

2. Краткое описание выполняемой в приспособлении операции, применяемого инструмента, оборудования и режимов резания
Рассмотрим операцию - 015 Фрезерная. На данной операции осуществляется фрезерование паза шириной 6 мм.
В
качестве металлорежущего инструмента
применяется шпоночная фреза, изготовленной
из быстрорежущей стали Р6М5 по ГОСТ
9140-78. Число зубьев фрезы z
= 2. Длина фрезы L = 63
мм, длина режущей части l
= 13 мм. Угол подъема винтовых
стружечных канавок
![]() [5, стр.176].
[5, стр.176].
На рис. 2.1 приведен эскиз металлорежущего инструмента.
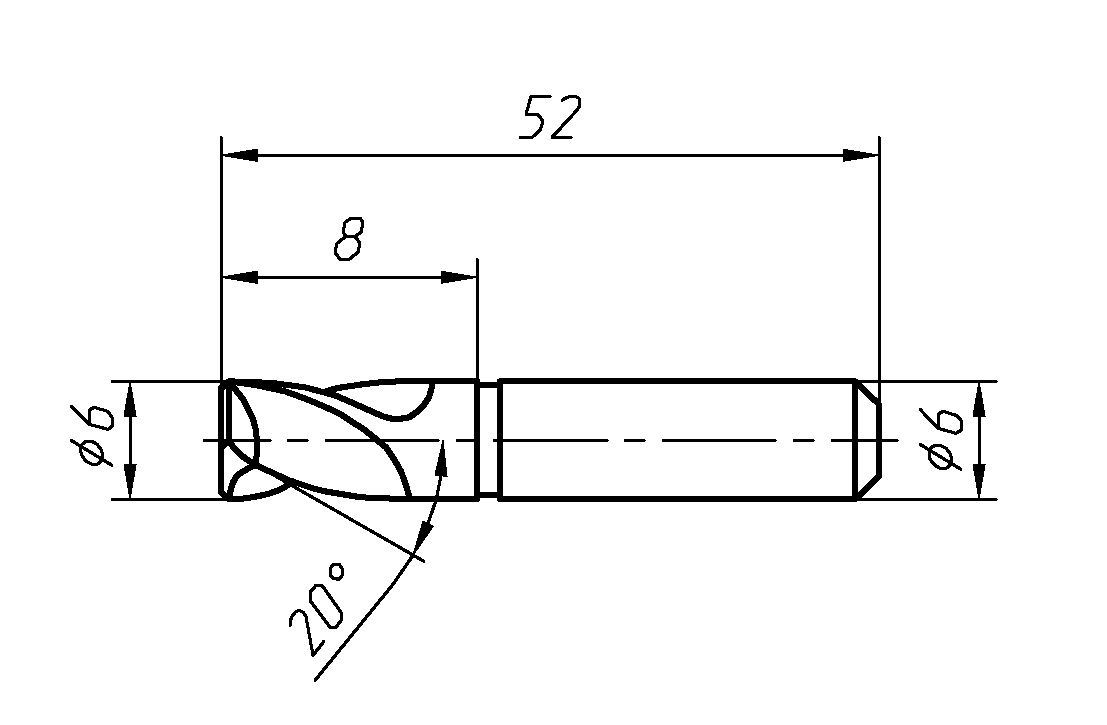
Рисунок 2.1 – Эскиз металлорежущего инструмента
В качестве металлорежущего оборудования используется вертикально-фрезерный станок 6Р10 со следующими характеристиками [5, стр.51]:
1) Расстояние от оси или торца шпинделя до стола Б – 50÷350 мм;
2) Размеры рабочего стола – 800х200 мм;
3) Наибольшее перемещение стола:
-продольное – 500 мм;
-поперечное – 160 мм;
-вертикальное – 300 мм.
4) Перемещение гильзы со шпинделем – 60 мм;
5) Размер Т-образного паза:
-среднего – 14Н8;
-крайних – 14Н11;
6) Расстояния между пазами – 50 мм
7) Частота вращения шпинделя – 50÷2240 об/мин;
8) Мощность электродвигателя – 3 кВт;
9) Габариты станка - 11451875 мм.
10) Расстояние от вертикальных направляющих до середины стола, мм – 220÷470;
11) Расстояние от оси шпинделя до направляющих хобота Г – 50÷350мм.
На рис. 2.2 приведен эскиз вертикально-фрезерного станка 6Р10.
