

2 Технологічна частина
2.1Технологічна схема виробництва фасадних плиток
Сировина глиниста

Млини кульові

Вібросито
Сепаратор магнітний

БРС


Бункер запасу

Вібросито
Преси гідравлічні

Сушарка радіаційно - конвективна
Піч утильного випалу (піч тунельна)
Форсунки для нанесення глазурі
Піч политого випалу (піч тунельна)
СГП
Рисунок 1 – Технологічна схема виробництва фасадної плитки
2.2 Будова і принцип дії обладнання
 теплотехнічного
агрегату
теплотехнічного
агрегату
Радіаційно-конвективна сушарка – це агрегат безперервної дії. Застосовують їх для сушіння виробів пластичного формування (кислотостійких цегли і плиток, каналізаційних труб).
Сушарка встановлюється на лінії, об'єднаної єдиним транспортним органом-роликовим конвеєром. Секція сушила представляє собою сушильну камеру тунельного типу, яка складається з металевого каркаса, фанерованого зовні сталевим листом, теплоізоляційної футеровки. Каркас сушарки встановлений на рамі роликового конвеєра, а в стінках передбачених отвори для роликів.
Стіни сушарки товщиною в 250 мм викладені з пінодіатомітової цегли ПД-400 та шамотного легковаговика ШЛБ-0, 6. Під камери товщиною 200мм викладений з пінодіатомітової цегли ПД-400 і вистелений шамотом. Перекриттям служить металевий лист, на який покладені мінераловатні плити марки "150", закриті кожухом. У стінках з обох сторін сушарки в шаховому порядку улаштування люки з дверцята для очищення поду. Сушарка забезпечена газовими пальниками, встановленими під сітчастим конвеєром із двох сторін в шаховому порядку.
Сушилка1 обладнана системою для подачі гарячих газів від другої сушарки та відбору відпрацьованих газів. Падаючі колектора встановлюються під сіткою, а відбирають під перекриття. Кожен з колекторів має по чотири перфоровані трубчасті насадки, розташовані упоперек сушарки. Керамічні плитки, призначені для сушіння, транспортуються через сушарку сіткою. При цьому потоки продуктів горіння і гарячих пічних газів нагрівають вироби знизу вертикальними потоками, проникають у верхню частину сушарки і нагрівають стелю, який підігріває вироби зверху шляхом випромінювання. Таким чином вироби підігрівають одночасно знизу і зверху, що забезпечує рівномірну сушку.
 Друга
сушарка виконана аналогічна першій.
Відрізняється сушарка конструкцією
системи подачі теплоносія. В даній
конструкції застосований радіаційним
способом сушіння замість конвективного,
при якому теплоносій (гарячі гази від
печі) передає своє тепло виробам за
допомогою 2-х колекторів, верхнього
та нижнього.
Друга
сушарка виконана аналогічна першій.
Відрізняється сушарка конструкцією
системи подачі теплоносія. В даній
конструкції застосований радіаційним
способом сушіння замість конвективного,
при якому теплоносій (гарячі гази від
печі) передає своє тепло виробам за
допомогою 2-х колекторів, верхнього
та нижнього.
Для створення циркуляції повітря і відборів продуктів горіння в сушарці є колектор з двома перфорованими насадками, розташованими під перекриттям сушарки/2/.
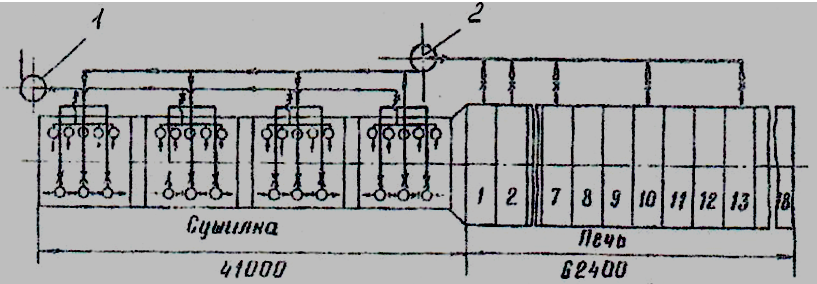
Рисунок 2 – Радіаційно-конвективна сушарка для сушіння керамічної плитки
2.3
Заходи з техніки безпе ки
ки
Для спостереження за процесом сушіння виробів, виїмки проб і очищення пода радіаційної сушарки повинно бути оснащеним спеціальним щільно зачиненими люками.
При наявності вертикально відчинених дверцят і кришок, вони повинні бути врівноважені контр вантажами. Зусилля, яке прикладається для відкривання, повинно бути не більше 6 кг·с.
Розташування люків в сушарці і їх розміри повинні забезпечувати можливість візуального огляду всієї поверхні пода і виключати наявність «мертвих зон» при його очищенні.
Для зручності очищення необхідно забезпечувати відстань від пода сушарки до транспортуючого органу не менше 160 мм.
Транспортуючі органи сушарок (ланцюги, сітки, тощо) необхідно оснащувати спеціальними натяжним обладнанням, яке усуває їх провисання. Допускається стріла провисання нижньої гілки транспортуючого органу не більше 50 мм, а верхньої гілки – не більше 10 мм.
Конструкція радіаційної сушарки повинна забезпечувати можливість демонтажу приводного, ведучого чи натяжного приладів при їх ремонті без роз’єднання транспортуючого органу.
Конструкція загальних корпусів підшипників повинна забезпечувати можливість зручного і безпечного виконання ремонтних робіт по заміні будь-якого підшипника, який знаходиться в загальному корпусі. Роботи по заміні таких підшипників не повинні бути пов’язані з великою трудомісткістю.
Опорні площадки для встановлення і кріплення корпусів підшипників повинні розташовуватись горизонтально. Корпуси підшипників повинні встановлюватись на площадку тільки зверху /3/.