

Введение
Кузнечно-штамповочное производство предназначено для изготовления изделий, являющихся машиностроительными заготовками. Кузнечно-штамповочное производство уступает литейному производству в сложности конфигурации получаемых заготовок. Однако кованые и штампованные поковки отличаются высокими механическими свойствами, что обеспечивает надежность и долговечность изготавливаемых из них деталей. Поэтому наиболее ответственные, сильно нагруженные детали изготавливают из заготовок, полученных ковкой или штамповкой.
Среди множества способов получения заготовок обработкой давлением наибольшее распространение получили свободная ковка и горячая объёмная штамповка (ГОШ). Заготовки, полученные свободной ковкой, называют коваными поковками, а изготовленные объёмной штамповкой – штампованными поковками или штамповками. В дальнейшем изделия, полученные ГОШ, будем называть поковками (согласно ГОСТ 7505 - 89).
Ковку обычно применяют в единичном и мелкосерийном производствах. Объёмная штамповка наиболее эффективна при серийном и массовом производстве поковок массой от нескольких граммов до 3 тонн, но чаще оказывается целесообразным изготовление поковок и штамповок массой 50…200 кг [1, 2]. ГОШ обеспечивает высокую точность заготовок и малый отход металла при окончательной механической обработке.
В зависимости от используемого оборудования различают объёмную штамповку на штамповочных паровоздушных молотах (ПМ), кривошипных горячештамповочных прессах (КГШП), горизонтально-ковочных машинах (ГКМ), гидравлических прессах (ГП) и т. д.
Выбор способа получения поковки зависит от пластичности материала и его сопротивления деформированию, конфигурации детали, степени ее сложности, массы, объема выпуска и условий работы детали. При низкой пластичности материала затруднительно получить качественную поковку, усложняется технологический процесс, повышается себестоимость детали. Способ штамповки ориентировочно можно выбрать по сравнительным характеристикам различных способов штамповки, приведеным в приложении 1. Окончательно способ изготовления заготовки можно установить лишь проведя сравнительный анализ экономического расчета нескольких вариантов получения поковок.
В работе рассмотрена последовательность и основные положения разработки чертежа штампованных поковок, получаемых на молотах и КГШП штамповкой в торец (вдоль оси) заготовки. Приведен также порядок расчета размеров поковки и исходной заготовки.
Проектирование штампованных поковок, получаемых на молотах и кгшп
1. Цель работы
Научиться проектировать штампованные поковки, получаемые на молотах и КГШП.
Усвоить методику расчета размеров поковки и исходной заготовки.
1.3. Изучить ГОСТы, регламентирующие припуски, допуски, напуски при штамповке и устанавливающие правила выполнения чертежей поковок, содержание основных технических требований.
2. Основные сведения о горячей объемной штамповке
Для получения штампованных поковок широко используется открытая штамповка (рис.1). Штамповка в открытых штампах характеризуется тем, что штамп по периметру чистового штамповочного ручья имеет облойную канавку.
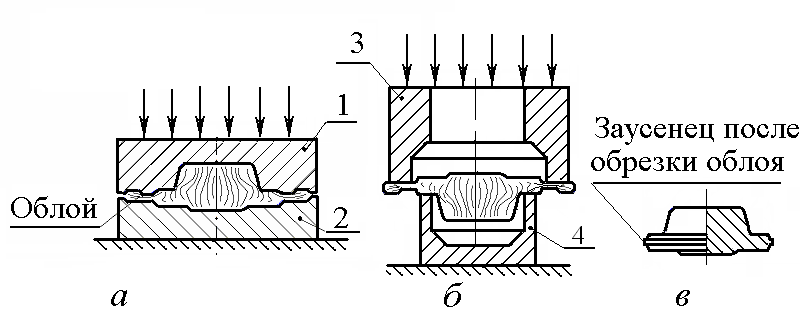
Рис. 1. Схема получения поковки: а – открытая штамповка; б – схема обрезки облоя;
в – поковка; 1 – подвижная часть штампа; 2 – неподвижная часть штампа; 3 – верхний нож; 4 – нижний нож.
В процессе штамповки в облойную канавку выдавливаются излишки металла, образуя облой, который закрывает выход из полости штампа и способствует ее полному заполнению. Такая конструкция штампа позволяет не предъявлять особо высоких требований к точности исходных заготовок помассе.
При выборе открытой штамповки следует учесть, что наличие облоя увеличивает расход металла, кроме того, для его удаления требуется применение специальных обрезных прессов и штампов (рис. 1, б). Этот вид штамповки можно применять для получения поковок любой конфигурации.