

Визначення загальних та міжопераційних припусків на обробку
Будуємо для кожної поверхні, яка обробляється поля припусків на обробку:
Поверхня ∅132.2
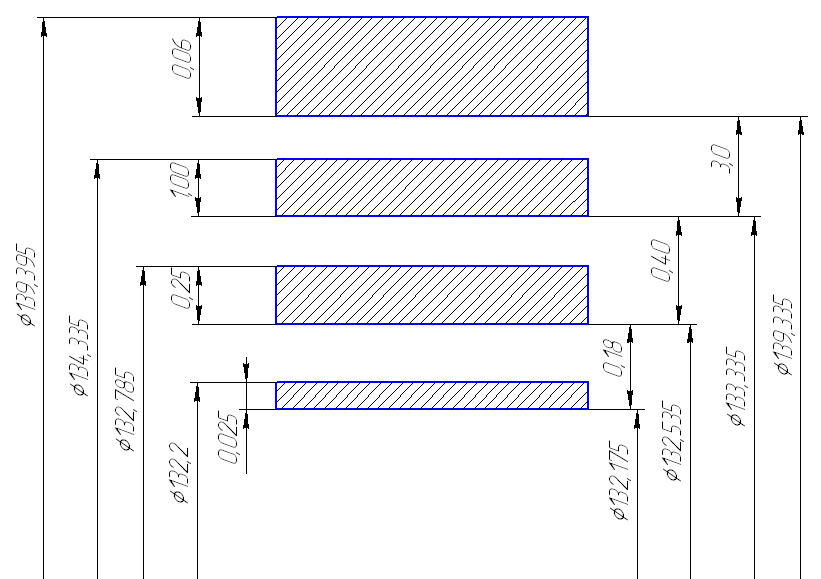
Рисунок 2 – Поля допусків та припусків для поверхні валу ∅132.2
Поверхня ∅60
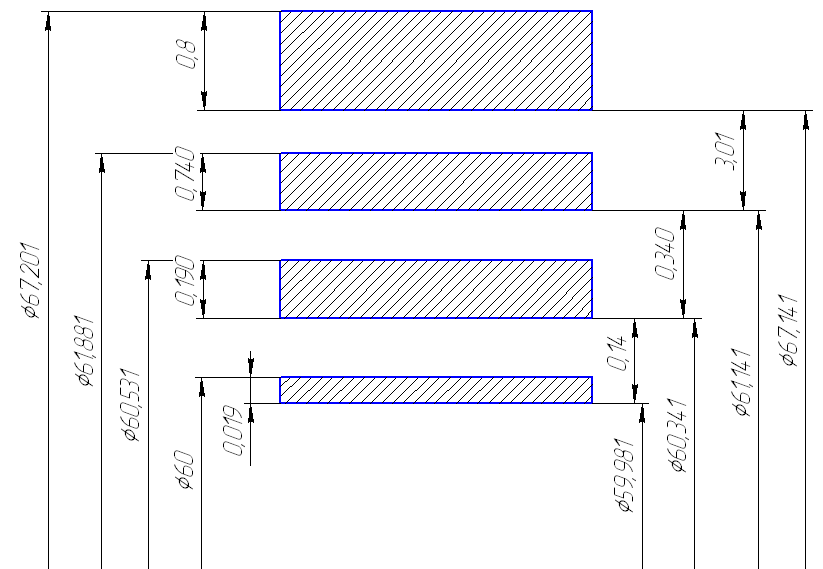
Рисунок 3 - Поля допусків та припусків для поверхні валу ∅48
Поверхня ∅48
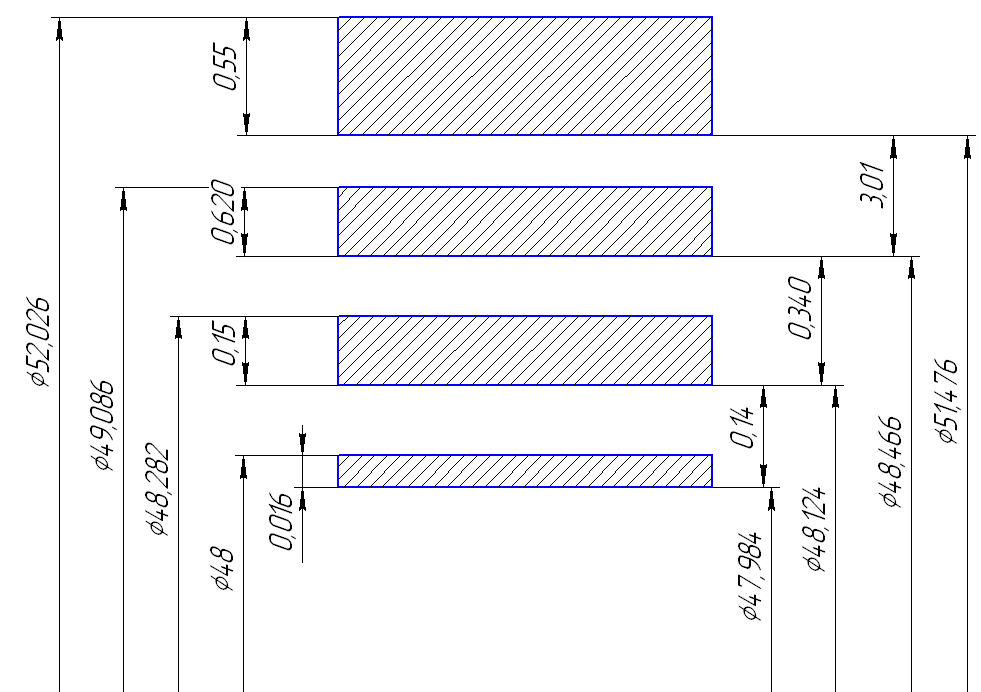
Рисунок 4 - Поля допусків та припусків для поверхні валу ∅48
Поверхня ∅24

Рисунок 5 - Поля допусків та припусків для поверхні валу ∅24
Побудова таблиці граничних відхилень для кожної операції
Поверхня ∅ 132,2
Технологічні операції |
Табличні значення припусків 2Z0 min,мм |
Розрахунковий розмір, мм |
Допуск
|
Граничні розміри, мм |
Граничні припуски, мкм |
|||
max |
min |
max |
min |
|||||
Токарно чорнова
Токарно чистова
Шліфування
Заготівка |
3,0
0,4
0,18
|
133,335
132,535
132,175
139,335 |
1,00
0,250
0,025
0,06 |
134,335
132,785
132,2
139,395 |
133,335
132,535
132,175
139,335 |
3,0
0,4
0,18
|
2,0
0,15
0,155
|
|
 ,
мм
,
мм
Поверхня ∅ 60
Технологічні операції |
Табличні значення припусків 2Z0 min,мм |
Розрахунковий розмір, мм |
