3.Задание на контрольную работу
Задание на работу, выдается преподавателем и содержит название некоторого технологического объекта (станка или промышленного робота) для которого необходимо провести эстетический и эргономический анализ.
3.4.Объем контрольной работы
Контрольно-курсовая работа содержит пояснительную записку, объемом 20-25 страниц формата А4, размер шрифта 14, интервал не более полуторного.
3.5 Работа над контрольной работой
Работа над контрольно-курсовой работой ведется в течение всего семестра.
3.6.Защита контрольной работы
Контрольная работа проверяется преподавателем и зачитывается, или не зачитывается. В последнем случае по усмотрению преподавателя при повторном рассмотрении работы может быть проведен устный зачет в форме защиты.
4. Методические указания к работе над контрольной работой
Начиная работу над новым изделием, художник-конструктор прежде всего должен самым тщательным образом разобраться во всех тонкостях, связанных с назначением вещи – с ее функцией. Это же должно нас интересовать в первую очередь при оценке качества и эстетических достоинств готового изделия.
Решая форму того или иного предмета в целом и отдельных его частей, художник-конструктор должен стремиться к тому, чтобы она в максимальной степени соответствовала функциональному назначению предмета.
Говоря о функции вещей, необходимо иметь в виду прежде всего их общественную функцию. Новое изделие нельзя создавать без предварительного исследования и получения достаточно обоснованных объективных данных о его общественной полезности и необходимости. Иначе говоря, должен быть определен ассортимент, который служил бы обоснованием создания данного изделия.
Понять и в полной мере оценить форму можно лишь познавая сам предмет и прежде всего то, что связано с его функциональными особенностями.
В этом случае обнаруживаются те «живые» нити, которые протянулись от предмета к человеку. Анализ этих связей создает также предпосылки для выработки обоснованной эстетической характеристики предмета.
Познавая сам предмет, мы шаг за шагом познаем его форму, являющуюся лишь внешним проявлением сущности вещи. Этот подход к форме, с учетом всех функциональных и конструктивных особенностей предмета, не только не отрицает элемента эмоционального воздействия формы, но и позволяет находить правильное решение этого важного вопроса.
Мы говорим – «красивая вещь», часто даже не замечая при этом, что такая оценка утилитарного предмета возникает обычно лишь после того, как мы в какой-то мере осознали его полезность. Если же мы почему-либо не смогли этого сделать, то и наши суждения об эстетическом совершенстве предмета бывают весьма неуверенными. Во всяком случае, констатируя, что предмет красив, до того как мы убедились в его целесообразности, мы в какой-то мере рискуем грубо ошибиться, приняв за эстетическое совершенство внешнюю приукрашенность.
Когда говорят о независимости красоты от пользы, то, обычно, обходят вопрос о сложных функциональных связях изделия и понимают под функцией нечто весьма узкое. Говорят, например, что предмет красиво выглядит в интерьере, имея в виду при этом не конкретную функцию данного изделия, а его функционирование в ансамбле (форму, расположение, цвет и т. д.). Но это лишь одна из сторон эстетической оценки изделия, которая не только не исключает, но и подразумевает оценку формы с точки зрения конкретной функции самого предмета. Лишь комплексная оценка внешних н внутренних связей формы и функции позволяет сделать правильные выводы о подлинной красоте изделия и закономерностях строения его формы.
Таким образом, оказывается, что аргументы в защиту «формального подхода» к предмету, к красивой форме по существу вступают в противоречие с самими собой. Даже у самой «абстрактной» формы есть, как правило, своя функция. Например – служить украшением. Если это главная функция (декоративное изделие), то именно с этой точки зрения и должна быть дана эстетическая оценка. Если же это лишь одна из сторон назначения изделия, то соответственно и эстетическая оценка будет относиться лишь к данной стороне, а не к эстетическому качеству изделия в целом.
Аналитический подход к оценке изделия никак не отрицает интуиции художника с его острым чутьем формы и является важнейшим профессиональным инструментом, превращающим обычный утилитарный предмет в эстетически совершенный. Но в этом случае речь идет не об интуиции вообще, а об интуиции в приложении к конкретному предмету с конкретной функциональной задачей, выполненному в определенном материале, одним словом, об интуиции, основанной на понимании, опыте работы и глубоком знании предмета.
Над каким бы изделием ни работал художник-конструктор, он постоянно должен видеть все связи изделия с человеком и средой. Изделие должно максимально отвечать своему назначению, быть наиболее удобным для человека. Это должно достигаться при наименьших затратах труда на изготовление изделия. Казалось бы, все это само собой разумеется. Ясно, что предмет должен быть функционален, как ясно и то, что производить его следует с наименьшими затратами сил и средств. Однако умения достигнуть этого в процессе конструирования изделия очень часто не хватает, что подтверждается выпуском неудобных и некрасивых изделий.
Подходя к решению определенной функциональной задачи, инженер-конструктор и художник-конструктор должны видеть не только одну конечную цель, но и представлять себе все этапы ее достижения, все составляющие функционального процесса. При этом решение функциональной задачи на всех стадиях процесса необходимо строить на основе доказательного и всестороннего анализа.
Создание каждого нового промышленного изделия требует от художника-конструктора большой аналитической работы – изучения аналогичных промышленных изделий, рассмотрения во всех подробностях, как в них разрешены функциональные вопросы и насколько их форма отвечает всем требованиям удобства. Не должны быть упущены и вопросы, связанные с новой технологией, с тем, как используются различные свойства материала и т. п.
Для успешного и последовательного анализа весь перечень принципов, которыми должен руководствоваться художник-конструктор, может быть приведен к определенной системе. Если попытаться сформулировать основные положения, на которых эта система строится, то, по-видимому, они выглядели бы следующим образом:
1. Весь процесс функционирования изделия, его использования человеком рассматривается как определенный ряд составляющих по этапам процесса. В одних случаях это операции, связанные с действием механизма, в других (для изделий, не имеющих механизма) – лишь удобства использования человеком предмета в продолжение всего цикла.
2. При разделении функционального процесса на отдельные операции из поля зрения проектировщика не должно выпадать ни одно звено, так как это приведет к нарушению процесса в целом.
3. Прежде чем приступить к созданию изделия, выясняются все условия, связанные с удобством для человека (функциональные условия) на каждом из этапов процесса при минимальной затрате его труда, т. е. те объективные условия, которые остаются общими при любом варианте конструктивного решения изделия.
4. Цель должна быть достигнута с затратой минимума материальных средств. Это связано не только с вопросами экономики, хотя она в данном случае имеет существенное значение, но и с вопросами чистоты и ясности общего конструктивного решения функциональной задачи.
5. Решения, касающиеся формы изделия, не могут быть окончательными без их функционального обоснования, т. е. вся «эмоциональная» характеристика формы как бы просматривается и проверяется через призму целесообразности.
Итак, функциональная задача в целом может быть сформулирована лишь в результате анализа всех частей процесса, характеризующих в полной мере достоинства будущего предмета. Сумму всех условий, наилучшим образом обеспечивающих процесс использования изделия, мы будем называть комплексом функциональных условий.
ТЕКТОНИКА
Основными категориями композиции выступают тектоника и объемно-пространственная структура. В сущности любой предмет пространственно организован, а его форма так или иначе отражает строение предмета. В технике это означает зависимость формы от конструкции.
Всякая конструкция так или иначе выражена в форме. Зримое отражение в форме работы конструкции и организации материала называют тектоникой.
Понятие «тектоника» неразрывно связывает две важнейшие характеристики промышленного изделия – его конструктивную основу и форму во всех ее сложных проявлениях (пропорциях, метрических повторах, характере и т. д.).
Под конструктивной основой при этом понимают работу несущей части конструкции, характер распределения главных усилий, соотношения масс, организацию конструкционных материалов и т. п. Форма должна четко отражать все эти особенности конструктивной основы.
Перед конструктором, которому приходится постоянно решать практические задачи, естественно, может встать вопрос: разве несущая основа станка, например, в форме своей может не отражать истинных рабочих нагрузок? К сожалению, форма конкретных изделий отражает их далеко не всегда правдиво. Иной раз какой-либо крупный элемент машины выглядит до предела напряженным, словно ему приходится выдерживать огромные нагрузки. На самом деле он ничего не несет, так как это не литая массивная опора, а коробка из тонкого листового металла. Несущая же конструкция спрятана внутрь и никак не связана с оболочкой, ложно информирующей о распределении усилий. Конечно, это крайний случай несоответствия между формой и работающей конструкцией, но в различных видах оно встречается довольно часто.
Нагруженные элементы конструкции должны найти правдивое, адекватное отражение в форме, а все то, что не нагружено (например, ограждающие кожухи), не следует маскировать под работающее. Подлинная тектоничность свойственна лишь тому изделию, форма которого точно выражает напряжение материала, отношение несомого и несущего.
Творения природы дают нам наглядный урок тектонической правдивости, и в этом секрет выразительности, целесообразности природных форм, которые не перестают удивлять и восхищать человека, заставляя его учиться у природы.
Правильная тектоническая основа важна для промышленных изделий различного назначения и любых абсолютных размеров. Конечно, в тяжелых конструкциях с большими нагрузками работа сил проявляется особенно зримо, так как здесь вступают в действие и собственный вес, и динамические нагрузки, возникающие в процессе работы. Но тектоничность важна и для малых форм.
Сборная ли это конструкция или монолитная, легкая и тонкостенная или тяжелая и массивная, несущий ли это элемент или ненагруженный, возникают ли в данном месте напряжения в материале или не возникают и т.д.– на все эти вопросы облеченная в материал форма должна отвечать ясно и недвусмысленно. Образно говоря, тектоника – это искренность формы в отношении конструкции и материала.
Рассмотрим с этой точки зрения токарный станок (далее, говоря о форме станков, мы будем прибегать именно к токарному станку, с целью более полно рассмотреть все особенности формы на одном примере). Попытаемся разобраться в том, что оказывает влияние на форму различных моделей. Оговоримся при этом, что мы не ставим в данном случае задачи выработки подобного комплекса функциональных условий для той или иной группы токарных станков, а хотим лишь показать на примерах, как проявляется зависимость формы от функции.
Вся схема организации токарного станка предопределяется способом обработки детали. Фиксируемой в центрах детали придается быстрое вращательное движение, а резец, закрепленный в специальном приспособлении, перемещаясь вдоль детали, удаляет металл с ее поверхности.
В зависимости от размера и веса заготовки меняется характер формы станка. Утяжеляется обрабатываемая деталь, растут ее вес и размеры – станок становится более приземистым, относительно увеличиваются в размерах отдельные его элементы (кулачки и задняя бабка), предназначенные для закрепления детали. Увеличиваются нагрузки на резец, а вместе с ними более мощным становится суппорт. Станок зрительно утяжеляется в связи с перемещением центра тяжести вниз (рис. 2).
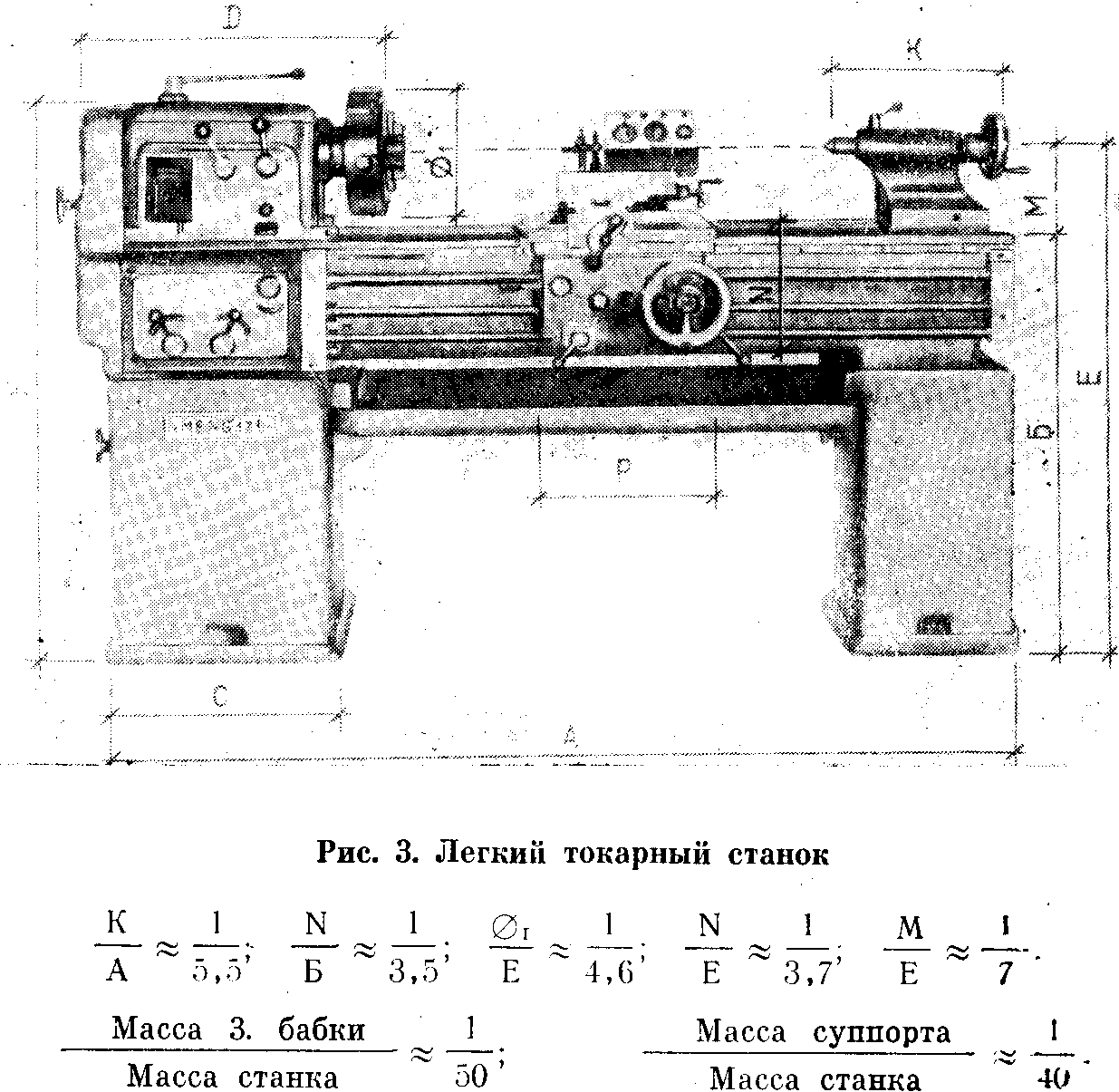
На рис. 3 показан легкий токарный станок. На первый взгляд может показаться, что между этим станком и станком, показанном на рис. 2, нет ничего общего, настолько различна их форма. Однако они по функциональному признаку относятся к одной и той же группе, принцип обработки заготовки не изменился. Поэтому, несмотря на все различия формы, в них очень много общего. Это общее выступает прежде всего в структуре работающего механизма.
