

47.Влияние факторов прокатки на коэффициент трения: температура прокатки, скорость прокатки, технологические смазки.
1.Температура прокатки. До 700-1000 градусов коэффициент трения возрастает, а затем падает. Такой характер обусловлен свойствами окалины.
2.С увеличением скорости прокатки коэффициент трения падает.
3.Технологические смазки снижают коэффициент трения.
51)Общая характеристика деформированного состояния металла.
В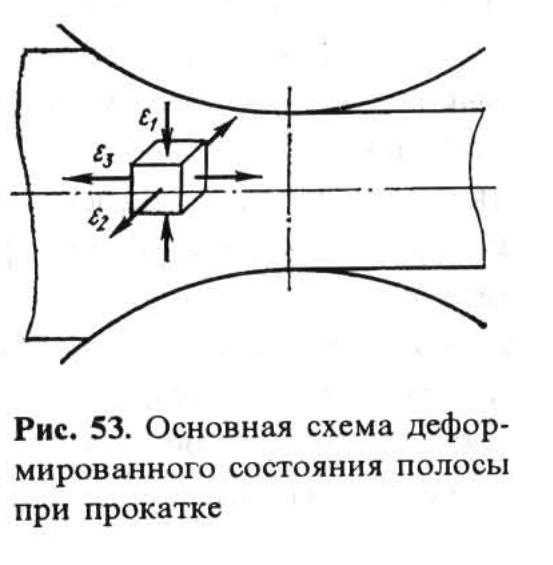 высотном направлении: деформация сжатия,
из-за того что металл обжимается .
высотном направлении: деформация сжатия,
из-за того что металл обжимается .
В продольном направлении: металл перемещается как по направлению прокатки, так и против, деформация удлинения.
Поперечное направление: имеется перемещение металла, приводящее к уширению.
При прокатке возникает схема деформированного состояния, которая является объемной и характеризуется одной деформацией укорочения и двумя удлинения.
52.Распределение деформаций по высоте полосы.
Распределение деформаций по высоте полосы неравномерны. Причины этого:
1.Действие сил трения от контактной поверхности внутрь полосы ослабевает, в районе нейтрального сечения создаются зоны затрудненной деформации.
2.Распределение деформаций по высоте полосы сильно зависит от lд/hср.
3.Чем меньше b0/h0 тем легче перемещение метала в поперечном направлении.
56) Влияние факторов прокатки на уширение: ширина полосы, коэффициент трения.
Соотношение между продольной и поперечной деформацией зависит от сопротивления перемещения металла в этих направлениях. При свободном уширении сопротивления создаются действием сил трения.
Проанализируем влияние отдельных факторов на уширение.
1.Ширина полосы. Чем шире прокатываемая полоса тем больше сумма подпирающих сил трения на контактной поверхности. С увеличением ширины полосы, уширение уменьшается. В области широких полос наблюдается чёткая зависимость. В области узких полос наблюдается уменьшение смещенного объема металла, вследствие чего уширение уменьшается с уменьшением ширины полосы.
2. Коэффициент трения. С увеличением коэффициента трения возрастают подпирающие силы как в продольном так и в поперечном направлении, однако надо учитывать что металла преимущественно течет в продольном направлении. Тормозящие силы трения будут выше в продольном, чем в поперечном направлении. С увеличением коэффициента трения вытяжка уменьшается, а уширение возрастает.
57.Влияние факторов прокатки на уширение: натяжение концов полосы, форма калибров. Если к концам полосы приложены силы натяжения, то они способствуют течению металла в продольном направлении (вытяжке), и уменьшают уширение. Переднее натяжение мало влияет на величину уширения, т.к. основную деформацию металл получает в зоне отставания.
При прокатке в калибрах уширение получается меньшим, чем при прокатке в цилиндрических валках. Это обусловлено действием боковых стенок калибра, которые препятствуют уширению.
61)Теоретическое определение уширения по а.И. Целикову.
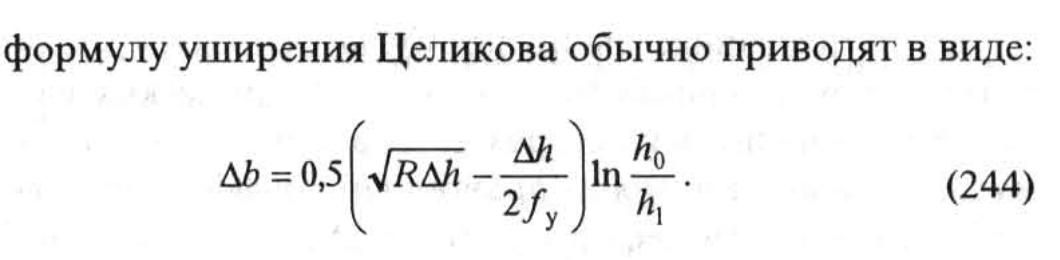
Но эта формула не учитывает влияния ширины полосы и натяжения ее концов на уширение. Для этого ввели поправочные коэффициенты, соответственно Св и Сσ.
![]() Значение
коэффициента Св можно определить по
графическим зависимостям. Коэффициент
Сσ приближенно определяют по формуле:
Значение
коэффициента Св можно определить по
графическим зависимостям. Коэффициент
Сσ приближенно определяют по формуле:
![]() . Все приведенные выше формулы относятся
к прокатке полосы в гладких цилиндрических
валках. Для прокатки в калибрах вводят
поправочные коэффициенты формы, Кф,
учитывающие особенности деформации в
калибрах различной формы.
. Все приведенные выше формулы относятся
к прокатке полосы в гладких цилиндрических
валках. Для прокатки в калибрах вводят
поправочные коэффициенты формы, Кф,
учитывающие особенности деформации в
калибрах различной формы.