

Для регистрации потребляемой мощности аппарат снабжен киловаттметром типа д305, а для контроля температуры установлен потенциометр ксп2-005.
Для переработки использована изношенная полиэтиленовая пленка сельскохозяйственного применения ОСТ 63-786-72, собираемая в пределах Харьковской области и полиэтиленовые мешки из-под минеральных удобрений, тара и упаковка из полиэтилена низкого и высокого давления (ПЭНД, ПЭВД), образующихся в компактных местах накопления жилого и нежилого (коммерческие отходы) секторов г. Харькова.
Показатель текучести расплава полиэтилена определялся по методике ГОСТ 11643-73 при температуре 190 оС и нагрузке 2,16 кг и 5 кг.
Реологические характеристики определялись на микровискозаметре МВ-2, насыпную плотность материалов по ГОСТ 11035-64.
определение физико-механических свойств проводилось на стандартных образцах, полученных вырубкой из пластин, отпрессованных из вальцованного материала.
Вальцевание проводилось на лабораторных вальцах при температуре 130 оС в течение 10 мин.
Прессование пластин производилось в соответствии с ГОСТ 16337-70 на гидравлическом прессе типа PV-140.
Предел текучести при растяжении, разрушающее напряжение при раз-рыве и относительное удлинение при разрыве определялись по ГОСТ 11262-68.
Определение формуемости вторичного полиэтилена проводили на термопластавтомате типа «Plastigector» с объемом впрыска 60 см3.
Температура литьевой формы поддерживалась в пределах 30-40оС. получаемая отливка – стандартные образцы. Максимальная толщина – 4 мм. Коэффициент использования мощности машины по впрыску 0,5.
В процессе литья измерялись две группы параметров: условия формования и скорость формования. Определение условий формования производилось посредством диаграммы в координатах температура-давление при постоянной скорости впрыска, времени охлаждения в форме (τохл. = 45 сек.) и времени выдержки под давлением (τвыд. = 10 сек.).
Скорость формования определялась при изменении длительности выдержки под давлением и времени охлаждения.
Отработка режимов переработки в промышленных условиях производилась на выдувных агрегатах, экструдере ЧП-90 х 20 и термопласт-автоматах.
2.2 Исследование процесса регенерации полиэтилена из пленочных отходов на роторном агломераторе
эксперимент проведен на роторном агломераторе, представляющем собой цилиндрическую емкость, снабженную высокоскоростной лопастной мешалкой с системой ножевых элементов (рис. 2.2), в производственных условиях опытно-экспериментального производства ООО «Харьковвтор-полимер».
Процесс переработки (регенерации) полиэтиленовых пленочных отходов основан на использовании теплоты трения, выделяющейся при движении материала по стенке рабочей камеры и внутреннего трения в материале.
Вращение ротора с ножевыми элементами обеспечивает дробление материала и его разогрев до пластического состояния.
Характеристика процесса регенерации предварительно дробленой на дробилке мокрого измельчения отмытой в ванне изношенной полиэтиленовой пленки сельскохозяйственного происхождения представлена на рис. 2.2. процесс включает в себя стадии промывки, сушки, плавления полимера и получение агломерата. Стадия дробления исключена по причине значительного абразивного износа ножей, невозможности полного удаления песка и крупных включений, содержащихся в изношенной пленке в количестве до 5 % и значительного удлинения стадии отмывки, что снижает производительность аппарата в 1,5-2 раза. Дробление мешков из-под минеральных удобрений, технологических отходов производства и отходов полимерной тары и упаковки осуществляли совмещением со стадией отмывки.