Допуск , мм |
Граничні розміри, мм |
Граничні припуски, мкм |
|||
max |
min |
max |
min |
|||||
Токарно чорнова
Токарно чистова
Шліфування
Заготівка |
3,01
0,34
0,14
|
61,141
60,341
59,981
67,141 |
0,740
0,190
0,019
0,8 |
61,881
60,531
60
67,201 |
61,141
60,341
59,981
67,141 |
3,01
0,34
0,14
|
2,27
0,15
0,121
|
|
Поверхня ∅ 48
Технологічні операції |
Табличні значення припусків 2Z0 min,мм |
Розрахунковий розмір, мм |
Допуск , мм |
Граничні розміри, мм |
Граничні припуски, мкм |
|||
max |
min |
max |
min |
|||||
Токарно чорнова
Токарно чистова
Шліфування
Заготівка |
3,01
0,34
0,14
|
48,466
48,122
47,984
51,476 |
0,620
0,16
0,016
0,55 |
49,086
48,282
48
52,026 |
48,466
48,122
47,984
51,476 |
3,01
0,34
0,14
|
2,39
0,18
0,124
|
|
Поверхня ∅ 24
Технологічні операції |
Табличні значення припусків 2Z0 min,мм |
Розрахунковий розмір, мм |
Допуск , мм |
Граничні розміри, мм |
Граничні припуски, мкм |
||
max |
min |
max |
min |
||||
Токарно чорнова
Токарно чистова
Шліфування
Заготівка |
2,2
1,1
0,5
|
25,147
24,347
23,987
31,147 |
0,520
0,130
0,013
0,06 |
25,667
24,477
24
31,207 |
25,147
24,347
23,987
31,147 |
2,2
1,1
0,5 |
1,68
0,97
0,487
|