

Устаткування і технологія прокатування на товстолистовому стані 2250.
Товстолистовий стан 2250 призначений для прокатування товстих листів товщиною від 4 до 25 мм, шириною від 1250 до 2000 мм, довжиною до 18000 мм.
Початковою заготівкою для стану 2250 служать сляби, що замовляються обтискному цеху відповідно до наряд - завданню. Сляби поступають на ад`юстаж цеху, де відбувається їх огляд, зачищення поверхневих дефектів і видалення окалини за допомогою різаків, зважування і заповнення бригадиром наряд - завдання з вказівкою непоправних дефектів.
Далі по транспортному рольгангу сляби подаються на завантажувальний рольганг методичної чотирьохзонної печі. Температура нагріву слябів 1100-12500С, тривалість нагріву від 1 до 2,5 годин, залежно від розмірів сляба. Піч складається з 4-х зон: методичної, 2-х зварювальних і томильної.
Нагріті заготовки за допомогою штовхачів видаються з печі і транспортуються до чорнової кліті, де відбувається «розкрій» сляба згідно однієї з 3-х схем прокатування: повної подовжньої, повної поперечної або подовжньо-поперечної. Температура кінця прокатування на чорновій кліті складає 10600С.
На чистовій чотирьохвалкової кліті відбувається остаточне формування листа. Температура кінця прокатування 750-8500С.
Всі листи, прокатані на стані, підлягають правці, оскільки при гарячому прокатуванні вони мають хвилястість із-за нерівномірного охолоджування. На стані застосовують 2 правильні машини гарячої правки.
РПМ-1 застосовують у випадку, якщо лист має достатньо високу температуру (не нижче 7000С) і товщину h>14 мм. РПМ-2 розташована за термічною прохідною піччю, яка служить для підігріву тих, що важко деформуються сталей і розкатів товщиною <10 мм, які швидко втрачають температуру.
Після цього листи підлягають огляду контролерами ВТК на інспекторському столі. У разі виявлення дефектів листи не кантують і подають на стелажі видачі для зачищення. Якщо ж навпаки, то листи за допомогою пальцьових кантувальників перевертають на іншу сторону і відправляють на ділянку різання.
Першими в потоці стоять дискові ножиці, за допомогою яких обрізають бічну кромку розкату згідно ширині за замовленням.
Потім обрізають передній і задній кінці смуги, а також ріжуть на мірні довжини на гільйотинних ножицях.
Температура різання повинна бути в межах 250-3500С.
На стелажах видачі листи остаточно оглядають і зачищають. У разі великої ураженості поверхні листа його відправляють на ділянку до обробки прокату.
Потім листи за допомогою магнітних кранів штабелюють на складі готової продукції і завантажують вагони згідно замовленням.
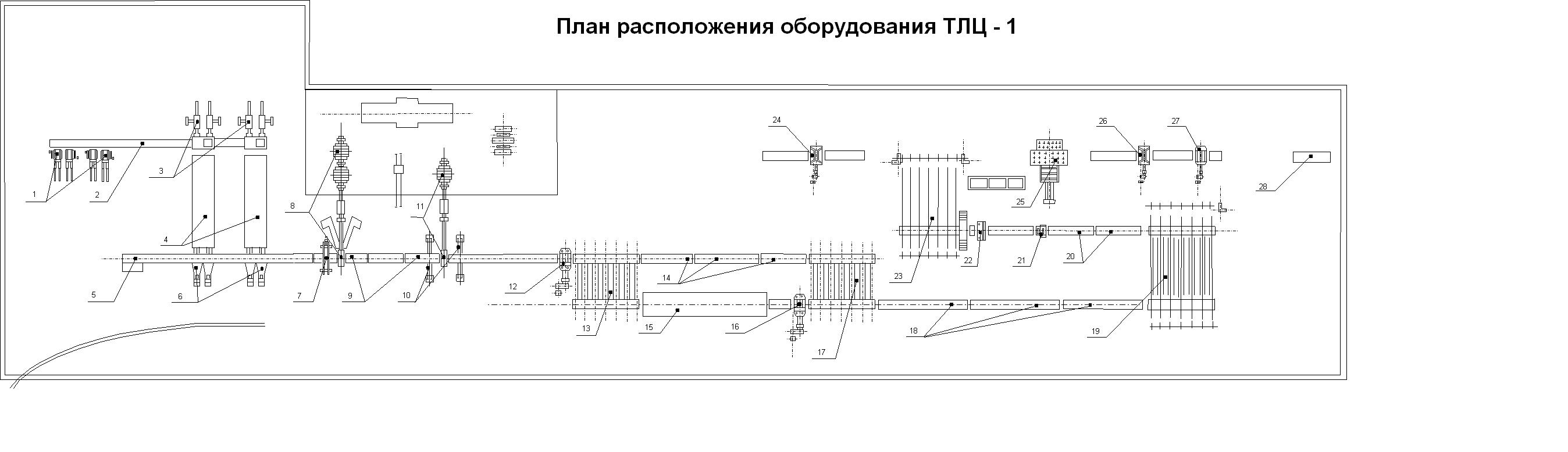
Штабелюючі столи зі зіштовхувачами слябів.
Завантажувальний рольганг.
Подвійний штовхач
Нагрівальні методичні печі
Рольганг повертання недокатів.
Амортизатори у печей
Маніпулятори перед кліттю Дуо
Чорнова кліть Дуо з головним приводом
Робочі рольганги клітей
Маніпулятори кліті Кварто
Чистова кліть Кварто з головним приводом
Листовипрямна машина № 1
Шлепер № 1
Транспортні рольганги
Проходна роликова піч
Листовипрямна машина № 2
Шлепер № 2
Транспортні рольганги
Інспекторський стіл с кантувачем та шлепером
Транспортні рольганги
Дискові ножиці з кромподрібнювачами
Ножиці поперечної різки
Стелажі видачі
Листовипрямна машина № 5
Поле гусиних шийок.
Листовипрямна машина № 3
Листовипрямна машина № 4
Машина термічної різки
Рисунок 2 – Схема розташування обладнання товстолистового цеху № 1