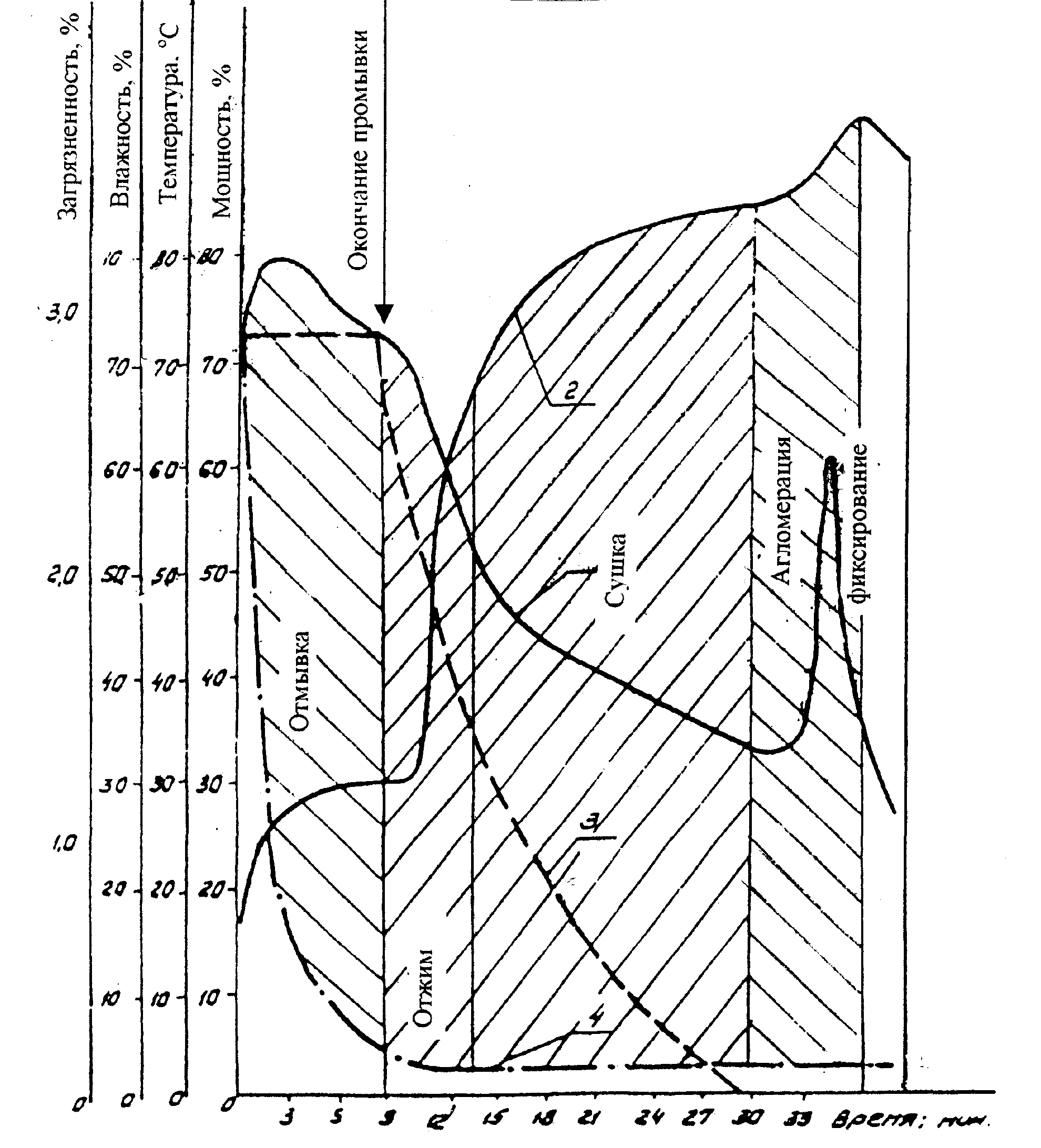
Рисунок 2.2 – Кривые изменения потребляемой мощности двигателя (1),
температуры (2), влажности (3), загрязненности (4) пленки в процессе регенерации вторичного полиэтилена
Основной характеристикой процессов в роторном агломераторе является потребляемая мощность. Наблюдается два типа мощности. На стадии дробления и отмывки значительная величина мощности связана с достаточно высокой плотностью системы вода-пленка и процессом дробления. Второй тип обусловлен изменением физико-механических характеристик материала, связанных с температурой.
Температурный режим процесса определяется уровнем потребляемой мощности и зависит от расхода воды на стадии промывания и интенсивности удаления пара на стадии сушки. Температура материала на стадии агломерации определяется только температурой его перехода в вязко-текучее состояние. Для вторичного полиэтилена она равна 115-120 оС.