Два взаимных движения – вращательное и поступательное (деталь – резец) – определили характерные черты формы станка, его принципиальную компоновку. Появились направляющие для точного перемещения суппорта на станине, ходовой вал и винт, передающий ему движение от коробки скоростей. Так родилась существующая и проверенная временем логичная схема токарного станка.
Но разве это единственно возможная схема? Разве нельзя было бы, скажем, зажать деталь вертикально, а резец направить сверху вниз? Известно, что именно такая схема компоновки станка имеет место в специальных многошпиндельных автоматах, но в то же время традиционная схема обычного токарного станка, несмотря на целый ряд усовершенствований конструкции, продолжает существовать. По-видимому, горизонтальное положение детали на токарном станке является оптимальным – оно обеспечивает наилучшую зону видения, удобство работы.
На форму станка непосредственно влияют такие характеристики, как собственный вес, вес обрабатываемой детали, допускаемые усилия на резец и т. п. Все эти условия не только предопределяют конструкцию станка, сечения основных несущих элементов, но и являются объективными факторами, которые должен учитывать художник-конструктор, приступая к работе над формой. Эти условия должны быть сознательно приняты художником-конструктором как исходные в работе над формой, в композиционной организации всех элементов, их пластической проработке, в достижении гармонической целостности вплоть до поиска характера формы.
Что является общим и наиболее характерным для формы токарных станков самых различных моделей?

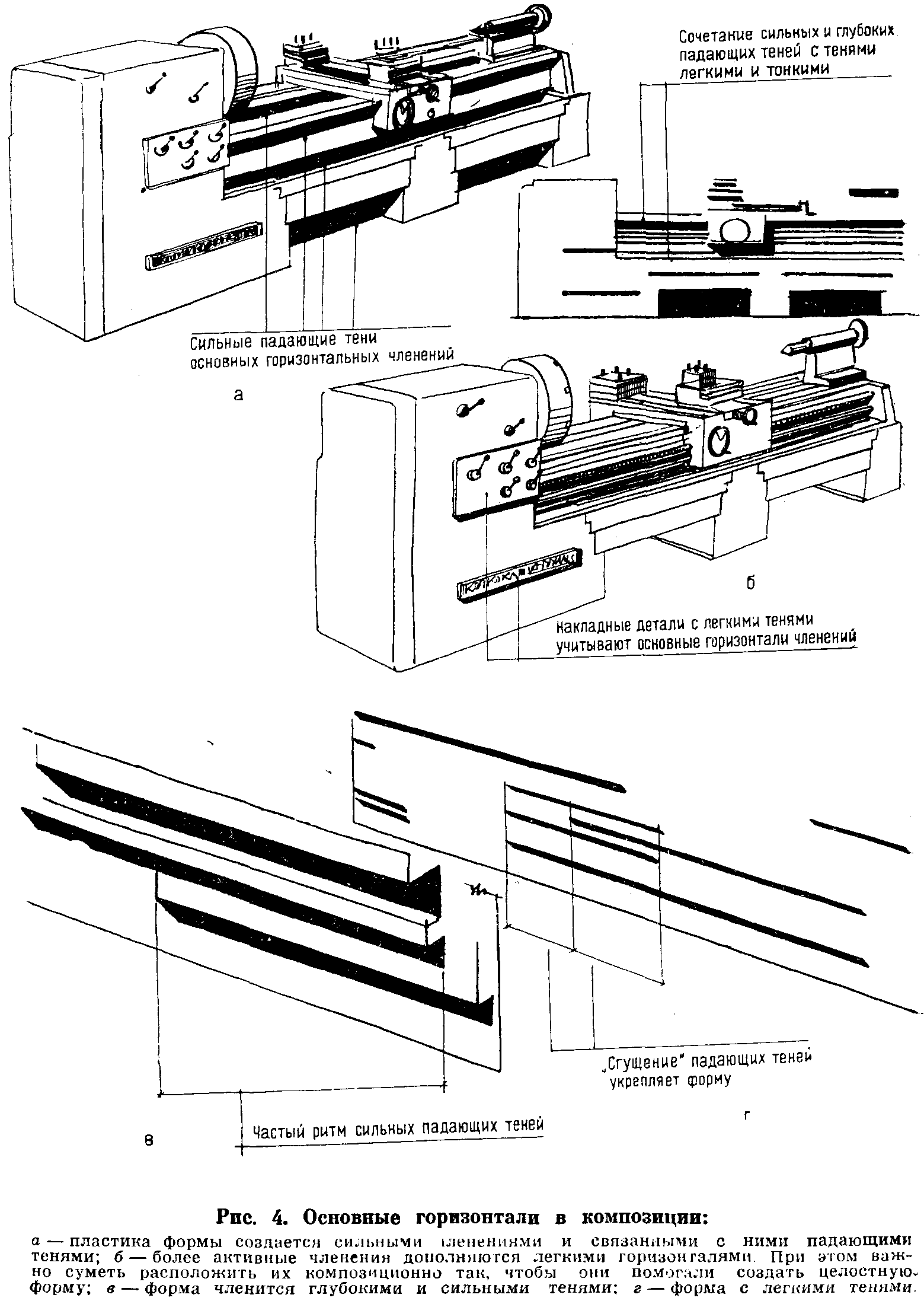
По-видимому, общее проявляется прежде всего в едином горизонтальном строе формы. Горизонтали явно превалируют над вертикалями. Габариты станка вписываются в горизонтальный («лежачий») параллелепипед, горизонтали как бы «завязывают» объем. Основные горизонтальные членения формы условно можно разделить на две группы (рис. 4):
1) сильно выраженные членения с глубоким рельефом, часто создающие активные выразительные падающие тени; это такие членения, которые как бы строят всю форму, создают пластическую основу объема;
2) членения, легко «графически» намеченные и дополняющие основные.
Они создаются, например, ходовым винтом и валом, проектирующимися на вертикальную плоскость станины, разъемами и стыками соединения корпусных деталей, различными приливами, платиками, накладными деталями для органов управления и т. п. Рассматривая структуру станков,, мы, как правило, встречаемся с различными по пластике типами членений, от очень сильных, организующих всю форму, до тонких и легких. Это своего рода сюита горизонталей. В каких-то частях станка они усиливаются, сгущаясь, в других разрежаются и ослабевают, но именно горизонтали «завязывают» композиционно весь объем токарного станка и в зависимости от того, как их удается организовать, оказывают решающее влияние на композиционную целостность формы.
Вертикали в токарном станке играют значительно меньшую композиционную роль. Прежде всего их сравнительно немного (наружные вертикальные контуры опор, некоторые внутренние контуры и вертикали отдельных частей станка). Сравнивая легкий и тяжелый токарные станки по их форме, мы видим существенные различия в их тектонике. В легком станке с точки зрения формы вертикали приобретают большее значение, чем в тяжелом; опоры – высокие и стройные – с хорошо просматриваемыми внутренними контурами. Тяжелый станок более приземист, горизонталь станины низко опущена к полу или даже непосредственно покоится на плите фундамента.
Тектонические особенности, работа конструкции проявляются не только в пропорциях, но и в распределении основных масс, компоновке объемов. Например, в легком станке объем задней бабки незначителен, по отношению к общему объему, и чем легче предусматриваемая для обработки деталь, тем меньше и масса бабки, в то время как в мощном станке эта масса может достигать больших величин, и при этом совершенно меняются соотношения объемов. То же самое можно наблюдать, сравнивая с общей массой суппорты обоих станков. Небольшой суппорт малого станка, как по абсолютным размерам, так и по своим отношениям ко всему станку, не похож на суппорт тяжелого станка, который представляет собой целый движущийся мощный агрегат, занимающий всю-высоту станины и выдерживающий большое усилие. Таким образом, значительное влияние на образование формы оказывают и распределение масс, и их соотношения, и расположение центра тяжести и т. п.
Все это касается специфики формы, целиком связанной с технической функцией, и в большинстве случаев определяется расчетом. Но в строении формы проявляются и такие закономерности, которые связаны с с человеком, обусловлены взаимодействием «человек – машина». Они прежде всего заключаются в том, что размеры и размещение органов управления, как у большого, так и малого станков, устанавливаются не «по станку», а «по человеку». Это то характерное в форме, что позволяет нам более ярко выявить масштаб станка, то, что делает большой станок не просто физически большим, а масштабным человеку.
Когда мы говорим, что художник-конструктор должен познать «природу» вещи (станка в данном случае), то имеем в виду, что он должен видеть не только сам предмет, но и то, что определяет его потребление человеком. Это значит, что, работая над композицией изделия, общей организацией его формы, художник-конструктор должен прежде всего выявить то объективное начало, которое воздействует на форму.
В поисках образности вещи, характера формы художник-конструктор не должен идти против этого объективного начала, нельзя сбиваться на путь применения ложных декоративных средств, что нередко имеет место.
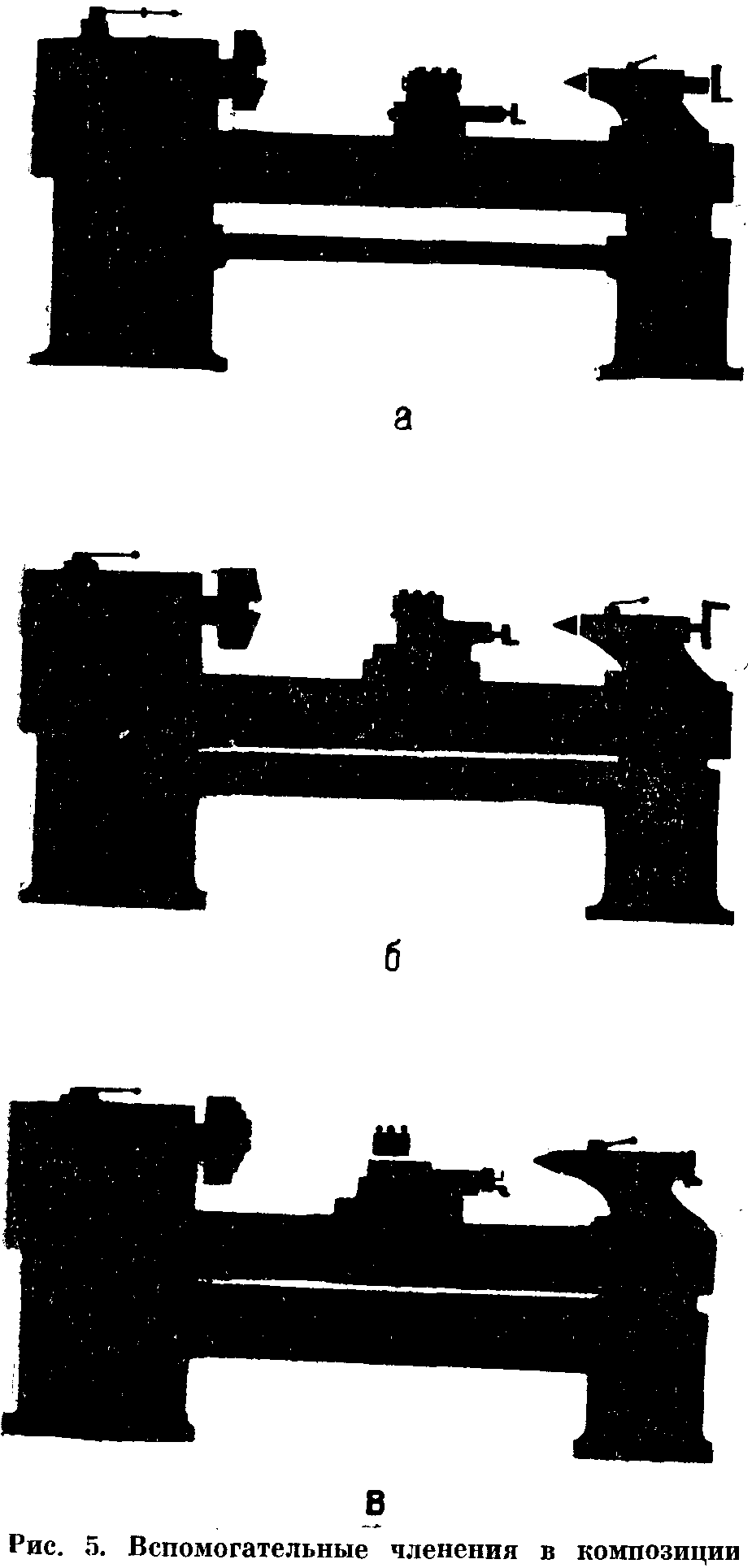
Подход к художественно-конструкторской разработке без учета всех условий формообразования усугубляет элемент случайного, ведет к появлению решений, противоречащих объективным требованиям. Так, вместо того, чтобы в одном случае добиваться впечатления легкости, обусловленной тектоникой станка, можно создать ложное впечатление больших нагрузок, а это значит, что появится неверный, заведомо искаженный образ станка. Достаточно, например, сделать корыто для сбора стружки более глубоким, чем необходимо, приблизить его к горизонтали станины, образовав с ней зрительно единую массу, чтобы легкий в основе станок приобрел не свойственный ему вид, стал выглядеть более тяжелым (рис. 5. б и в).
Когда речь идет о станках и машинах, форма прежде всего должна дать правильное представление о предмете, о действительных нагрузках и усилиях, о его тектонической основе. Наряду со многими интересными, принципиально правильными разработками станков, уже сконструированных с участием художников-конструкторов, можно видеть, к сожалению, и такие, в которых форма приходит в известное противоречие с назначением станка.
