

6.3 Производство плоских каркасов
Для сварки плоских каркасов применяют комплект оборудования КТР-1001 УХЛЧ, предназначенный для изготовления арматурных каркасов шириной до 450 мм и длиной 1000 – 7200 мм., разработанные по специальной новой схеме.
Комплект состоит из механизма передачи и правки продольной арматуры, сварочного устройства, механизма отрезки, пакетировщика, опор, объединенных общей схемой управления. В состав оборудования комплекса входят также шкаф контакторный, шкаф автоматный, станция управления и пульт управления, находящийся в зоне размещения комплекса.
Механизм подачи и правки продольной арматуры имеет электромеханический привод вращения правильных барабанов. Вращение тянущим роликам передается через вал, звездочку и цепочную передачу, редуктор и шестерню. Расположенные над ним спаренные прижимные ролики имеют разные диаметры и прижимают продольные проволочки с помощью пневмоцилиндров. Переключение пневмоцилиндров происходит по сигналу датчиков, чем обеспечивается равномерность подачи продольных проволок в сварочную часть.
П одача поперечной проволоки осуществляется механизмом с электромеханическим приводом, а правка – системой правильных роликов.
Механизм отрезки с ножницами роторного типа имеет постоянно вращающийся электродвигатель постоянного тока с закрепленным на валу маховиком. Отрезка готового каркаса по сигналу датчика проходит при его непрерывном перемещении.
Техническая характеристика комплекса ктр-1001 ухлч
Размеры каркаса, мм.
- ширина…………………………………………………………………до 450
- длина……………………………………………………………….1000-7200
Число продольных стержней………………………………………….2 – 4
Диаметр прутков, мм.
- продольных………………………………………………………………4 – 8
- поперечных………………………………………………………………4 – 6
Шаг поперечных стержней, мм ………………………………100 – 500
Номинальная мощность, кВ∙А………………………………………….200
Производительность, м/мин…………………………………………до 60
Габаритные размеры, мм:
- длина……………………………………………………………………20660
- ширина……………………………………………………………………2000
- высота……………………………………………………………………6760
Масса, кг…………………………………………………………………...5800