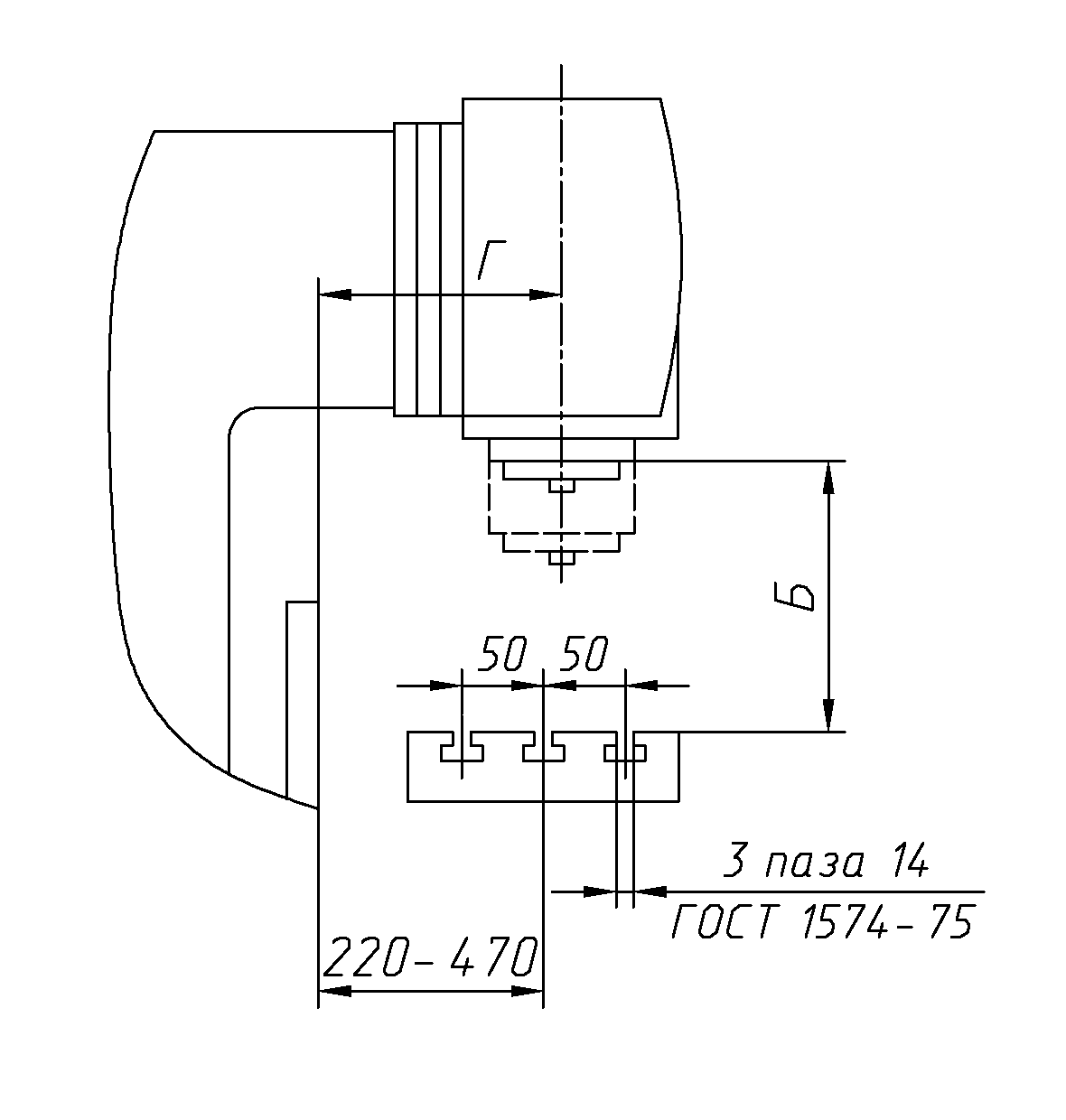
Рисунок 2.2 – Эскиз металлорежущего станка 6Р10
При фрезеровании на вертикально-фрезерном станке за один проход подача на один зуб инструмента [5, стр.286]:
![]()
![]()
Скорость резания (окружная скорость фрезы) рассчитывается по формуле [5, стр.282]:
где
![]() - коэффициенты и показатели степени,
зависящие от обрабатываемого материала
и материала режущей части инструмента
(
- коэффициенты и показатели степени,
зависящие от обрабатываемого материала
и материала режущей части инструмента
(![]() =12,
q=0,3;
х=0,3; y=0,25;
m=0,26;
u=0;
p=0
– для фрезы из быстрорежущей стали Р6М5
и при обработке конструкционной стали)
[5, стр.287];
=12,
q=0,3;
х=0,3; y=0,25;
m=0,26;
u=0;
p=0
– для фрезы из быстрорежущей стали Р6М5
и при обработке конструкционной стали)
[5, стр.287];
![]() -
поправочный коэффициент на скорость
резания;
-
поправочный коэффициент на скорость
резания;
![]() -
период стойкости инструмента (
-
период стойкости инструмента (![]() - для фрезы Ø6);
- для фрезы Ø6);
t – глубина резания;
В – ширина фрезерования;
z – число зубьев фрезы.