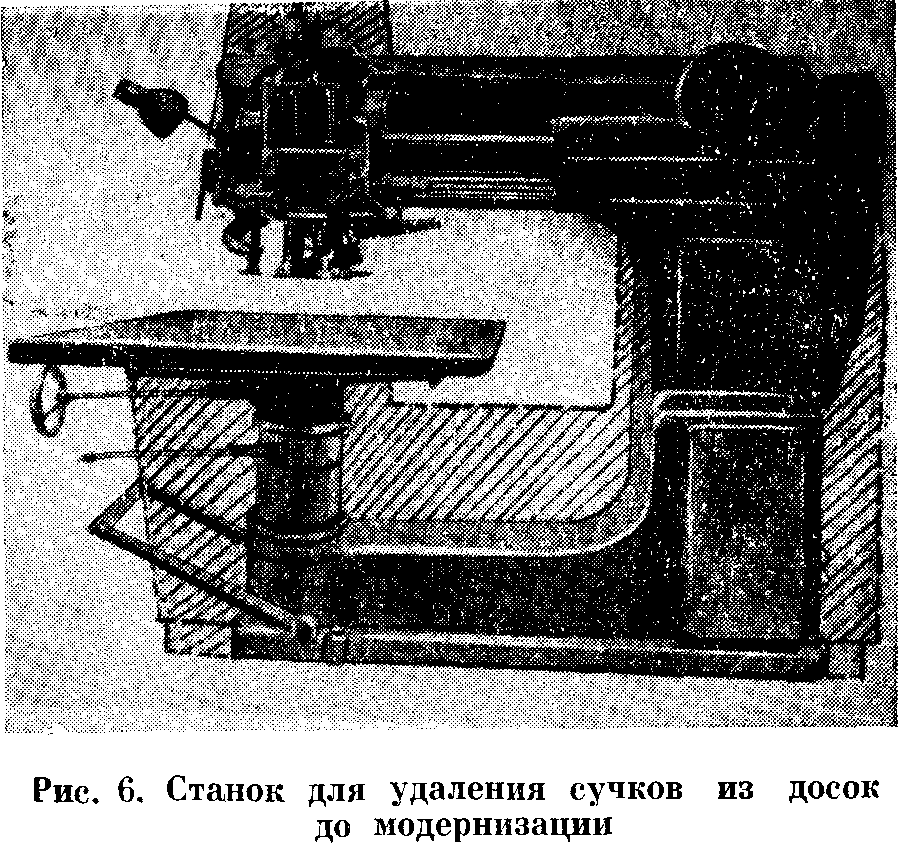
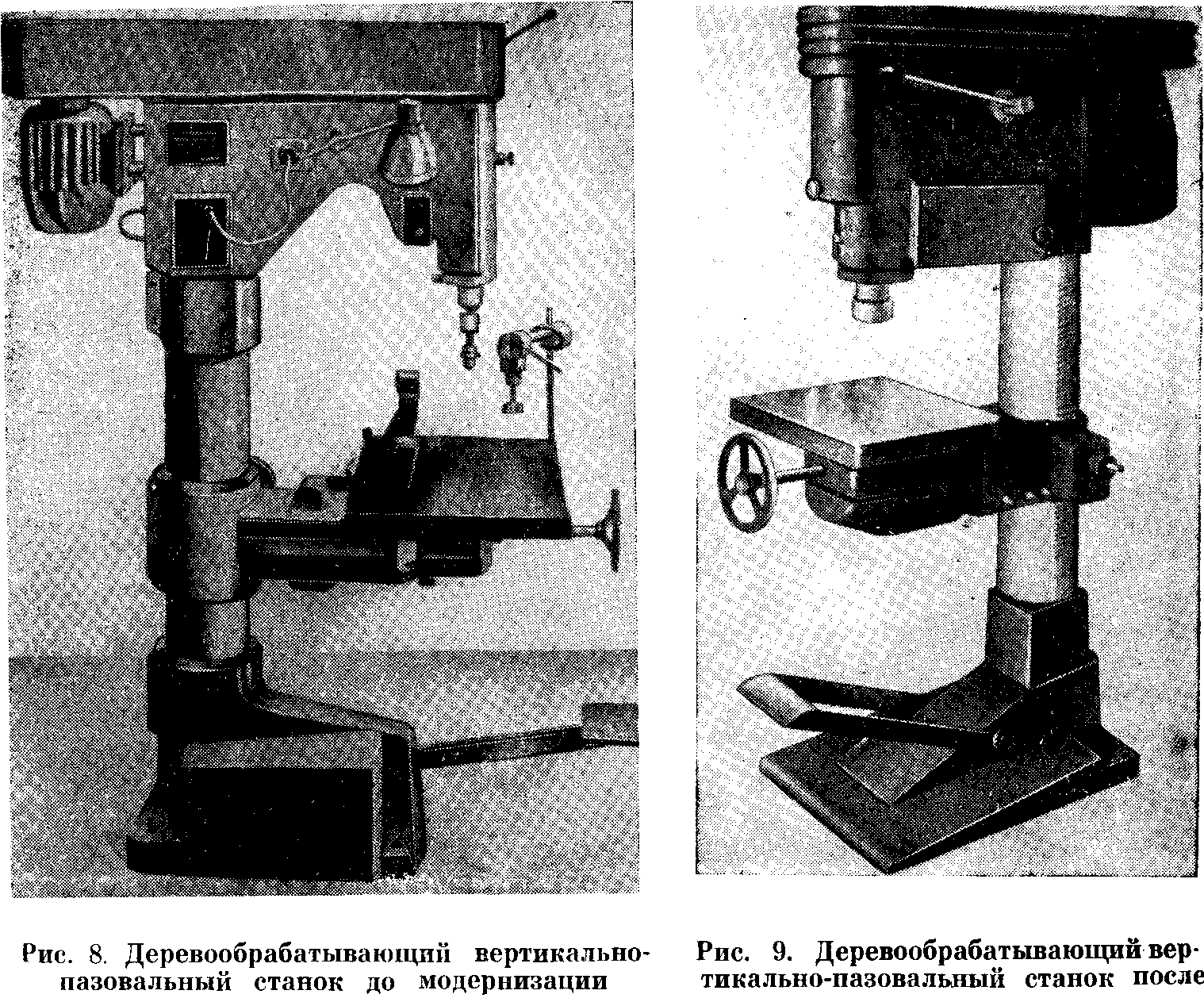
Так, например, на рис. 6 показан станок для удаления сучков из досок с одновременной заклейкой образующихся отверстий. Таким выглядел ^ станок до модернизации. Хороша ли или плоха форма станка, но в ее основе мы отчетливо ощущаем конструктивную схему, определенную функцией: тонкая в сечении несущая колонна, большого выноса легкая консоль, стол, опирающийся на довольно тонкую опору, за которой читается работа конструкции. Хорошо воспринимается тектоническая основа формы в целом. Мы видим работающую, загруженную конструкцию, наши зрительные ощущения дают нам правильное представление о фактических нагрузках станка.
Конечно, у формы этого станка много недостатков: совершенно не организованы и дробны из-за мелких членений боковина несущей вертикальной части станины и консоль; слишком обнажен механизм рабочей головки, что приводит в условиях деревообрабатывающего цеха к его запылению и т. д. Форме явно недостает целостности. Но вот что стало со станком после «художественной» организации его формы (рис. 7).
На первый взгляд форма станка стала более целостной, но вместе с тем станок утратил много ценных черт, которыми обладал раньше.
Мы не хотим сказать, что в машине нужно специально выпячивать, подчеркивать механическое начало, оголять механизм, создавая некий культ машины вопреки удобству для человека, требованиям эксплуатации. Однако столь же неправильно идти путем полной обезлички формы, теряющей свой специфический характер, перестающий образно говорить о том, что это за станок и для чего он предназначен. Художник-конструктор должен уметь выявить этот образ, сказать о назначении предмета.

Вряд ли правильным в этом смысле является прием сплошной обшивки функционального организма машины, а такие тенденции иногда имеют место, даже тогда, когда это не вызывается прямой необходимостью и делается только ради формы. Представляется, что в утере нужной характеристики формы таится ослабление органической связи «человек – машина».
Естественно, что как бы подробно художник-конструктор и эргономист ни составили предварительные условия на проектирование, невозможно заранее во всех подробностях оговорить, какой же должна быть форма. Ее окончательная характеристика будет результатом совместной творческой работы разных специалистов. Но эти условия, учитывающие целый ряд объективных данных, могут значительно облегчить поиски, сделать их более целенаправленными.
По сравнению со старым станком тектоника нового ухудшилась. В результате такого подхода к форме станок скорее походит на металлорежущий, чем на деревообрабатывающий. Он в какой-то мере утратил, правдивый характер формы, бравший начало в честном отношении к функции.
Например, при переходе от несущей колонны к консоли не чувствуется подлинная работа конструкции. Тыльная линия колонны напряжена, и ее форма говорит нам о необходимости восприятия усилий. Но как это сочетается с прямым внутренним углом в месте перехода от колонны к консоли?
Что дает эта напряженная линия, если далее не следует ничего, что говорило бы об этом усилии? Впечатления о действительно работающей конструкции у зрителя не возникает. Напряженная линия переходит в безразличную консоль. Одно движение не связано с другим.
По поводу того, как относиться к организации формы станков, у разных специалистов, работающих в области художественного конструирования, существуют различные точки зрения.
Так, например, некоторые специалисты в области станкостроения считают, что если отдельные части станка (трубки, электрокабели и др.) не поддаются художественному оформлению, то их необходимо закрывать кожухом: это увеличивает общие габаритные размеры станка, но упрощает его по форме. Требованию минимальных габаритных размеров не должны приноситься в ущерб назначение и удобство обслуживания станка. Несмотря на правильность общих позиций, мы не можем согласиться с таким подходом к организации станка, это действительно похоже скорее на «художественное оформление». Такое прямое упрощение формы, да еще за счет увеличения размеров, вряд ли может служить критерием подлинного удобства. Нужно самым внимательным образом подходить к тому, за счет чего достигается упрощение формы, что оно дает не только в смысле ее композиционного улучшения, но и правильного решения остальных вопросов – эксплуатации, удобства пользования и т. д.
Вопросы эти достаточно сложны, и всякая попытка их слишком прямолинейного разрешения, попытка безапелляционного утверждения в одном случае, скажем, необходимости организации формы за счет создания более «глухого» геометризованного объема, а в другом – большего раскрытия конструктивной схемы станка может привести к нежелательным результатам. В этой связи нельзя не отметить, что иногда имеет место и чисто стилизаторский подход к форме станков и машин, когда, например, станку за счет различных кожухов придают не отвечающие назначению, не связанные с конструкцией «обтекаемые» формы, создавая ложное впечатление динамичности и пр.
Не только при работе над новыми, но и при модернизации существующих станков и машин можно говорить о необходимости аналитического, осознанного подхода к поиску формы. И в этом случае сама форма не может быть самоцелью. Модернизация должна обязательно приводить не только к эстетически гораздо более совершенной форме, но и ко всем возможным в этих условиях функциональным усовершенствованиям, повышению удобства работы, увеличению производительности.
На рис. 8 показан небольшой вертикально-пазовальный станок (СВП) для обработки древесины до его модернизации. Бросается в глаза большая усложненность формы; дробность элементов нарушает единство восприятия. Казалось бы, что это чисто внешний недостаток. Какое отношение (может иметь такая путаная, лишенная ясности структура к удобству пользования? Однако в действительности это не так.
Отсутствие единства и целостности формы приводит, как правило, и к функциональным недостаткам. Один из них – это утомляемость рабочего от постоянного длительного общения с такой формой. В условиях цеха, где среда и без того насыщена множеством разнообразных форм, стремление к гармоничной организации объема станка следует рассматривать, таким образом, как немаловажный компонент функционального начала.
Целесообразная функционально и оправданная конструктивно целостность формы – это не требование моды, а настоятельная необходимость, вызванная новыми условиями труда, стремлением создать среду, которая не только не мешала бы, не отвлекала внимание, но способствовала нормальному ходу рабочего процесса. В данном же случае неоправданное усложнение формы совершенно очевидно. Достаточно внимательно рассмотреть, как образуется верхняя консольная часть станка, чтобы убедиться в чрезмерной ее усложненности и утере целостности формы. Нижний контур консоли складывается из целого ряда отрезков случайных ^кривых, не сопрягающихся с ними прямых линий, отсутствием сам, il идеи композиции. Если рассматривать каждый узел, образующий форму станка, в отдельности, то становится ясно, что целостности и гармонии не могло возникнуть в результате такого конструирования: форма стола, узел крепления консоли стола к колонне, форма башмака-основания, неожиданно для общего симметричного построения получающая ничем не подготовленное одностороннее и случайное развитие, – все дробно и усложнение.
На рис. 9 показан тот же станок после его модернизации. Как изменилась форма? Прежде всего она стала настолько лаконичной, насколько это позволяет сделать художнику общая конструктивная схема. Но нужно особо подчеркнуть, что достигнуто это разумным обобщением формы, без введения ненужных ложных элементов.
Можно ли рассматривать эту новую форму как улучшение функциональных качеств станка? Да, несомненно, хотя, казалось бы, она не оказывает своего непосредственного влияния на работу механизма. Анализ эксплуатации нового станка, без сомнения, показал бы, как активно может воздействовать форма на человека, на увеличение производительности его труда. Теперь ни у кого уже не может быть сомнений в том, что эстетическое совершенство оказывается теснейшим образом связанным с функциональным. Организованная форма не только создает лучшие условия для человека, но оказывает влияние и на среду, на ее целостное восприятие.
Правда и в модернизированном станке есть, конечно, еще возможности дальнейшего совершенствования формы. Так, например, вряд ли оправдана проработка верхней части кожуха, выполненного почему-то с глубоким гофрированием. Здесь попытка нюансировки, поиски тонкостей проработки привели к ненужному декорированию. Пластическая выразительность формы – одно из ее необходимых качеств, но это отнюдь не самоцель. Пластика не может создаваться при помощи ложных элементов, не может сводиться к чисто декоративному началу. В данном случае такая гофрировка с глубокими канавками способна лишь ухудшить эксплуатацию (в канавках будет скапливаться грязь, затруднена их протирка). Требованиями жесткости конструкции такой прием в данном случае также не оправдан. Не совсем найдена форма опорной части станка, в результате чего появляется впечатление его неуравновешенности.