Производство объемных каркасов
Объемные арматурные каркасы плоскостных ж/б изделий получают сваркой плоских сеток или отдельных арматурных стержней с расположенными перпендикулярно или узкими сетками.
Вертикальная двухсторонняя установка СМЖ-286А (рис. 6.14) имеет две вертикально расположенные сварочные рамы, на каждой из которых находятся направляющие для размещения подвижной площадки с устанавливаемым на ней кондуктором для сборки каркасов. Подъем и опускание площадки, перекатывающиеся в направляющих на колесах, осуществляется электромеханическим приводом с подъемно-втулочно-роликовой цепью и двумя противовесам, подвешенными на стальных канатах. Цепь перемещается звездочкой, закрепленной на выходном валу редуктора, а входной вал вращается электродвигателем через упругую муфту. На одной полумуфте имеется шкиф, на котором установки электромагнитный тормоз. Напротив каждой подвижности
п лощадки на колоннах смонтирован монорельс, на котором с помощью кареток установлены две подвесные сварочные машины МТП-806 со сварочными
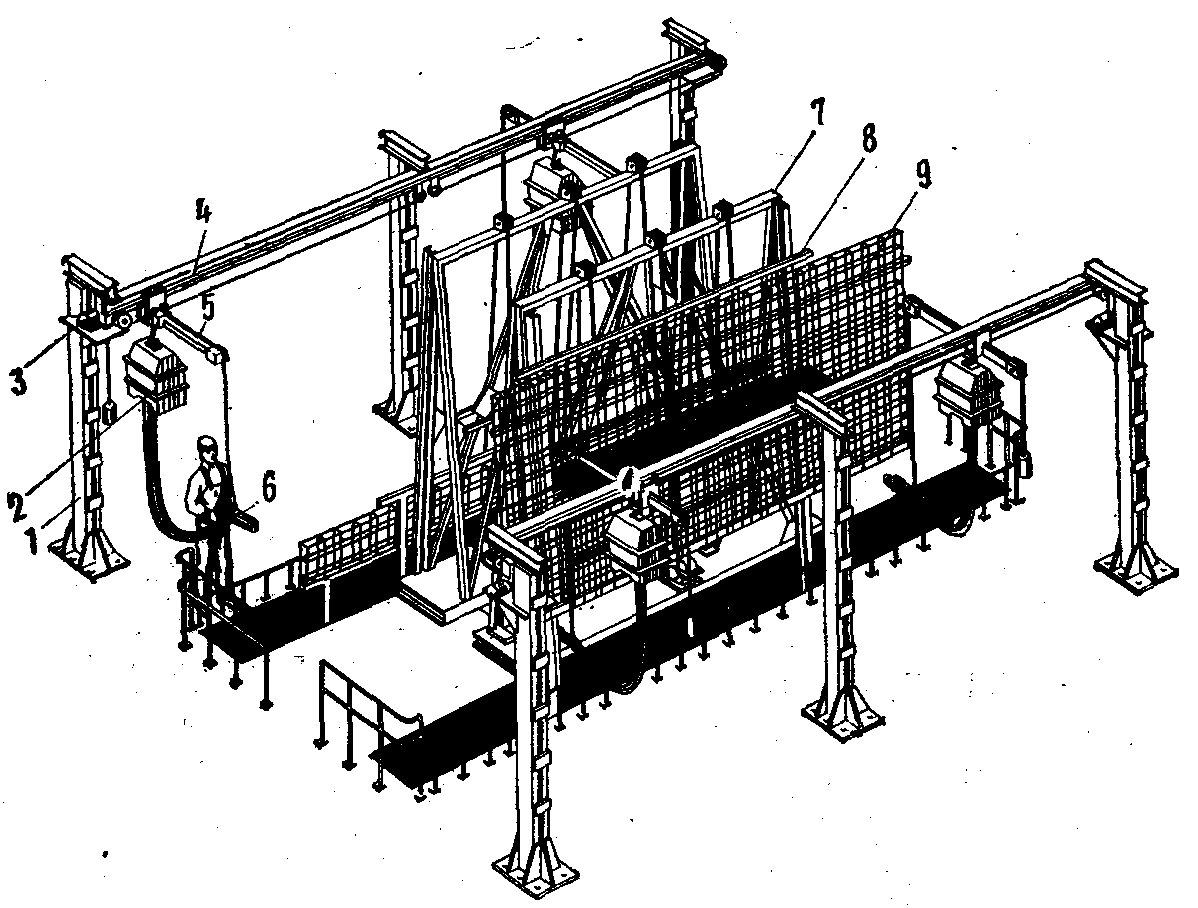
Рис. 6.14. Вертикальная установка СМЖ-286А для сборки и сварки арматурных каркасов:
1—колонна; 2—трансформатор подвесной сварочной машины; 3—привод перемещения сварочной машины по монорельсу; 4— монорельс; 5— поворотная консоль; 6 — клещи; 7 — рама; 8— подвижная площадка; 9 — арматурная сетка
клещами. Клещи подвешены на поворотной консоли, имеющей на концах блоки, через которые проходит канат. На одном конце каната подвешены клещи, а на другом – контргруз. Подвесные сварочные машины перемещаются вдоль монорельсов с приводом, включающим в себя электродвигатель, соединенной упругой муфтой с червячным редуктором, на входном валу которого каната. Один конец каната закреплен с одной стороны каретки сварочной машины, а другой проходит через огибной блок и закрепленный с другой стороны машины. От таких приводов каждая подвесная сварочная машина может перемещаться по монорельсам от середины до края кондуктора и обратно. Вытяжка каната устраняется с помощью винтовых стяжек.