Стадию отмывки предварительно дробленой и промытой в ванне полиэтиленовой пленки проводили при расходе воды 1,5 л/мин. Загрязненность исходной пленки составляла 3 %. Следует отметить, что добиться уменьшения загрязненности методом промывки в ванне, шнековых промывателях и ванне флотации существующей конструкции невозможно из-за включения загрязнителей в микротрещины поверхности пленочных отходов. В зависимости от условий эксплуатации, сбора и хранения пленок поверхностная загрязненность составляет 1-3 %. При промывке на роторном агломераторе остаточная загрязненность составила 0,15 %, что объясняется интенсивным воздействием рабочих органов аппарата на поверхность пленки. Улучшение отмывки сказывается на физико-механических свойствах материала (увеличение относительного удлинения, понижение температуры хрупкости) на улучшении внешнего вида и уменьшении износа перерабатывающего оборудования. Таким образом, регенерация вторичного полиэтилена на роторном агломераторе обеспечивает получение материала высокого качества.
Производительность стадии сушки определяется величиной потребляемой мощности и исходной влажностью материала.
Величина потребляемой мощности зависит от величины загрузки, конструкции ротора, коэффициента трения материала и его размеров. Для вторичной полиэтиленовой пленки, дробленой на сетке с диаметром отверстий 8 мм и исходной влажностью 33 %, зависимость мощности от загрузки показана на рис. 2.3 и представляет собой линейную зависимость. Более интенсивной с технологической точки зрения является зависимость потребляемой мощности от средней насыпной плотности в аппарате, определяемой величиной загрузки и конструкцией уплотняющих элементов.
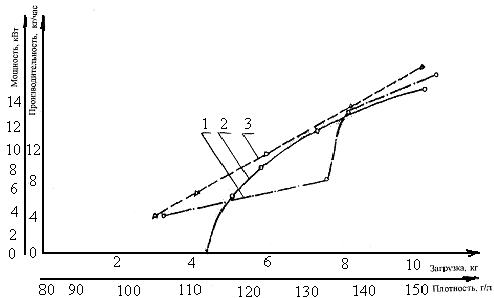
Рисунок 2.3 – Зависимость потребляемой мощности на стадии сушки от величины загрузки (1), средней насыпной плотности в аппарате (2) и производительности от величины загрузки (3)
При значении насыпной плотности 138 г/л наблюдается скачкообразное нарастание мощности. Этот скачок связан с механизмом возникновения сил трения и определяет величину оптимальной загрузки аппарата. Для роторного агломератора диаметром 500 мм она составляет 8-8,5 кг. На оптимальность этой величины указывает и зависимость производительности агломератора от величины загрузки. Необходимо отметить наличие минимальной величины потребляемой мощности, определяемой конструкцией ротора и величиной загрузки при которой стадия сушки и агломерации невозможны, т.е. вся мощность расходуется на тепловые потери в аппарате.
Зависимость производительности роторного агломератора диаметром 500 мм при одностадийном проведении сушки и агломерации 8,5 кг вторичной полиэтиленовой пленки от ее влажности представлена на рис. 2.4.
60
50
40
30
20
10
0
25
50
75
100
Рисунок 2.4 – Зависимость производительности роторного агломератора
диаметром 500 мм от влажности пленки при проведении стадий
сушки и агломерации
На кривой можно выделить два участка. Участок высокой влажности (до 30 %) характеризуется малой зависимостью производительности от влажности. Это объясняется тем, что сушка материала влажностью выше 30 % происходит за счет отжима. Дальнейшее удаление влаги происходит путем энергоемкого процесса испарения, что приводит к большим энергетическим затратам. Этот факт необходимо учитывать при разработке технологического процесса.
Стадия аломерации характеризуется высоким значением потребляемой мощности и температуры материала.
В процессе агломерации значение мощности увеличивается приблизи-тельно в 2 раза в сравнении со стадией сушки, что приводит к недоисполь-зованию мощности двигателя на стадии сушки. Относительная величина расходуемой мощности выше для вторичных полимеров, чем для технологических отходов полимерного сырья. Это оказывается вероятно, с увеличением адгезионных свойств и вязкости расплава вторичного полиэтилена.
По достижении температуры плавления частички материала слипаются и уплотняются. Находящиеся на лопастях ротора режущие элементы предотвращают образование крупных кусков.