На рис. 10 показан небольшой сверлильный станок, форма которого пластична и выразительна. Пластика формы достигнута в результате осмысленного и рационального использования конструктивных деталей. Это одновременно с художественным – результат технического совершенствования и удобства работы.
Вместе с инженером-конструктором художник-конструктор решал задачу совершенствования станка. Конструкция позволяет рабочему удобно произвести быструю наладку станка, придать наклонное положение двигателю и легко переместить ремень на нужные шкивы. Сама форма как бы информирует о том, как следует производить эту операцию.

Вопросы, связанные с глубоким анализом функции изделия, художники-конструкторы иногда относят к сфере деятельности других специалистов. В действительности – это важнейшие вопросы профессионального мастерства художника-конструктора.
Нередко некоторые изделия, выпускаемые промышленностью, оказываются неудобными для человека, трудно управляемыми, «не уживающимися» с находящимися рядом предметами, ненадежными в эксплуатации или даже небезопасными в пользовании. Эти функциональные недостатки могут проистекать по самым различным причинам, но, пожалуй, наиболее распространенной из них является неправильный, бессистемный подход к проектированию, упущение отдельных положений из комплекса функциональных условий.
НЕКОТОРЫЕ ОСОБЕННОСТИ ТЕКТОНИКИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ.
Основу формы металлорежущих станков задает прежде всего их несущая конструкция, а также наиболее крупные формообразующие элементы – перемещающиеся столы, коробки подач и скоростей, суппорты, консоли и пр. Тектоническая правдивость здесь связана с тем, насколько логична схема несущей основы, т. е. достигнута ли ее жесткость и виброустойчивость с минимальными затратами материала, насколько отражены в расчете несущей системы кинематические особенности станка и т. д. Рациональная конструктивная схема и расчет несущей основы станка являются надежным фундаментом его композиционной выразительности.
Тектоника выражается прежде всего через пропорции, т. е. через отношения несомого и несущего, нагруженного и свободного от усилий, а также через характер передачи усилий, приходящихся на ось несущего элемента или смещенных с нее, и т. д. Связи тектоники и пропорций частично исследованы инженерами со стороны анализа работы конструкций и специалистами по технической эстетике – со стороны организации формы. Пластическая проработка формы станков в мелком и крупном рельефах тоже играет весьма существенную роль для выявления тектонической основы, однако связи тектоники и пластики в технике мало исследованы.
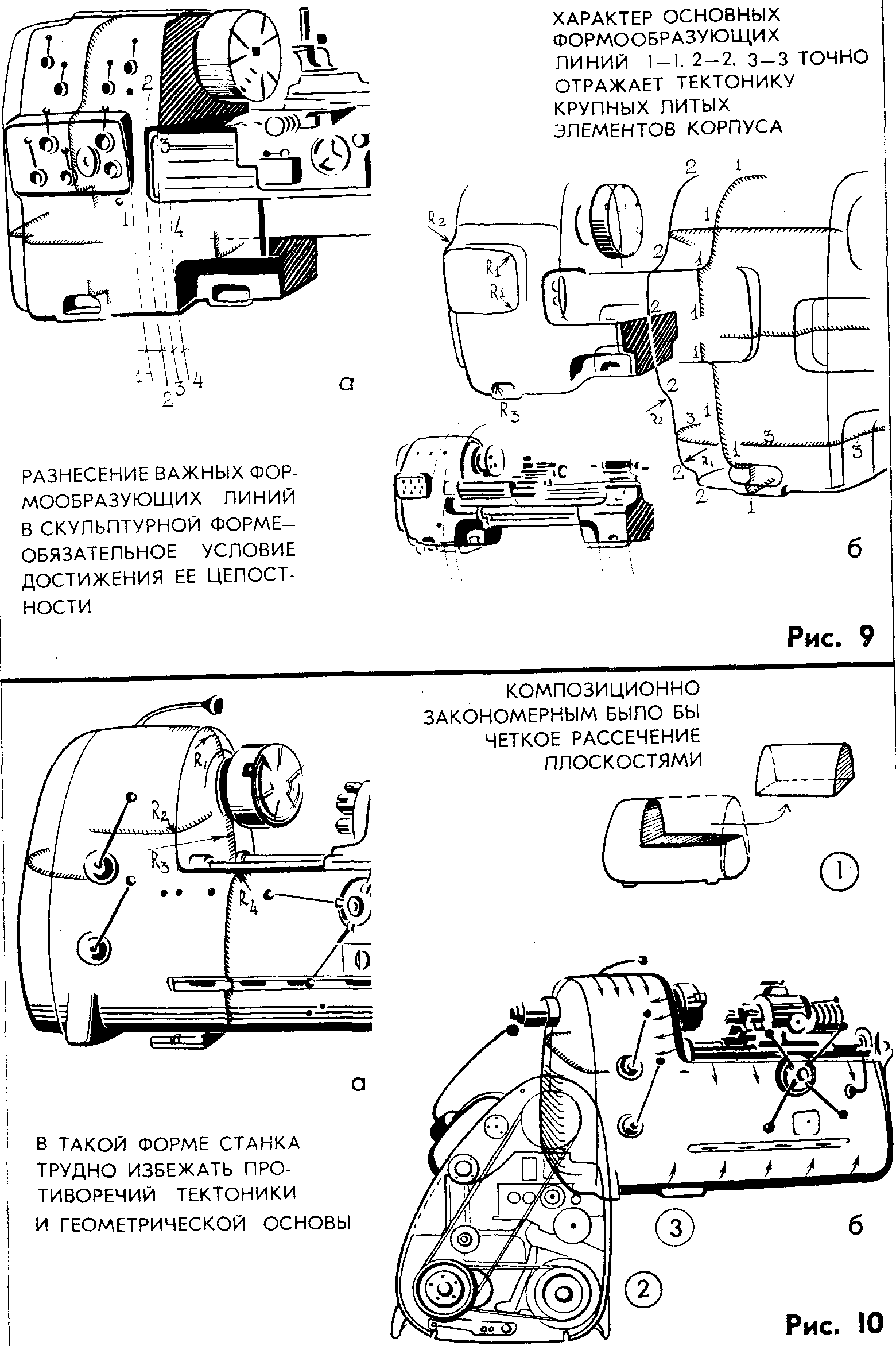
Для тектоники металлорежущих станков «скульптурной» формы характерны крупные радиусы скруглений основных корпусных деталей ставка (рис. 9, 10). В форме, где вся несущая основа составляет как бы единое конструктивное целое, это важно выразить с помощью органичных переходов основных контурных линий. Контурные образующие словно перетекают с одного крупного элемента формы на другой, мягко очерчивая весь станок (рис. 9, а, б). При этом линии 1–1, 2–2, 3–3, 4–4 и другие (рис. 9, а) должны быть максимально разнесены, насколько позволяет конструкция. Иначе они будут создавать впечатление разъемов, тогда как именно в моноблочной литой форме этого нужно избежать. Плоскости же действительных разъемов могут рассекать крупный рельеф литья, что позволяет особенно наглядно выявить тектонику такой формы. Поэтому важно правильно выбрать места плоскостей разъема – они не должны проходить слишком близко к основным формообразующим линиям. «Скульптурность» станка на рис. 9, б зависит от характера основных формообразующих, например, линий 1–1, 2–2, 3–3 и др. В модели на рис. 9, а они состояли из отрезков прямых с радиусными переходами от одного к другому. В модели на рис. 9, б линии 1–1, 2–2 и др. – это уже сложные лекальные кривые. Нарастание «скульптурности» формы оправдано лишь в известных пределах – как конструктивно (с точки зрения рационального размещения рабочего механизма станка внутри крупных коробчатых элементов), так и тектонически (с точки зрения наиболее рационального распределения усилий на корпусные элементы и адекватного отражения этих усилий в форме).
Моноблочная конструкция револьверного автомата показана на рис. 10. «Скульптурный» характер формы в этом станке находит наиболее полное выражение. Корпус-оболочка (рис. 10, а) отличается большой жесткостью, однако это решение имеет ряд существенных противоречий. Анализ тектоники станка (рис. 10, б) показывает, что геометрия его возникла в результате удаления части оболочки (поз. 1). Но «вырез» в оболочке закономерен лишь в том случае, если ясно видны плоскости ее рассечения. В данном же случае для сохранения жесткости корпуса необходимы скругления, заоваливания всего края по контуру «выреза». Поэтому геометрическая ясность формы исчезла, появились серьезные противоречия между геометрической основой и требованиями тектоники – жесткостью несущей конструкции. Сама по себе система станины-моноблока дает высокий коэффициент использования внутреннего объема и повышает жесткость конструкции (рис. 10, б, поз. 2), но композиционное решение требует учета закономерностей строения корпуса-оболочки. К тому же форма такого станка ярко индивидуальна и как бы замкнута в себе (рис. 10, б, поз. 3). Если станки с прямоугольной геометрией формы могут быть элементами ряда, поскольку горизонтали словно подхватывают и продолжают одна другую (рис. 11), то станки с оболочковым характером формы своей скульптурной скругленностью пространственно обособляются и потому не могут составлять композиционно единый ряд – они должны служить лишь композиционными акцентами производственного интерьера.
Токарный станок на рис. 11 – подчеркнуто составного характера формы. Тектонически ясная основа находит выражение в несколько жестком геометризме формы (рис. 11, а), в сквозных горизонтальных и вертикальных членениях, образованных плоскостями разъемов (горизонтали 1–1, 2–2, 3–3 и т. д., вертикали 1–1, 2–2, З–З и т. д.). Отдельные блоки конструкции хорошо прочитываются и выражают составной характер формы (рис. 11, б, поз. 1, 2).
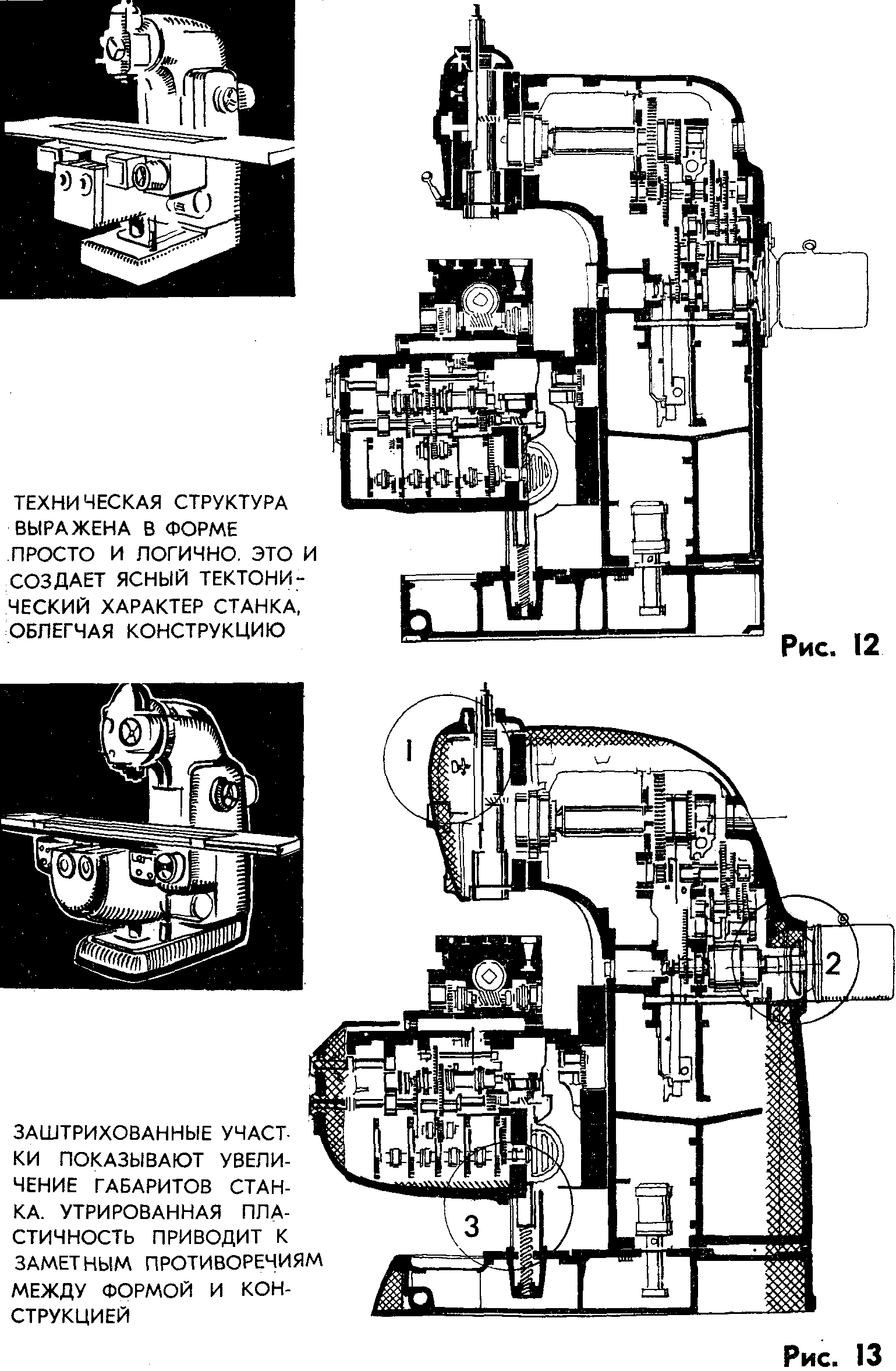
Тектоничность формы вертикально-фрезерного станка (рис. 12) определяется рациональностью связей между технической структурой и корпусными элементами во всех точках их взаимодействия. «Скульптурность» формы корпуса аналогичного станка (рис. 13), в известной мере независимой от технической структуры станка, вызывает необходимость в развитии дополнительных литейных приливов корпусных элементов формы в местах взаимодействия корпуса с механизмом (узлы 1, 2, 3). Появление наклонных линий влечет за собой неоправданное усложнение конструкции. «Скульптурность» формы станков с развитием кинематической системы по вертикали в принципе возможна, но она должна быть подчинена этой системе, чтобы не увеличивать металлоемкость станка, не нарушать чистоту конструкции и правдивость тектоники.