![]() ,
,
где
![]() -
коэффициент на обрабатываемый материал;
-
коэффициент на обрабатываемый материал;
![]() -
коэффициент на инструментальный материал
(
-
коэффициент на инструментальный материал
(![]() - для фрезы из материала Р6М5);
- для фрезы из материала Р6М5);
![]() -
коэффициент, учитывающий состояние
поверхности заготовки (
-
коэффициент, учитывающий состояние
поверхности заготовки (![]() - для заготовки, полученной прокатом).
- для заготовки, полученной прокатом).
![]()
где
![]() коэффициент,
характеризующий группу стали по
обрабатываемости (
коэффициент,
характеризующий группу стали по
обрабатываемости (![]() для конструкционной стали 45 при обработке
фрезой из быстрорежущей стали Р6М5);
для конструкционной стали 45 при обработке
фрезой из быстрорежущей стали Р6М5);
![]() при
обработке конструкционной стали фрезой
из быстрорежущей стали Р6М5.
при
обработке конструкционной стали фрезой
из быстрорежущей стали Р6М5.
Следовательно:
![]()
![]()
![]()
Частота вращения инструмента:
![]()
Уточним частоту вращения шпинделя станка [7, стр.81].
![]()
![]()
![]() n
= 445 об/мин.
n
= 445 об/мин.
Определим
ступень скорости станка
![]()
Определим
диапазон регулирования
![]() по формуле 3.50 [7, стр.80]:
по формуле 3.50 [7, стр.80]:
По
табл. 3.30 [7, стр.81] определим ближайшее
меньшее табличное значение (![]() ),
что соответствует стандартному
знаменателю
),
что соответствует стандартному
знаменателю
![]()
Определим
диапазон регулирования для расчетной
частоты вращения шпинделя станка
![]()
![]()
Находим ближайшее значение (меньшее) диапазона регулирования по табл. 3.30 [7, стр.81]:
![]() где
где
![]()
Определим частоту вращения шпинделя станка:
![]()
Значит:
![]()
Длина рабочего хода шпинделя станка:
![]()
Основное машинное временя обработки:
![]()
Минутная подача:
![]()
Сила резания [5, стр.282]:
где
![]() постоянная
и показатели степени
постоянная
и показатели степени
![]() - при обработке
конструкционной стали фрезой из
быстрорежущей стали Р6М5) [5, стр.291];
- при обработке
конструкционной стали фрезой из
быстрорежущей стали Р6М5) [5, стр.291];
![]() общий
поправочный коэффициент.
общий
поправочный коэффициент.
Для конструкционной стали и при обработке фрезой из быстрорежущей стали Р6М5 [5, стр.264]:
![]()
где ![]() фактический параметр, характеризующий
обрабатываемый материал (для стали 45
фактический параметр, характеризующий
обрабатываемый материал (для стали 45
![]() );
);
![]() показатель степени (
показатель степени (![]() 0,3
при обработке стали 45 фрезой из
быстрорежущей стали Р6М5) [5, стр.264].
0,3
при обработке стали 45 фрезой из
быстрорежущей стали Р6М5) [5, стр.264].
Следовательно:
![]()
Следовательно:
![]()
Мощность резания:
![]()
Т.к. мощность резания меньше мощности электродвигателя привода станка (0,08 кВт < 3,0 кВт), то, следовательно, станок 6Р10 подходит по мощности.
Штучное время на данную операцию определим по следующему выражению:
![]()
где
![]() основное
машинное время на обработку паза, мин;
основное
машинное время на обработку паза, мин;
![]() коэффициент, учитывающий тип операции
и тип производства (для массового
производства и для фрезерной операции
коэффициент, учитывающий тип операции
и тип производства (для массового
производства и для фрезерной операции
![]() 1,51).
1,51).
Следовательно:
![]()
Исходя
из годовой программы выпуска изделий
![]() определим необходимое количество
металлорежущих станков для выполнения
данной программы.
определим необходимое количество
металлорежущих станков для выполнения
данной программы.
Количество станков, необходимое для обеспечения выпуска изделий в год определим по следующей формуле [8]:
![]()
где
![]() такт выпуска, мин.
такт выпуска, мин.
![]()
где
![]() 4029
ч –
фонд времени работы оборудования в
планируемый период.
4029
ч –
фонд времени работы оборудования в
планируемый период.
Следовательно:
![]()
![]()
Таким образом, для выполнения данной годовой программы необходимо применить один металлорежущий станок с одноместным приспособлением.