Для предотвращения слипания материала его охлаждают введением до 4 % воды. Испаряясь, вода охлаждает материал и фиксирует его форму.
Гранулометрический состав агломерата из вторичной полиэтиленовой пленки представлен в таблице 2.1.
Таблица 2.1 – Гранулометрический состав агломерата из вторичной полиэтиленовой пленки
Размер частиц, мм |
До 3 |
3-5 |
5-7 |
7-10 |
Содержание, % |
51,7 |
25,5 |
18,3 |
4,5 |
Свойства вторичного полиэтилена в процессе сушки и агломерации заметных изменений не претерпевают, что объясняется низкой температурой переработки.
Проведенные эксперименты позволяют определить основные параметры процесса регенерации пленочного полиэтилена в агломерат и являются основанием для расчета промышленного образца роторного агломератора.
Для расчета промышленного образца роторного агломератора были применены уравнения моделирования для мешалок. Возможность применения этих уравнений была подтверждена экспериментальными опытами на макете с диаметром рабочей камеры 115 мм и на опытной установке с диаметром рабочей камеры 500 мм.
Базовой моделью для расчета послужил агломератор с диаметром рабочей камеры 500 мм.
Основными параметрами, необходимыми для расчета агломератора являются потребляемая мощность, скорость вращения ротора и его размеры. Потребляемая мощность может быть найдена из уравнения:
![]() ,
,
где φ – коэффициент сопротивления среды движения лопасти,
d – диаметр лопасти, см,
n – скорость вращения лопасти, об/сек.
Коэффициент сопротивления величина постоянная для всех геометрически подобных аппаратов при условии перемешивания одной и той же среды и может быть определена на основании экспериментальных данных.
Величина коэффициента сопротивления для лабораторного агломератора равна 2,96 ּ 10 –12.
Для сохранения подобия протекания процесса существует ограничение по мощности. Необходимо, чтобы отношение величины потребляемой мощности к загрузке было величиной постоянной. Это легко достигается под-бором соответствующей скорости вращения ротора. Расчетные значения по-требляемой мощности и скорости вращения ротора при переработке полиэти-леновых пленочных технологических отходов представлены в таблице 2.2.
Таблица 2.2 – Расчетные значения основных параметров роторных агломераторов для переработки технологических отходов полимерного сырья
Параметр |
Диаметр рабочей камеры, мм |
||||
500 |
750 |
900 |
1000 |
1200 |
|
Скорость вращения ротора, об/мин. |
* 1500 1500 |
1180 |
1040 1000 |
1000 |
880 |
Потребляемая мощность, кВт |
15 15 |
50 |
88 100 |
132 |
205 |
Величина разовой загрузки, кг |
7,5 7,5 |
24 |
42 40 |
60 |
100 |
Производительность, кг/час |
22 22 |
72 |
120 110 |
180 |
300 |
* числитель – расчетная величина, знаменатель – действующий агломератор.
Как видно из табл. 2.2 расчетные данные удовлетворительно совпадают с разработанными и внедренными промышленным образцом агломератора с диметром рабочей камеры 900 мм. Это подтверждает правильность подхода к расчету модели.
Таблица 2.3 – Производительность роторного агломератора
с диаметром корпуса 500 мм и 900мм
Диаметр корпуса, мм |
Вид сырья |
Производительность по стадиям, кг/час |
Производи-тельность за цикл, кг/час |
|||
дробление отмывка |
дополни-тельная отмывка |
отжим сушка |
агломе-рация |
|||
500 |
Технологич. отходы |
95 |
570 |
28 |
190 |
19 |
Мешки из-под мин. удобрений |
95 |
190 |
28 |
190 |
18 |
|
Изношен., с/х парниковая пленка |
– |
95 |
19 |
190 |
15 |
|
Изношен. пленка 20 % |
– |
– |
58 |
190 |
45 |
|
900 |
Технологич. отходы |
480 |
1200 |
200 |
800 |
110 |
Мешки из-под мин. удобрений |
480 |
600 |
200 |
800 |
100 |
|
Изношен., с/х парниковая пленка |
– |
400 |
86 |
800 |
65 |
|
Изношен. пленка 20 % |
– |
– |
270 |
800 |
200 |
|
В табл.2.3 представлена сравнительная производительность агломератора с диаметром корпуса 500 мм и 900 мм при переработке различного сырья (по абсолютной длительности без учета стадии загрузки и выгрузки).