В пропорциях станков многое связано с принципом решения несущей конструктивной основы. Известно, что моноблочная конструкция станин, например, обеспечивает высокую степень жесткости станка и точность обработки изделия. Однако такая конструкция слишком индивидуальна как в композиционном, так и в инженерном плане, что противоречит принципу унификации, хотя тектонически она несомненно подкупает.
Моноблочная основа станков разных типов находит много сторонников, особенно среди художников-конструкторов, так как она позволяет достаточно свободно обращаться с формой. Станок с моноблочной конструкцией часто принимает своеобразный скульптурный характер, и достичь его целостности легче, нежели гармоничности станка с сочлененной, многоэлементной конструкцией. Однако, как справедливо замечают Р. П. Повилейко и Э. Ц. Шехвиц, «...моноблочная конструкция станка приводит к созданию громоздких, нерасчлененных пропорционально конструкций и делает невозможными предварительные поузловые испытания, обкатку и регулировку, а также, препятствует унификации и арегатированию узлов» [52, стр. 58].
Иначе выражается тектоника станков со сборной основой, особенно из унифицированных элементов. Здесь важно раскрыть в форме принцип сочлененности, а не маскировать ее под нерасчлененное целое. В этом случае важным средством достижения целостности служит характер формы. Такая задача сложнее, чем работа над формой моноблочного типа, хотя на первый взгляд она выглядит менее эффектно. К сожалению, мода, которая столь властно диктует свои малоуправляемые законы в конструировании одежды и предметов быта, эта, по меткому выражению 3. Г. Бегенау «настолько невыносимая форма уродливости, что нам приходится менять ее каждые шесть месяцев», – мода проникла даже в станкостроение. Жертвой моды становится прежде всего тектоничность станка, т. е. именно то качество, которым никак нельзя поступиться. Этому можно найти объяснение. Ведь как иначе наипростейшим способом придать станку самый «современный» вид? Разумеется, работой над его силуэтом, т. е. над главными элементами несущей основы станка и над теми его частями, которые легче поддаются «лепке». И вот в период расцвета «геометризма» повсюду возникали прямоугольные формы, даже там, где они крайне неудобны в эксплуатации или явно нетехнологичны. А теперь на смену жестко геометризованным одеждам мода двинула «свободные», «скульптурные» формы. Острый угол слева (см. рис. 11, а), который токарь чувствует около своего лица каждый раз, когда он нагибается к патрону, чтобы сменить обработанную деталь,– это ненужная дань строгому геометризму, столь же вредная, сколь необъяснимы появившиеся в последнее время назойливо вычурные скульптурные формы различных машин и приборов.

Начиная ли работу над композицией нового промышленного изделия или углубляясь в анализ формы готовой вещи с целью объективной оценки ее эстетического уровня, прежде всего следует осмыслить тектонику предмета, разобраться в сложных подчас отношениях между конструкцией и формой. Именно в силу значимости тектоники она и выступает как основная, важнейшая категория композиции.
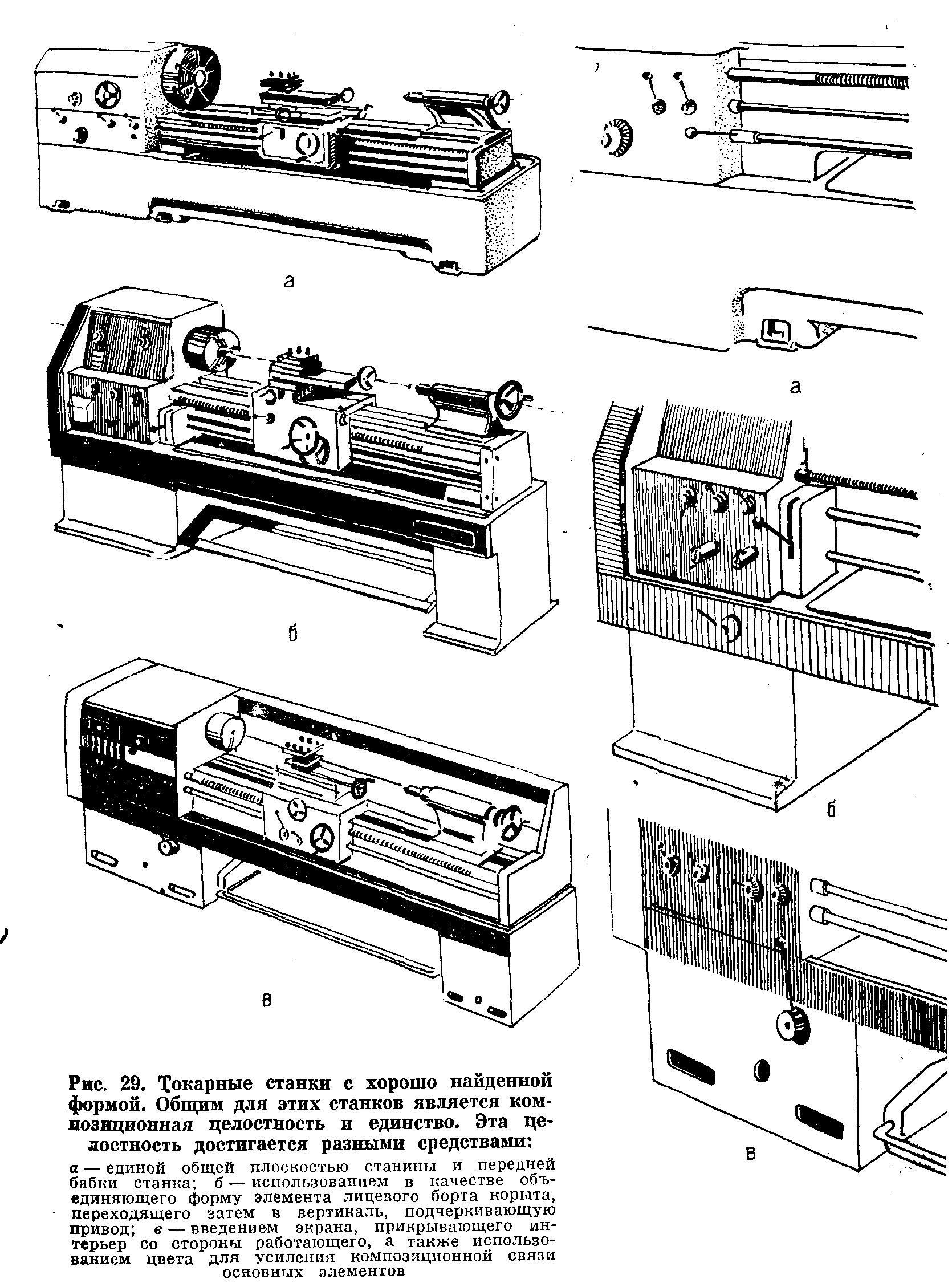
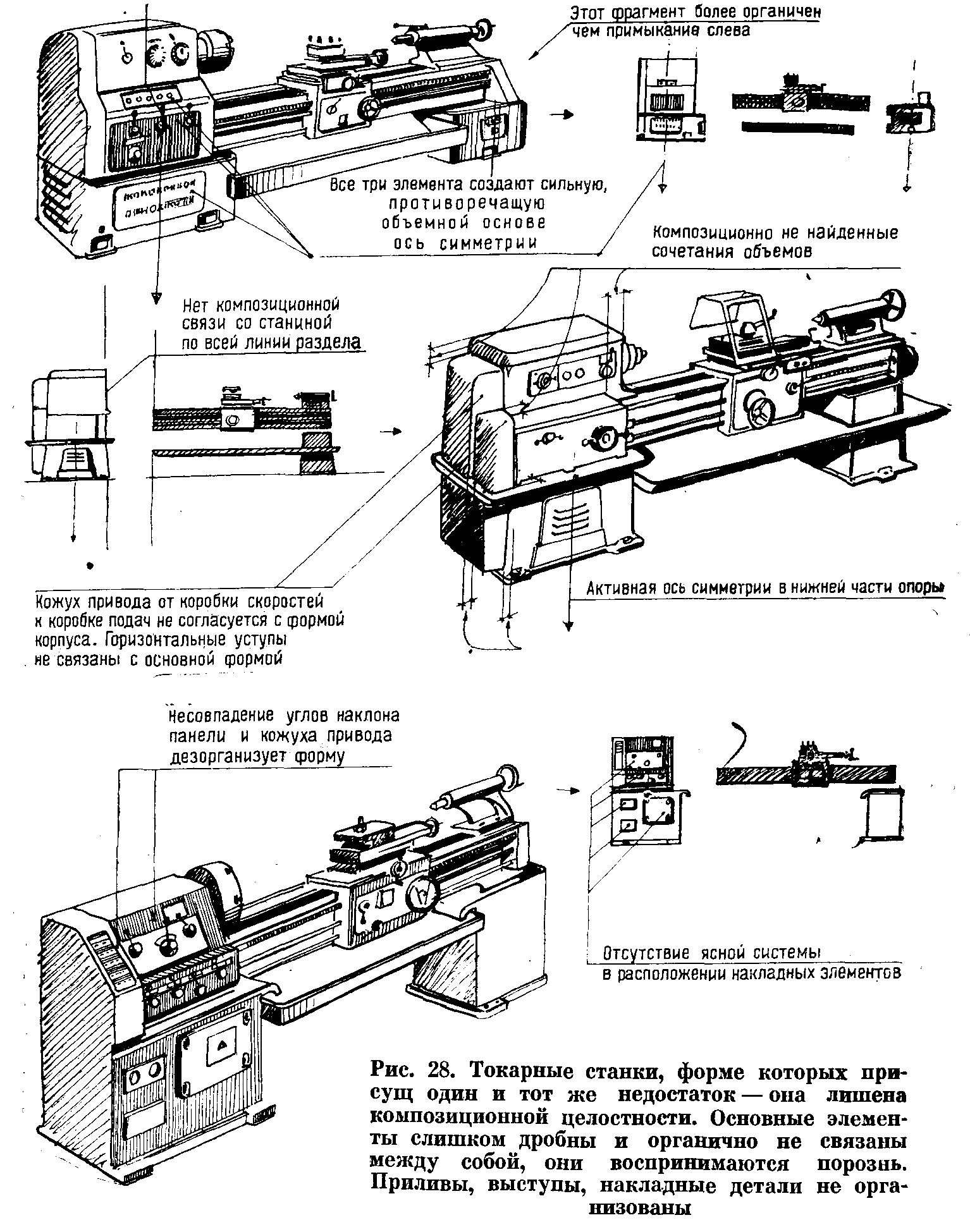
Такие важные качества формы, как гармония, могут оказывать сильное влияние не только на эстетическое восприятие предмета и среды, но косвенно и на удобство пользования. На рис. 28 и 29 показано несколько моделей токарных станков. Они отличаются степенью организации формы. В одном случае (рис. 28) отсутствует целостность. Форма предстает перед нами как механическое соединение отдельных элементов. В другом случае (рис. 29) проявляется высокая организация формы, достигается единство всех частей.
НЕКОТОРЫЕ ТЕНДЕНЦИИ В ФОРМООБРАЗОВАНИИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Одной из самых заметных и устойчивых тенденций современного художественного конструирования стало стремление к лаконичной форме. Это не случайность и не дань моде. В станкостроении возникновение ее вызвано, с одной стороны, стремлением оптимизировать отношения «человек – машина – среда», а с другой – требованиями унификации, стандартизации и агрегатирования, которые диктуют необходимость в лаконичных, геометрически четких сочленениях деталей станков. Все это, естественно, ведет к упрощению технических объемно-пространственных структур, которые теперь рассматриваются конструкторами как целостные системы элементов.
Достичь высокой степени лаконизма позволяет широкое использование методов унификации и стандартизации, а также автоматизация управления станками, влекущая за собой ликвидацию штурвалов, рукояток и других деталей, связанных с ручным управлением, т. е. тех мелких форм, которые обычно и придают станку дробный, усложненный характер. Достижению лаконизма способствует и применение прогрессивной технологии, которая позволяет, в частности, делать почти незаметными стыки в соединениях крупных формообразующих элементов станины. Качественные изменения в характер формы современных станков внесло появление программного управления и централизованного пульта управления. Именно пульт управления придал станку новый в композиционном отношении облик.
Тенденция к лаконизму в формообразовании металлорежущих станков в основе своей безусловно прогрессивна, но и она имеет свою оборотную сторону. Когда та или иная тенденция формообразования, даже прогрессивная в основе, приобретает черты моды, т. е. когда формальное начало заслоняет собой логику инженерного решения, возникает необходимость критически осмыслить это явление. Так обстоит дело и с тенденцией к геометрическому лаконизму формы в станкостроении.
В самом деле, четкость и простота формы, призванные оптимизировать условия труда и сделать производство станков более индустриальным, начали приводить иногда к противоположным результатам. Разрабатываемая в ряде случаев в отрыве от инженера-конструктора «верхняя одежда» станков определяет всю их геометрическую основу независимо от структуры механизма. В итоге появляются ненужные пустоты внутри кожухов, увеличиваются габариты, возрастает металлоемкость, затрудняются ремонт и наладка, а порой и сама работа станочника. Стремление к гармонии в машиностроении не должно противоречить рациональности конструкции.
Формообразование металлорежущих станков ставит перед инженером и художником-конструктором немало вопросов, требующих решения совместными усилиями. Художник обычно склонен обобщать форму, ликвидируя ненужные, как ему представляется, выступы и запады. Действительно, это самый легкий путь достижения композиционной целостности, но, увы, путь далеко не всегда оправданный. Сложность (не дробность!) объемно-пространственной структуры станка или машины отнюдь не предопределяет отсутствия композиционной целостности. Однако тенденция к лаконизму, став модой, заставляет «зашивать» всё подчас без достаточных оснований. Красивое ассоциируется с геометрически упрощенным. В результате меняется само отношение к объемно-пространственной структуре станка. Станок вполне мог бы быть устойчивым, а его конструкция – жесткой и на относительно легких открытых опорах, но это уже противоречит моде, так как открытые опоры усложняют объемно-пространственную структуру, а ложно понимаемый лаконизм требует единого объема. Форма не столько упрощается, сколько опрощается, и при этом не везет главным образом пространству как одному из полноправных элементов структуры. Пластичность исчезает, информативность и образность станка безнадежно утрачиваются, композиция становится примитивно-сухой, форма – безликой.
