

Статическая детерминированная модель с дефицитом
В
рассматриваемой модели будем полагать
наличие дефицита.
Это
означает, что при отсутствии запасаемого
продукта, т.е. при J(t)
=
0 спрос
сохраняется с той же интенсивностью
 ,
но
потребление запаса отсутствует - b(t)
=
0, вследствие
чего накапливается дефицит со скоростью
b.
График изменения уровня запаса в этом
случае представлен на рис.3. Убывание
графика ниже оси абсцисс в область
отрицательных значений в отличие от
графика на рис.2 характеризирует
накопление дефицита.
,
но
потребление запаса отсутствует - b(t)
=
0, вследствие
чего накапливается дефицит со скоростью
b.
График изменения уровня запаса в этом
случае представлен на рис.3. Убывание
графика ниже оси абсцисс в область
отрицательных значений в отличие от
графика на рис.2 характеризирует
накопление дефицита.
Из
рис.3 видно, что каждый период «пилы»
 разбивается на два временных интервала,
т.е. T=T1+T2,
где T1
–
время, в течение которого производится
потребление запаса, T2
–
время, когда запас отсутствует и
накапливается дефицит, который будет
перекрыт в момент поступления следующей
партии.
разбивается на два временных интервала,
т.е. T=T1+T2,
где T1
–
время, в течение которого производится
потребление запаса, T2
–
время, когда запас отсутствует и
накапливается дефицит, который будет
перекрыт в момент поступления следующей
партии.
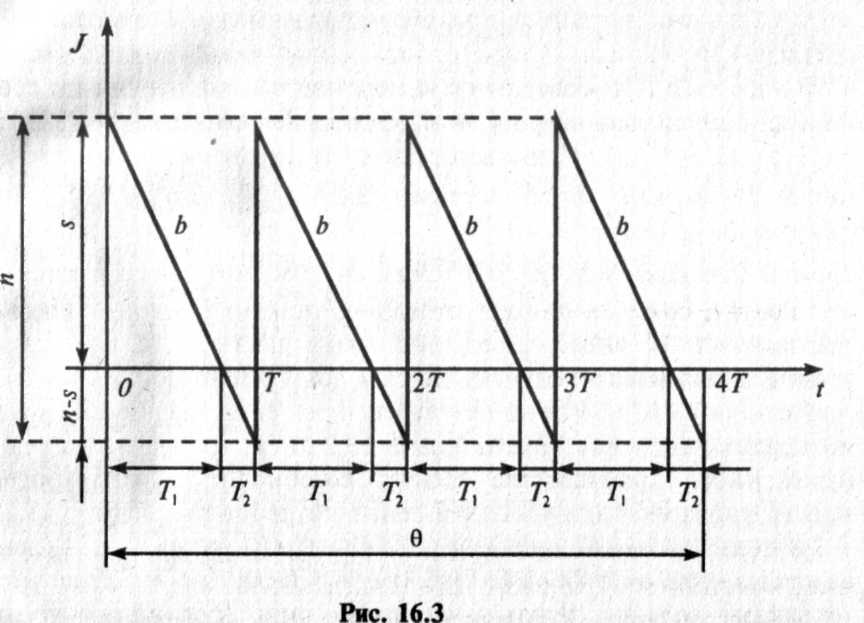
Необходимость покрытия дефицита приводит к тому, что максимальный уровень запаса s в момент поступления каждой партии теперь не равен ее объему n, а меньше его на величину дефицита n-s, накопившегося за время Т2 (рис. 3).
Из геометрических соображений легко установить, что
 (17)
(17)
В данной модели в функцию суммарных затрат С наряду с затратами С1 (на пополнение запаса) и С2 (на хранение запаса) необходимо ввести затраты Сз - на штраф из-за дефицита, т.е. C=C1+C2+C3.