Рассмотренная выше технология регенерации полиэтилена в агломерат, обнаруживает ряд технологических преимуществ и возможностей проведения всего цикла регенерации в одном аппарате, высокое качество очистки, возможность совмещения со стадией агломерации процессов окрашивания, введение до 20 % различных добавок для осуществления модификации, получения композиций для вспенивания, возможность переработки агломерата в изделия без дополнительной грануляции.
3. Физико-химические свойства агломерирования вторичного полиэтилена.
область применения и режим переработки вторичных материалов имеют свои особенности, обусловленные своеобразием свойств. К основным особенностям переработки отходов следует отнести:
Низкая насыпная плотность.
Особенности реологии расплава вторичного материала.
повышенная химическая активность.
Выбор технологических параметров переработки и оборудования для переработки полимерных отходов должно основываться на достаточно детальном изучении физико-химических, механических и реологических свойств вторичного материала.
Физико-механические свойства вторичного полиэтилена изношенной пленки представлены в таблице 3.1.
Таблица 3.1
Мате-риал |
Содер-жание нераст-воримой части, % |
Стой-кость к растрес-киванию, час |
Разрушаю-щее напря-жение при растяжении, нгс/см2 |
Относи-тельное удлине-ние при разрыве |
Морозо-стойкость, оС |
Индекс расплава при температуре 190оС г/10 мин, при нагрузке: |
|
2,16 кг |
5,0 кг |
||||||
Партия 1 |
25 |
>250 |
101 |
170 |
– 30 |
0,0036 |
– |
Партия 2 |
31 |
75 |
108 |
125 |
– 40 |
0,006 |
0,23 |
Партия 3 |
33 |
– |
119 |
97 |
– 30 |
0,0018 |
0,1 |
Партия 4 |
17 |
– |
105 |
127 |
– 20 |
0,02 |
0,34 |
Партия 5 |
44 |
74 |
102 |
230 |
– 60 |
не течет |
0,36 |
Из приведенных данных видно, что в процессе эксплуатации материал претерпевает достаточно глубокие структурно-химические изменения, приводящие к образованию гель-фракции, наиболее характерное содержание которой в исследованных партиях вторичного материала составляет 15-30 %. Вторичный материал характеризуется значительным снижением относительного удлинения при разрыве, морозостойкости и текучести при сравнительно низких напряжениях сдвига. Степень окисления материала значительна, что подтверждается достаточно высоким поглощением в области карбонильных групп (1680-1720 см-1) на ИК-спектрах.
Прочность вторичного материала по сравнению с первичным изменяется незначительно, что характерно также для подвергнутого искусственному старению (деструкции) первичному полиэтилену.
Выводы
В результате исследования процесса регенерации вторичных термопластов из их пленочных отходов с получением агломерированного продукта в аппарате роторного типа установлено:
Агломерирование пленочных отходов термопластов в аппарате роторного типа является эффективным способом переработки сырья с низкой насыпной плотностью в материал с высокими технологическими свойствами.
Переработка загрязненных отходов в роторном агломераторе с осущест-влением стадий измельчения, отмывки, сушки и агломерирования энерго-емко. Из-за сильного абразивного износа рабочих элементов эксплуатация оборудования сопряжена с затратами, связанными с их реставрацией, при низкой стабильности параметров процесса. Целесообразно применение метода для переработки отходов с загрязненностью не выше 2-5 %.
Энергетически выгодно использование роторного агломератора для осуществления стадии сушки подготовленных отходов.
Зависимость параметров процесса, связанных с энергетическими затратами может быть выражена в виде математической модели мелкодисперсных сыпучих материалов.
Таким образом, агломерация и грануляция вторичных полимерных отходов являются заключительной стадией подготовки вторичного полимерного сырья для последующей переработки в изделия из полимерных композитных материалов. Эта стадия особенно важна для вторичных пленочных отходов в связи с их низкой насыпной плотностью после измельчения. В процессе агломерирования и гранулирования происходит уплотнение материала, облегчается его дальнейшая переработка, усредняются характеристики вторичного сырья, в результате чего получают материал, который можно перерабатывать на стандартном оборудовании.