Тенденцию к лаконизму в формообразовании металлорежущих станков один из инженеров трактует следующим образом: «Форма станка, как всего в целом, так и деталей (станины, кожуха, ограждения), образуется плоскостями, соединяющимися под прямым углом. Отсутствуют выступающие детали и приливы в станинах. Станки очень лаконичны, объемы их четко определяют назначение станка, его специфику. Это соответствует современному понятию о высоком художественно-конструкторском уровне станков». В целом здесь верно схвачена рассматриваемая тенденция, но стоит ли некоторые сугубо формальные черты («плоскости, соединяющиеся под прямым углом» и т. п.) регламентировать для всех случаев? Прямые углы, характерные для сварных корпусных конструкций, функционально и технологически оправданные в одних станках, могут быть неудобны и даже вредны в других. Например, в ряде токарных и винторезных станков такой жесткий угол, создаваемый ради лаконизма формы, оказывается прямо в рабочей зоне, и станочнику приходится напрягать внимание, чтобы, снимая готовую деталь, не удариться об этот угол. Так стоит ли возводить прямой угол в догму? Необходимо отличать действительно прогрессивные тенденции формообразования от искусственных, специально культивируемых как фактор быстрого морального устаревания формы. Отсутствие же критического анализа нередко приводит к скверному подражанию в ущерб эстетическим, а иногда и функционально-конструктивным и технологическим качествам станков и машин.
АНАЛИЗ КОМПОЗИЦИИ ПРОМЫШЛЕННЫХ ИЗДЕЛИЙ
Необходимость совершенствования методов оценки качества промышленных изделий в последние годы дала толчок теоретическим исследованиям в этой области. Появилась специальная наука – квалиметрия, призванная разрабатывать методы измерения качества, необходимой составляющей которого является группа эстетических свойств. Даже относительно неплохие по своим техническим параметрам станки, приборы, различное оборудование только тогда являются конкурентоспособными на мировом рынке, когда они обладают высоким эстетическим уровнем. И напротив: некрасивые, слабые в художественно-конструкторском отношении изделия не находят сбыта.
Для оценки эстетических свойств промышленных изделий наибольшее распространение получил экспертный метод, основанный на художественно-конструкторском анализе. Кучность оценок, даваемых экспертами независимо друг от друга, даже при 10-балльной, т. е. довольно мелкой, шкале достаточно высока и практически вполне приемлема с точки зрения точности.
Что же такое оптимальная форма?
Допустим, что задача художника-конструктора выражена в самом общем виде: сконструировать удобную для работы настольную лампу *. Никаких дополнительных условий нет, если не считать уровня освещенности и освещаемой площади поверхности рабочего стола. В этом случае невозможно говорить о единственной оптимальной форме, поскольку совершенно разные принципы конструкции дают по сути дела бесконечное количество вариантов (рис. 117).
Теперь представим себе, что мы конкретизируем одно условие – источник света – и отдадим предпочтение люминесцентной лампе. Разве сразу не ограничивается круг возможных решений формы? Чтобы достичь необходимого уровня освещенности, придется взять две-три или больше ламп. Одна лампа вообще отпадает, так как появляется мешающий работе стробоскопический эффект, выражающийся в дрожании освещаемых объектов. Вертикальное расположение трубок также отпадает как неприемлемое по распределению светового потока. Условия светотехники диктуют и выбор наилучшего расстояния между трубками при их параллельном расположении, и многое другое.
Как мы видим, набралось уже немало условий, с которыми приходится считаться художнику-конструктору. Однако и это еще далеко не все. Ведь мы не можем игнорировать такие требования, как необходимость защитить глаза от прямого попадания источника света в поле зрения, антропометрические данные, площадь рабочего поля стола. Все это во многом будет определять габариты рефлектора, в который будут помещены лампы. А если мы зададимся еще и материалами, что, в свою очередь, будет определяться конструктивными требованиями, расположением пуско-регулирующих устройств, которые вследствие довольно большого веса и объема лучше всего поместить в основании лампы, то всех этих уже многочисленных условий окажется столько, что лампа как бы сама собой начнет возникать в нашем воображении. Конечно, не следует утрировать степень обусловленности. Еще и при этих ограничениях разные проектировщики создадут во многом разные по функциональному, конструктивному и эстетическому уровню светильники, но теперь эти различия будут определяться тем, насколько полно и точно соблюдены все эти и многие другие условия, которые не были сформулированы в самом начале, но затем начали вырисовываться все явственнее. Например, в ходе творческого поиска возникла идея оснастить лампу устройством для передвижения источника света над рабочей поверхностью. В связи с этим пришлось подумать об использовании шарниров или других приспособлений для перемещения лампы. А что если использовать светильник не только в настольном варианте, но и как бра?
Итак, задача все более конкретизируется по мере совершенствования функции и приспособления к ней конструкции. Всегда ли мы в полной мере осмысливаем сам процесс поиска и можно ли в этих условиях говорить о полной свободе выбора формы, о ее независимости в широком понимании? Ответ ясен. Самое парадоксальное, быть может, заключается в том, что художник-конструктор так увлекается совершенствованием функции лампы, что почти забывает о форме как таковой. И оптимальная форма как-то незаметно рождается в этом творческом процессе создания вещи, а не формы.
Но если форма возникает сама собой, зачем же так подробно рассматривать вопросы, связанные именно с нею? А вот зачем: чтобы форма получалась как, бы сама собой, художник-конструктор должен глубоко проникнуть в «высшую математику» строения формы – закономерности композиции, он должен так же свободно владеть ее средствами, как музыкант, который, исполняя произведение, не думает о технике, но создает художественный образ. Итак, сумма условий задает, подсказывает определенную систему решения задачи. Нужно лишь суметь увидеть, представить эти условия, подойти к ним аналитически, и тогда вопрос об оптимальном решении задачи прояснится полностью. Без этого осознанного поиска можне затратить неизмеримо больше времени и труда, чем при системной работе, и все-таки не прийти к оптимальному для данных условий результату. При четкой же конкретизации исходных условий сужается «сектор» выбора форм из ряда проработанных вариантов.
Мы попытались показать, что лишь на первый взгляд нельзя говорить об оптимальной форме. В самом деле, что же представляет собой форма станка, прибора, машины, к которой мы пришли в конечном счете? Если она не наилучшая при определенных условиях – первоначальных и уточнившихся в ходе проектирования, то такой станок нельзя принимать в производство – придется еще поработать, чтобы найти оптимальный вариант. При этом нельзя забывать: если хотя бы одно из важных условий будет изменено, поиск придется начинать едва ли не с нуля. Даже при определившихся конструктивной схеме, компоновке и других условиях изменение технологии производства, например, может заставить изменить весь облик изделия. Если же произойдут изменения во всех остальных условиях – конструкции, способе управления и т. д.,– то поиски оптимального варианта формы будут равносильны поискам оптимальной шахматной партии в ее дебютной стадии. Именно потому, что сочетания формообразующих условий чрезвычайно разнообразны, появляются изделия, порой совершенно различные по форме, хотя и выполняющие одну и ту же задачу. Более того, именно по этой причине подчас бывает трудно отдать предпочтение одной из форм: каждая из них должна рассматриваться в своем кругу условий, предопределивших ее возникновение. Поэтому самым важным этапом в процессе работы художника-конструктора представляется четкое, конкретное и обоснованное определение круга предварительных условий (это необходимо делать и при экспертной оценке эстетического уровня готового изделия). Только так можно наметить пути реализации художественно-конструкторской идеи.
Таким образом, абстрактно оптимальной формы действительно не существует. Но на практике проектанты имеют дело с конкретным изделием, и именно степенью обусловленности определяется степень свободы в подходе к его форме. Среди промышленных изделий немало таких, для которых эстетический фактор имеет особо важное значение,– это прежде всего предметы культурно-бытового назначения. Их форма служит зачастую одной из важнейших сторон самой функции.
Иное соотношение имеют различные формообразующие факторы для художественного конструирования в машино- и приборостроении. Для многих станков и приборов, форма которых непосредственно связана с компоновкой механизма (т. е. с технической частью функции), а также с эргономическими факторами, степень свободы в поисках формы гораздо меньше, чем для мебели или посуды, где разнообразие форм – одна из важных сторон самой функции.
В последние годы появился еще один существенный аргумент в пользу возможности обоснованного подхода к оптимальной форме. В область, которая оставалась до сих пор сферой интуитивного, вмешалась психофизиология. Некоторые исследователи пытаются подойти к оценке формы с точки зрения психофизиологических особенностей ее восприятия. Исследования ученых ряда стран, проводимые в этом направлении, позволяют надеяться, что научный аппарат будет применяться не только для оценки качества найденной формы, но и для самого ее поиска.
АНАЛИЗ КОМПОЗИЦИИ СТАНКОВ
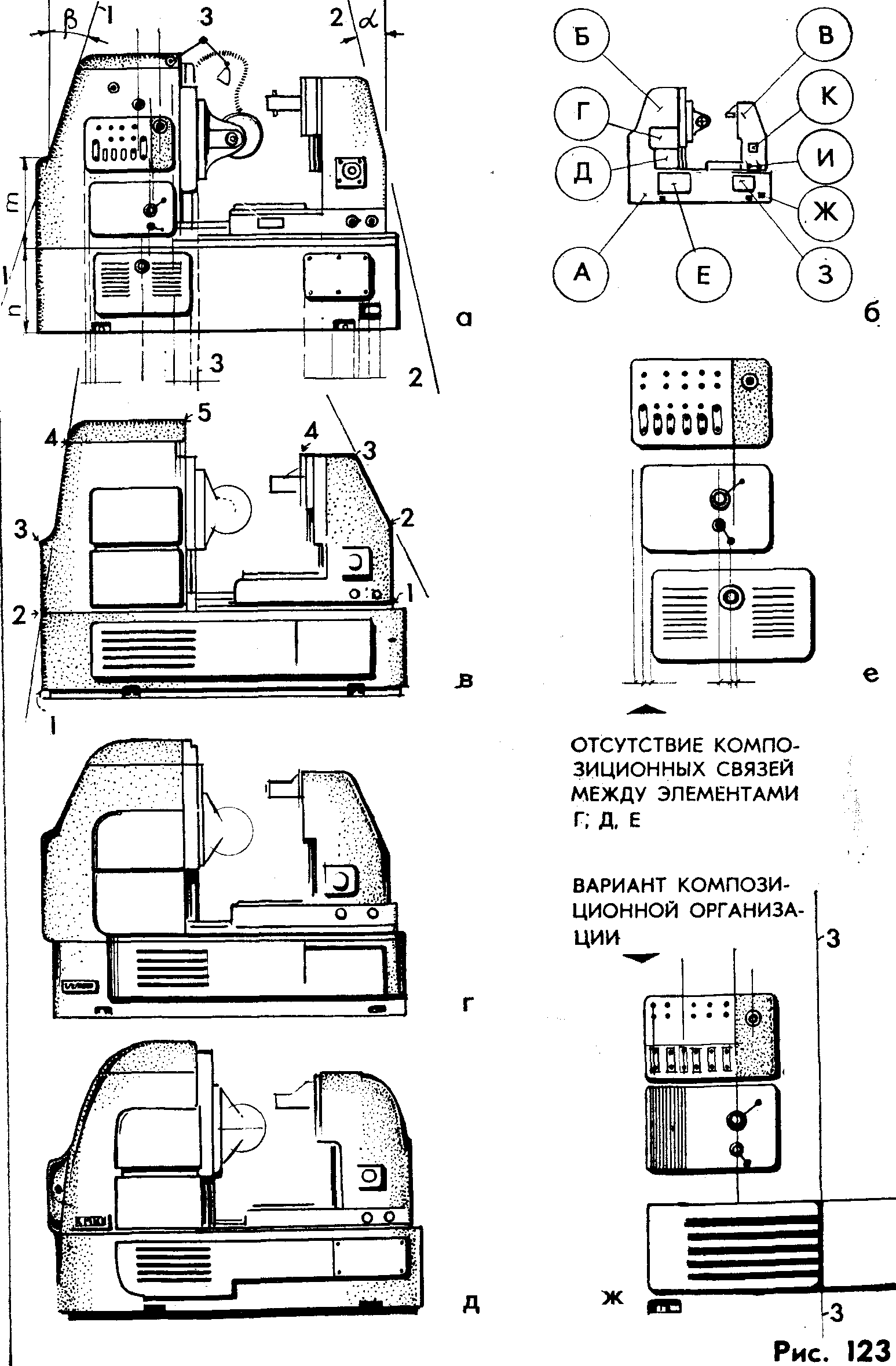
Форма зубофрезерного станка-полуавтомата, показанного на рис. 123, в принципе типична для станков такого рода. Она хорошо раскрывает тектонику станка, информирует о возникающих в несущей основе усилиях. Четкая горизонталь по верхней линии станины членит станок на две части: нижнюю – геометрически простую и верхнюю – значительно более сложную в контурах.
На рис. 123, а – общий вид станка, на рис. 123, б – схема этой композиции. Попытаемся проанализировать эту основу, понять, насколько закономерно организована форма.
Лаконичная передняя суппортная стойка Б (рис. 123, а, б) – один из основных крупных элементов станка. Вертикальный участок т по тыльной стороне стойки композиционно связывает этот элемент с вертикалью основания п. Как будто логична и форма элемента В – стойки, движущейся по направляющим станины и поддерживающей деталь.
Четкая горизонталь станины объединяет два верхних элемента, композиционно связывая их. И все-таки что-то не поддающееся с первого взгляда расшифровке не позволяет утверждать, что форма полностью удалась, что станок гармоничен. Попытаемся разобраться в этих скрытых недостатках композиции.
Два основных ее элемента – суппортная стойка Б и поддержка В – во многом сходны в контурах, настолько, что малая – это словно уменьшенная копия большей в зеркальном изображении.