Затраты С1, как и ранее, находим по формуле (11). Затраты С2 при линейном расходе запаса равны затратам на хранение среднего запаса, который за время потребления Т1 равен sT1/2; поэтому с учетом (7) и (5) эти затраты составят
 =
= (18)
(18)
При
расчете затрат С3
будем считать, что штраф за дефицит
составляет в единицу времени с3
на каждую единицу продукта. Так как
средний уровень дефицита за период Т2
равен
(n-s)
T2/2,
то
штраф за этот период Т2
составит
 с3(n-s)T2,
а
за весь период θ
с
учетом (7)
и (19)
с3(n-s)T2,
а
за весь период θ
с
учетом (7)
и (19)
 (19)
(19)
Теперь, учитывая (12), (18) и (19), суммарные затраты равны
 (20)
(20)
Нетрудно заметить, что при n=s формула (19) совпадает с ранее полученной (8) в модели без дефицита.
Рассматриваемая задача управления запасами сводится к отысканию такого объема партии n и максимального уровня запаса s, при которых функция С (9) принимает минимальное значение. Другими словами, необходимо исследовать функцию двух переменных С (n,s) на экстремум. Приравнивая частные производные ∂C/∂n, ∂C/∂s к нулю, получим после преобразований систему уравнений:
 (21)
(21)
Решая систему, получаем формулы наиболее экономичного объема партии ñ0 и максимального уровня запаса s̃0 для модели с дефицитом:
 (22)
(22)
 (23)
(23)
Величина
 (24)
(24)
называется плотностью убытков из-за неудовлетворенного спроса и играет важную роль в управлении запасами. Заметим, что 0≤ρ≤1. Если значение с3 мало по сравнению с с2, то величина ρ близка к нулю: когда с3 значительно превосходит с2, то ρ близка к 1. Недопустимость дефицита равносильна предположению, что с3 = ∞ или ρ = 1.
Используя (24), основные формулы (22) и (23) можно записать компактнее:
 (25)
(25)
 (26)
(26)
В
силу (17) и (26) T1/T
= s̃0/n 0
=
ρ и Т2/Т
=
(n
0
- s̃0)/
n
0
=1-ρ.
Поэтому утверждение о том, что плотность
убытков из-за неудовлетворенного спроса
равна ρ,
означает, что в течение (1-
ρ)100%
времени от полного периода T
запас продукта будет отсутствовать.
0
=
ρ и Т2/Т
=
(n
0
- s̃0)/
n
0
=1-ρ.
Поэтому утверждение о том, что плотность
убытков из-за неудовлетворенного спроса
равна ρ,
означает, что в течение (1-
ρ)100%
времени от полного периода T
запас продукта будет отсутствовать.
Из сравнения формул (25) и (10) следует, что оптимальные объемы партий для задач с дефицитом и без дефицита при одинаковых параметрах связаны соотношением
 (27)
(27)
откуда
вытекает, что
оптимальный
объем партии в задаче с дефицитом всегда
больше (в 1/ раз),
чем в задаче без дефицита.
раз),
чем в задаче без дефицита.
►16.5. Найти наиболее экономичный объем партии и интервал между поставками, сохраняя условия задачи 16.2, кроме недопустимости дефицита, если известно, что отсутствие на сборке каждой детали приносит в сутки убытки в размере 3,5 ден. ед.
Решение. По условию с3 = 3,5. Ранее было получено по формуле (9) n0=4335 и по (15) Т0=13,2. Найдем плотность убытков из-за неудовлетворенного спроса по формуле (24): ρ=3,5/(0,35 + 3,5)=0,909, т.е. 100(1-0,909)=9,1% времени между поставками детали на сборке будут отсутствовать.
Теперь
оптимальный размер партии по формуле
(27) ñ0
= 4335/ = 4547. В силу (15) пропорционально увеличению
ñ0
должен увеличиться интервал между
поставками, т.е. T̃0
= T0/
= 13,2/
=
13,8 ≈14 дней.
= 4547. В силу (15) пропорционально увеличению
ñ0
должен увеличиться интервал между
поставками, т.е. T̃0
= T0/
= 13,2/
=
13,8 ≈14 дней.