Это впечатление создают прежде всего почти одинаковые скосы тыльных сторон элементов Б и В – линии 1–1 и 2–2 (рис. 123, а). Если посмотреть на силуэт станка, то сходство верхних его формообразующих элементов, почти одинаковые углы наклона тыльных сторон α и β, аналогично развивающиеся прямые участки в переходе от наклонных к основанию – все это признаки симметричной композиции, в которой что-то явно нарушило закономерность ее развития и деформировало всю основу. Причина, по-видимому, как раз в сходстве основных формообразующих элементов при различии их функций. В самом деле, больший элемент Б – это опора, устой для крепления фрезы, меньший же – В – находится в движении, поддерживая обрабатываемую деталь. Сходство форм этих элементов противоречит их различной конструктивной роли. При таких условиях, очевидно, следовало бы отыскать и подчеркнуть в их форме различие и строить композицию на выявлении асимметрии, так, чтобы форма давала зрительное представление о работе станка.
Индивидуальность формы элементов Б и В выступала бы в данном случае признаком логичности, рациональности формообразования.
Попробуем найти другую трактовку элементов А, Б и В, иное выражение работающей конструкции.
На рис. 123, в дана композиционная схема того же станка с формой более пластичной.
Здесь появились мягкие лекальные образующие, изменились углы α и β, и благодаря подчеркнуто различной трактовке формы элементов Б и В асимметричная основа стала четкой. Линии по точкам 1–5 слева и 1–4 справа имеют теперь необходимую меру разнообразия.
Существенным недостатком композиции станка на рис. 123, а была также ненайденность перехода от вертикали тыльной стороны поддержки В к наклонной ее линии. Переход от вертикали к наклонной (особенно в литье) зрительно почти не фиксируется при таких больших углах, образуемых наклонной и вертикалью. Наклонная кажется здесь как бы подломившейся. Чтобы избежать этого, нужно увеличить угол α. Это может быть кривая образующая, скоординированная с другими кривыми (рис. 123, д), либо контур, состоящий из прямых участков и радиусных сопряжений (рис. 123, в, г). Но так или иначе необходимо передать внутреннюю напряженность в форме поддержки, в результате чего тектоника станка выявится более активно. На рис. 123, в, г, д показаны возможные варианты композиционной схемы. Во всех трех случаях в основу положен принцип необходимого композиционного разнообразия в трактовке элементов Б и В. Выбор конкретного варианта зависит от условий, диктуемых особенностями конструктивного решения и технологией данного производства.
Можно предложить и другие схемы строения формы, но всякий раз элементы А, Б, В необходимо рассматривать не по отдельности, а в их взаимосвязи, соподчинении.
Пока мы анализировали лишь главное в композиции, формирующее ее основу. Теперь обратимся к элементам, которые хотя и не играют определяющей роли, но во многом влияют на целостность.
Прежде всего речь пойдет об элементах управления станком, расположенных по вертикали на суппортной стойке – Г, Д, – а затем и о детали решетки Е на приливе станины. Кроме того, с правой стороны станины имеется прилив со съемной плитой З и деталь на лицевой стороне поддержки К. Все эти элементы не работают на силуэт, а воспринимаются на фоне более крупных элементов А, Б и В. Однако и от их формы и расположения зависит многое. Практика художественного конструирования знает немало подобных примеров.
Серьезный недостаток этой группы элементов – хаотичность их расположения, отсутствие каких-либо композиционных связей между ними. Еще более мелкие детали на элементах Г, Д, Е, в свою очередь, никак не скоординированы друг с другом (рис. 123, е). Сбитыми, нечеткими оказываются и важные линии по вертикали на лицевой стороне станка у элементов Г, Д и Е (рис. 123, а, б). Нечеткость этих линий, воспринимаемая как ошибка, деформирует не только отдельные места в композиции, но и всю левую лицевую часть станка. При длинной вертикали тыльной стороны суппортной стойки Б, как на рис. 123, а и в, необходимо, чтобы края элементов Г, Д, Е с левой стороны совпали по вертикали, как показано на рис. 123, ж. Что касается правого края элемента Е, то несовпадение этой вертикали с правым краем элементов Г и Д укрепляет композицию. Выступая вправо, элемент Е связывает вертикаль по линии 3–3 с низом станка. Было бы полезно даже немного увеличить элемент Е по длине, чтобы его край совпадал с линией 3–3. Упорядочение группы элементов Г, Д, Е показано на рис. 123, ж.
Менее значимой в композиции является группа деталей правой части Ж, 3, И, К. Они расположены не столь плотно, не так велики, и потому не обязательно стремиться к совпадению их вертикалей (к тому же эти элементы лежат в разных вертикальных плоскостях). Но и здесь кое-что можно композиционно упорядочить. Например, элемент З расположен несколько случайно, и лучше связать его с элементом Е, организовав в нижней части прочную композиционную связь, как на рис. 123, в, г, д. На рис. 123,6, г, д показаны варианты, возникшие в результате анализа и устранения недостатков исходной модели. Здесь не затронута основа конструкции, а лишь в общем виде определен характер формы, организованы многие элементы композиции, и, таким образом, достигнуто соподчинение всех ее частей.
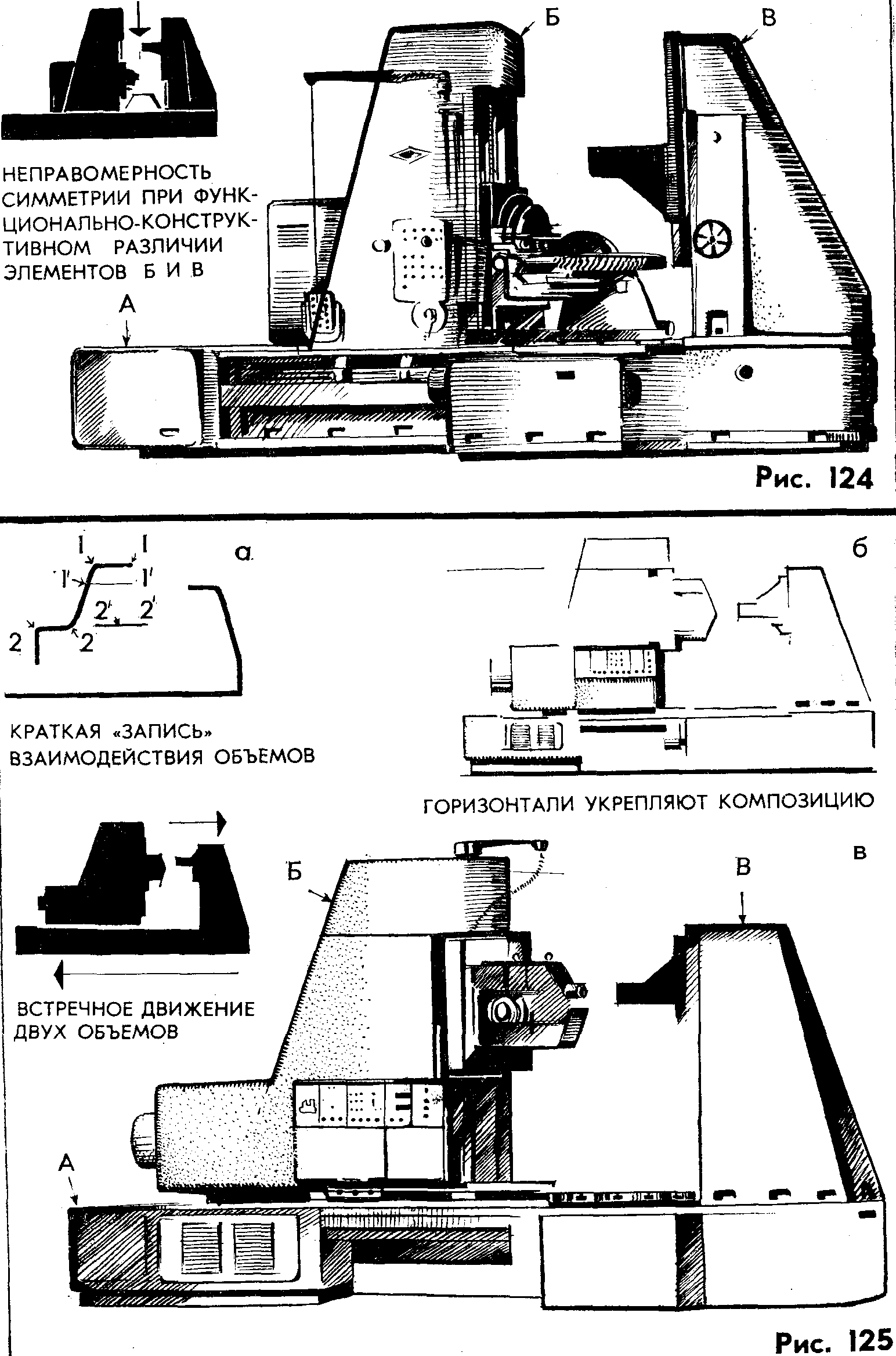
Рассмотрев композицию одной из моделей фрезерных станков, полезно развить анализ, проверить выводы на других моделях. На рис. 124 .более мощный зубофрезерный станок.
И здесь возникает некоторая нечеткость, противоречивость композиции. По распределению основных масс она асимметрична, и в то же время две сильнейшие наклонные линии, как бы направленные в точку схода вверх, создают значительно большее сходство объемов Б и В, чем у предыдущего станка.
Эти два наклона опять, как и раньше, создают впечатление симметрии.
Наклонная линия у элемента Б доходит до горизонтальной части станины, упираясь в ее направляющие, а наклонная элемента В обрывается, переходя в вертикаль.
И в данном случае функционально-конструктивные отличия элементов Б и В должны приводить к асимметрии формы. Симметрия же не отражает самого существа конструкции. Следовательно, нужно стремиться по возможности отойти от тождества элементов Б и В. Есть ли пути к этому? Безусловно. С этой целью в форме элемента Б можно изменить крутое падение наклонной, прервать его, так чтобы органично включился в композицию объем, сейчас возникающий несколько случайно позади суппортной стойки (речь идет о той части, которая включает двигатель). Что если изменить контурную линию всей формы? Пожалуй, это возможно. Наметим эту часть контура элемента Б, как она представляется в схеме (рис. 125, а). Вместо сильной наклонной появились две горизонтали – 1–1 и 2–2, и притом весьма активные, ибо эти участки динамично сдвинуты один по отношению к другому. Если же поддержать верхнюю линию 1–1 местом разъема верхней части с колонной 1'–1', а горизонталь 2–2 композиционно поддержать линиями щита управления 2'–2', расположив его горизонтально, то возникает уже целая система горизонталей. Движение всей формы устоя Б стало теперь совсем иным. Для него характерен горизонтальный строй (рис. 125, б). Это более логично, ибо элемент Б – движущаяся по горизонтальным направляющим часть станка. Поэтому чем больше развивается основание, тем зрительно устойчивее становится вся эта мощная форма, тем логичнее выражается в ней движение, характер связи с основанием.
Теперь снова обратимся к элементу В (см. рис. 124). Его форма решена слишком дробно. Это вызывается, в частности, вертикалью на боковой стороне элемента В, а также грубым приливом в нижней части стойки по периметру ее примыкания к станине. Недостатки, казалось бы, не столь существенные, но они нарушают целостность формы.
Итак, главное, что вредит в принципе хорошей форме станка, – это непроизвольная тяга к симметрии, даже когда она не вызвана объективными обстоятельствами. Проявляется это в близости формы элементов Б и В, в акцентировании наклонных, стремящихся в точку схода. Значит, от этой симметрии необходимо отойти. Максимум разнообразия, а не тождества в форме элементов Б и В позволит сделать это, выявив таким образом и принцип работы станка.
Анализ привел к новой форме, но аналогичный зубофрезерный станок существует, и схема его композиционного решения показана на рис. 125, а – в. Как видим, он похож на рассмотренный станок, отличаясь лишь отсутствием тех самых недостатков, о которых шла речь. Здесь подчеркнута разница в форме элементов Б и В – движение одного (Б) и как бы сильный упор другого (В). Ясно выражено единство характера формы, что во многом объясняется использованием равных радиусов скруглений основных элементов. Элемент В здесь значительно лаконичнее, его переход к станине основания четок, а сильные тени в глубоких поднутрениях для болтов крепления со станиной хорошо подчеркивают примыкание. Композиция всего станка организована исключительно строго, все членения скоординированы между собой. Например, верхняя горизонталь элемента В связана с промежуточной горизонталью разъема в верхней части элемента Б, а горизонтали на самом элементе Б композиционно хорошо увязаны между собой.
Сравнение двух аналогичных станков показывает, какое значение имеет соблюдение закономерностей композиции, как велика иногда роль подчеркивания разнообразия формы основных элементов.
Вопрос автоматизации конструкторского труда – один из важнейших в КТПП. Работы в этом направлении стали проводиться с 590х гг. 20-го века.
Аббревиатуру САПР (система автоматизированного проектирования, англ CAD, Computer-Aided Design) впервые использовал основоположник этого научного направления Айвен Сазерленд в начале 60-х годов.
Широкое распространение САПР обусловлено появлением микропроцессорной техники, предоставившей возможности создавать, модифицировать и обрабатывать сложные графические изображения на экране.
В настоящее время термином "САПР" обозначают процесс проектирования с использованием сложных средств машинной графики, поддерживаемых пакетами программного обеспечения, для решения на компьютерах аналитических, квалификационных, экономических и эргономических проблем, связанных с проектной деятельностью.
Достоинства САПР:
Более быстрое выполнение чертежей. Конструктор, использующий систему САПР, может выполнять чертежи в среднем в три раза быстрее, чем работая за кульманом. Такая дисциплина работы ускоряет процесс проектирования в целом, позволяет в более сжатые сроки выпускать продукцию и быстрее реагировать на рыночную конъюнктуру.
Повышение точности выполнения чертежей. Точность чертежа, выполненного вручную, определяется остротой зрения конструктора и толщиной грифеля карандаша. На чертеже, построенном с помощью системы САПР, место любой точки определено точно, а для более детального просмотра его элементов имеется средство, называемое наезд (zooming), позволяющее увеличить любую часть данного чертежа. Итак, все чертежи деталей и сборок, выполненные с помощью системы САПР, являются точными. Отдельные эскизные чертежи можно выполнять и без использования САПР.
Повышение качества выполнения чертежей. Качество изображения на обычном чертеже полностью зависит от мастерства конструктора, тогда как плоттер системы САПР рисует высококачественные линии и тексты независимо от индивидуальных способностей человека, работающего на этой системе. Кроме того, большинство обычных чертежей имеют следы ластика, что придает им неряшливый вид. Система САПР позволяет быстро стереть любое число линий без каких-либо последствий для конечного чертежа.
Возможность многократного использования чертежа. Построение изображения всего чертежа или его части можно сохранить для дальнейшей работы. Обычно это полезно, когда в состав чертежа входит ряд компонентов, имеющих одинаковую форму. Запомненный чертеж может быть использован повторно для проектирования, например, кондукторов и хомутов, анализа траектории движения инструмента и проектирования прессовальных станков. Раньше для решения каждой такой задачи требовался отдельный чертеж. Память компьютера, является также идеальным средством хранения скомпилированных библиотек символов, стандартных компонентов и геометрических форм.
Ускорение расчетов и анализа при проектировании. В настоящее время существует большое разнообразие программного обеспечения, которое позволяет выполнять на компьютерах часть проектных расчетов заранее.
Высокий уровень проектирования. Мощные средства компьютерного моделирования (такие, как метод конечных элементов) освобождают конструктора от использования традиционных формул и позволяют проектировать нестандартные геометрические формы. Эти формы можно быстро модифицировать и оптимизировать, что позволяет снизить общие затраты в такой степени, которая была раньше недостижима, поскольку требовала слишком много времени.
Сокращение затрат на усовершенствование. Средства имитации и анализа, имеющиеся в системе САПР, позволяют резко сократить затраты времени и денег на тестирование и усовершенствование прототипов, которые являются дорогостоящими этапами процесса проектирования.
Интеграция проектирования с другими видами деятельности. Интегрированная вычислительная сеть с высококачественными средствами коммуникаций обеспечивает системе САПР более тесное взаимодействие с инженерными подразделениями по сравнению со старой организацией проектирования.
В основе любой САПР лежит графическое ядро (graphics kernel) – система хранения и обработки графической информации. Возможно несколько подходов к компьютерному геометрическому моделированию – каркасный, поверхностный, твердотельный. Кроме того, САПР может работать с плоскими проекциями (2D) или с объемной моделью изделия (3D). В настоящее время все современные системы автоматизации проектирования – Pro/Engineer, SolidWorks, Unigraphics – работают с трехмерными моделями. Следует отметить, что распространенная система AutoCAD до 12-й версии вообще не поддерживала работу в 3D.
ЗАКЛЮЧЕНИЕ
В среде художников-конструкторов существуют различные подходы к решению стоящих перед ними задач. Различия точек зрения на предмет, разное отношение к форме наглядно проявляются в самих изделиях. На многих примерах были уже показаны как рациональное, так и неправильные направления в художественном конструировании.
Если художник-конструктор является во всех отношениях полноправным членом творческого коллектива, работающего над созданием проекта будущего промышленного изделия, и если при этом он стоит на правильных позициях, умея доказательно и последовательно их отстаивать, то его участие и его вклад в общее дело способны поднять качество продукции на гораздо более высокую ступень.
Усилиями многих художников-конструкторов, инженеров-конструкторов, технологов н других специалистов достигнуты значительные успехи в различных областях производства промышленной продукции. Если говорить об органической связи функции, конструкции и формы изделия, то для лучших решений характерно не просто достижение определенного уровня удобств, решение функциональной задачи вообще, а скрупулезное прослеживание всех особенностей функционирования изделия с проработкой мельчайших деталей. Здесь как бы не существует главных и второстепенных функциональных вопросов. Если речь идет о возможности хотя бы малейшего совершенствования функции и конструкции (будь то совершенствование механизма, создания дополнительных удобств, расширения возможностей эксплуатации изделия – универсализации вещи и др.), то художник-конструктор самым внимательным образом ищет пути усовершенствования изделия в конструкции и форме.
При разработке цветового проекта промышленного изделия, как элемента оборудования производственного помещения необходимо выполнить в соответствии с рекомендациями СН 181-70.
цвет серийно выпускаемого оборудования, а также оборудования, окрашиваемого на месте, принимают в соответствии с общей цветовой гаммой интерьера;
Количество цветов в цветовом решении оборудования, как правило, не должно быть больше трех (не считая сигнальных и отличительных);
цветовой контраст между цветами оборудования не должен превышать допустимого контраста, принятого для цветового решения интерьера в целом;
для крупногабаритного оборудования, как правило выбираются светлые цвета с коэффициентом отражения не менее 50 %.
Преподаватель приводит пример решения цветовой композиции для одного из станков.
Студентам предлагается выбрать цветовую гамму технологического объекта. Объект изображается в перспективной проекции в интерьере, с целью экономии времени целесообразно скопировать выполненное ранее перспективное изображение. Объект снабжается дополнительными мелкими элементами (маховички, рукоятки переключения, ходовые винты, крепежные элементы, крышки, кожухи направляющих и т.д.), прорисовываются направляющие, столы с Т-образными пазами и другими элементами нюансировки. Металлические неокрашенные поверхности выполняются серым цветом. Гармоничная цветовая гамма станка выбирается в соответствии с принятыми в станкостроении нормативными требованиями.
Цвет интерьера, в котором располагается технологический объект выбирается в соответствии с существующими рекомендациями по окраске производственных помещений с учетом заданного преподавателем размещения цеха по сторонам света и климатическим зонам.
Разработка требований для рационального учета "человеческого фактора" при проектировании и конструировании техники с целью создания максимально эффективных и надежных систем управления и условий труда, соответствующих возможностям человека, способствующих длительному сохранению работоспособности, является важнейшей задачей эргономики.
Решение эргономической задачи по созданию пульта управления предусматривает правильный выбор рабочей позы, оптимальных размеров и размещений средств отображения информации (СОИ) и органов управления (ОУ), обеспечение оператора удобной мебелью, создание на рабочем месте благоприятных для организма человека условий труда.
Оптимизация деятельности оператора начинается с анализа информации, необходимой для управления агрегатом, и с выбора оптимальной позы. При нерациональной позе уменьшается скорость и точность движений, быстрее наступает общее утомление, что в свою очередь влияет на успешность и надежность работы оператора. Поэтому во всех возможных случаях при длительной и непрерывной деятельности оператора за пультом необходимо организовать его работу в положении сидя, а все предметы, которыми он пользуется, следует располагать в пределах досягаемости вытянутых рук, чтобы избежать наклонов, поворотов, приседаний и других движений.
Если в процессе работы требуется применять большую силу и в работе участвуют многие группы мышц, больший разброс органов управления, но меньшая точность при считывании показаний СОИ, то работать стоя лучше, чем сидя.
В некоторых случаях целесообразно организовать работу оператора со сменой поз: сидя - стоя. При этом должна сохраняться одна и та же высота обзора, изменение позы не должно занимать много времени и не сопровождаться смещением органов управления и т.д., функционирование должно быть оптимальным при той и другой позе.
Органы управления (ОУ) делятся на следующие группы: главные (наивысший приоритет) и второстепенные. По частоте и степени использования: наиболее часто используемые, менее часто используемые.
Важной предпосылкой снижения утомляемости работающих и использование всех преимуществ работы в положении "сидя" является рациональная конструкция рабочего стула (кресла) или сиденья. Конструкция проектируемого кресла зависит от его назначения и зоны ручного действия оператора, желательно применять регулируемые кресла. Для обеспечения удобства сидения угол между поверхностью сиденья и нижней частью бедер должен быть - 0 - 12, тогда передняя грань сиденья, которая должна быть достаточно закругленной, не будет давить на переднюю нижнюю часть бедра. В противном случае нарушалось бы кровообращение, что, в свою очередь, очень быстро вызывало бы ощущение преждевременной усталости во всем теле. Дальнейшая оптимизация деятельности оператора должна вестись с учетом антропометрических данных человека.
Целью учета антропометрических данных человека является установление равновесия между нагрузкой на человека на рабочем месте и его возможностями, т.е. оптимальное использование сил, размерных и объемных характеристик и возможностей человека.
При конструировании машин и другого производственного оборудования конструкторы должны обладать хотя бы начальными анатомическими знаниями о виде и пределах подвижности суставов и о методах конструирования технических эпюр человеческого тела в разных рабочих положениях его. В каждой точке рабочей зоны человек может развивать в различных направлениях усилия различной величины, в каждой точке зоны величина мощности, развиваемой человеком, различна, различна также и точность выполняемых движений, неодинаковы и скорости движений, и ускорения их, каждая точка зоны по-разному воспринимается кинетостатически, его сознанием и зрением. Следовательно, конструктор обязан знать зависимости отдельных функциональных способностей человека для размещения тех или иных элементов в рабочих зонах.
Из точек плечевого сустава с помощью циркуля-измерителя изображается моторная зона рук оператора, используя антропометрические данные человека.
Следует различать зоны :
Нормально досягаемая зона - та часть пространства, которая ограничена конечностями средних пальцев при вращении вытянутой руки в плечевом суставе при неотклонном положении туловища.
Нормальная рабочая зона (зона комфорта) - часть нормальной рабочей зоны для середины ладони, в которой рука может выполнять наиболее естественные движения с оптимальным рабочим эффектом, т.е. выполнять движения наиболее надежно, точно, быстро и безопасно. Эта зона ограничена: сверху - горизонтальной плоскостью, проходящей через середины плечевых суставов при выпрямленном туловище и при положении рук "по швам", снизу - горизонтальной плоскостью, проходящей через середины локтевых суставов.
Спереди - расстоянием от плоскости груди по горизонтальной линии, проходящей через плечевой сустав, равным от 420 мм до 220 мм для мужчин, и от 415 мм до 215 мм для женщины;
С помощью транспортира и циркуля изображается зона эффективной видимости. Поле зрения обоими глазами (бинокулярное зрение). ограничено угловыми размерами и предельной освещенности последнего; оно показывает обзор без напряжения для глаз при их крайних положениях, фиксированном положении глаз и всего корпуса.
Угол зрения, измеряемый в вертикальной плоскости в 70 (30 вверх от горизонтальной воображаемой линии проведенной от переносицы до объекта и 40 вниз) и горизонтальной в 60 плоскостях, в пределах которого человек может видеть индикаторы с необходимой скоростью и точностью считается оптимальным углом зрения.
Оптимальное расстояние от глаз до наблюдаемого объекта - 560 мм (допустимо - 380-760 мм) в пределах оптимального угла зрения определяет зону эффективной видимости.
В профильной проекции изображается передняя (обращенная к оператору) профильная поверхность пульта управления с учетом следующих рекомендаций:
а) органы управления должны быть расположены на горизонтальной поверхности стола пульта;
б) по вертикали между плоскостью сиденья и рабочей поверхностью стола желательно иметь свободное пространство 300 мм, между уровнем пола и нижней поверхностью стола должно быть минимум 620 мм;
в) при позе стоя рабочая поверхность стола проходить на уровне локтевого сустава с тем, чтобы органы управления размещались по высоте от пола в зоне комфорта ;
г) на уровне талии свободное пространство (в направлении вперед и назад) должно быть 340-380 мм;
д) свободное пространство 670 мм перед креслом, т.е. от спины (или спинки кресла) до переднего края коленей;
е) средства отображения информации (СОИ) - индикаторы должны быть расположены на вертикальной или вертикально-наклонной поверхности пульта перед оператором в направлении его взгляда. Глубина расположения этой поверхности определяется по рекомендациям расположения СОИ в пределах расстояния зоны эффективной видимости, а также границей зоны досягаемости рук рабочей поверхности стола. Высоту пульта - H ограничим верхним лучом 30.
Поверхность пульта управления изображается на виде в плане. Для того, чтобы получить истинные размеры рабочей поверхности стола для размещения СОИ рекомендуется на виде в плане сделать развертку передней поверхности пульта.
На пульте на виде в плане размещаются органы управления (ОУ) и контроля (СОИ) согласно заданному варианту, в соответствии с требованиями эргономики и инженерной психологии:
а) органы управления следует располагать так, чтобы работа равномерно распределялась между правой и левой рукой оператора; причем правой рукой выполняются операции наиболее ответственные, требующие наибольшей точности или наибольшей силы, быстроты движений и часто используемые;
б) все органы управления нужно располагать таким образом, чтобы по возможности свести рабочие движения к движению предплечья, кисти, пальцев рук, допуская движения плечевого сустава только в виде исключения;
в) наиболее важные и часто используемые, аварийные и ответственные органы управления размещаются в оптимальной рабочей зоне ;
г) второстепенные органы управления, требующие захвата их (рычаги, рукоятки, маховики и т.д.), размещаются в нормальной рабочей зоне, а управляемые конечностями пальцев руки (кнопки, тумблеры) - в пределах нормальной досягаемой зоны.
д) в горизонтальной плоскости органы управления следует размещать горизонтальными рядами слева направо в соответствии с последовательностью использования.
е) если органы управления расположены на одной плоскости панели, а связанные с ними индикаторы (функциональная группировка) на другой, то относительное размещение элементов на обеих плоскостях должно быть одинаковым (например, если органы управления располагаются в горизонтальном порядке, то и соответствующие индикаторы - в том же порядке).
ж) сои-индикаторы, требующие быстроты считывания (экран, счетчики и т.п.) размещаются в центре площадки эффективной видимости; точность считывания лучше всего в левой верхней части панели (в правом нижнем углу она хуже всего);
з) скомпонованные в группу по каким-то признакам органы управления и СОИ окантовываются (обрамляются); применяется определенный чуть (нюансный) отличный фон для каждой функциональной группы органов управления СОИ.
Для одного из технологических объектов выполняется соматографический чертеж с изображением оператора и его рабочих зон.
Для выполнения работы каждый студент должен иметь лист плотной бумаги, чертежные принадлежности (карандаш, циркуль, измеритель, транспортир и т.д.), набор цветных карандашей.
Проектирование рабочего места оператора (панели пульта управления) в двух проекциях (профильная и в плане) в масштабе М 1:10 по указанному преподавателем варианту должно производится в последовательности описанного выше порядка выполнения работы. При выполнении работы целесообразно оттенить цветом:
контур фигуры человека - коричневый, зона действия (моторная зона) рук: - синий, углы зоны эффективной видимости поля зрения - голубой, органы управления и индикации (окантовка функциональных групп) - желтый цвет.