

4.3. Составление технологической схемы разделения труда
Исходными данными для составления технологической схемы потока являются: технологическая последовательность обработки изделия; такт потока, по которому рассчитывают условия согласования; тип потока и вид запуска (см. табл. 16).
Комплектование неделимых операций в организационные проводят с целью определения объёма работы по каждой организационной операции в соответствии с тактом потока.
Экономически целесообразно, чтобы технологические операции, составляющие организационную, выполнялись на одном и том же оборудовании, с помощью одних и тех же приспособлений, требовали одних и тех же режимов обработки, т.е. технологически не делимые операции, составляющие организационную, должны быть технологически сходными.
При комплектовании некоторые организационные операции могут получиться с отклонением от такта. Точное согласование этих операций проводится применением ряда мероприятий: изменением способов обработки, применением более совершенного оборудования и приспособлений, изменением технологического режима и оборудования, объединением или расчленением операций с выделением основных функций и вспомогательных.
Если отклонение от такта потока принять равным 10%, то расчетное время выполнения организационной операции равно: t p = (0,90 – 1,10) τ , это основное условие согласования времени операций для потока, где изготавливается один вид или модель изделия.
Согласование времени организационных операций. Производственные требования к согласованию времени операций потока для разных типов потока имеют свои особенности. Основными требованиями из них являются:
Соблюдать последовательность и неделимость технологических операций в соответствии с составленной технологической последовательностью обработки изделия для обеспечения высокого качества обработки и прямоугольного движения деталей.
2. Объединять неделимые операции смежных разрядов или разных по разряду и по виду работ для полного использования квалификации рабочего и оборудования.
3. Объединять неделимые операции в одну организационную по технологической целесообразности.
4. Число кратных операций должно быть минимальным, так как их наличие требует дополнительного адресования изделий по рабочим местам.
При комплектовании организационных операций наряду с выполнением условий согласования необходимо учитывать следующие условия:
– последовательность организационных операций должна соответствовать технологической последовательности обработки изделия;
– технологически неделимые операции должны быть объединены в одну организационную операцию с учетом однородности используемого оборудования, техоснастки, режимов обработки, тарифного разряда работ и т. п. (допускается объединение работ смежных разрядов);
– организация труда должна быть рациональной (исключающей монотонность в работе, обеспечивающей удобство выполнения операций и т.п.).
Скомпоновав организационные операции, устанавливают затрату времени на их выполнение (сумма затрат на технологически неделимые операции, входящие в организационную). Далее выбирают конкретное оборудование и средства техоснастки, устанавливают режимы обработки. Потом рассчитывают норму выработки и число рабочих (расчетное и фактическое).
При комплектовании организационных операций необходимо также обеспечить синхронизацию этих операций с тактом потока. Синхронизации (приближения продолжительности организационной операции к такту потока) можно достичь:
– изменением состава организационной операции. При этом можно добавить или убрать технологически неделимые операции (если это возможно);
– выбором более совершенных оборудования и средств малой механизации;
– выбором более совершенных технологических приемов; подбором исполнителей с учетом их индивидуальных качеств и квалификации.
Распределение организационных операций по секциям и закрепление деталей кроя изделия по группам обработки зависят от степени прерывности и определяются организационной формой потока (секционный или несекционный поток).
При распределении организационных операций по секциям выполняют следующие условия:
– выделяют организационные операции в заготовительную секцию так, чтобы после обработки деталей и узлов получить полуфабрикаты, готовые к монтажу изделия;
– выделяют организационные операции в монтажную секцию так, чтобы после обработки полуфабрикатов получить изделие;
– концентрируют специальное оборудование для обеспечения его полной загрузки.
При отборе и закреплении деталей кроя изделия за группами (при организации подетально-групповых участков в заготовительной секции) следует обеспечить:
–
– возможность полной обработки деталей в группе; близкую затрату времени на обработку деталей в организуемых группах;
– максимальную загрузку оборудования.
Комплектование неделимых операций в организационные представляют в форме таблицы (см. табл. 17) .
При составлении таблицы согласования следует выполнять все необходимые условия комплектования операций.
Таблица 17– Согласование затрат времени на выполнение операций
Номер организационной операции |
Номера неделимых операций |
Затраты времени на неделимые операции, с |
Специальность
|
Разряд |
Затраты времени на организационные операции, с |
Количество рабочих, чел. |
Оборудование приспособления, инструменты |
|
Расчетное |
фактичесское |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
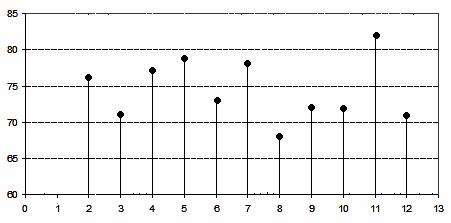
Далее составляют график согласования (график синхронности). График показывает загрузку по каждой организационной операции потока. На оси ординат откладывают значения такта и допустимых отклонений от такта, проводят горизонтали. На оси абсцисс – равные отрезки и ставят точки.
Около каждой точки пишут номер организационной операции. Из этих точек проводят перпендикуляры, на которых откладывают затрату времени на выполнение организационных операций; получают координаты операции.
Если операция кратная, то на перпендикулярах откладывают время, приходящееся на одного исполнителя.
График согласования операций представлен на рисунке (см. рис. 2).
τ (Такт)
с
Номер организационной
операции
Р
Номер
организационной
операции
После построения графика его оценивают с точки зрения равномерности загрузки всего потока, каждой секции и по каждой операции.
Для определения степени загруженности потока, т. е. соответствия затрат времени на организационные операции такту потока, рассчитывают коэффициент их согласования.
Коэффициент согласования рассчитывают по формуле: Кс = Т/Кф τ, где Т – трудоемкость изготовления изделия, с; Кф– фактическое число рабочих; τ –такт потока, с. Если Кс < 1, то на потоке больше организационных операций с затратой времени меньшей, чем такт потока (поток недогружен), а если Кс > 1, то на потоке больше организационных операций с затратой времени большей, чем такт потока (поток перегружен).
Пример: Определим коэффициент согласования Кс на потоке с выпуском 300 ед. в смену, у которого τ = 92 с, Т= 8000 с, Кф = 84 чел.
Определим коэффициент согласования Кс=Т/(Кфτ);
Кс = 8000 / (84 • 92) = 1,03
Коэффициент согласования превышает допустимые пределы отклонения.
Поэтому произведем уточнение такта потока, для чего примем Кс = 1 и определим новый такт:
1 = Т (К ф τ '); τ = 8000 / 84 = 95 с.
Пересчитаем выпуск потока в смену М по уточненному такту τ . М = R / τ;
М = 29 520 / 95 = 310 ед
Технологическая схема разделения труда представлена в таблице 18.
Таблица 18 – Технологическая схема разделения труда
одномодельного потока
Наименование изделия ……………………………….
Расчетная мощность М, единиц в смену……………..
Такт потока, с ………………………………………….
Число рабочих на потоке ……………………………..
Время изготовления изделия, с……………………….
Оборудования, приспособления и инструменты |
10 |
Cs–371 |
Cs–371 |
Cs–371 |
Cs–371 |
Cs–371 |
Cs–371 |
|
Число рабочих
|
фактическое Nф |
9 |
|
|
|
|
|
|
Расчетное Nр=tорг.оп./такт |
8 |
|
|
|
|
|
1,01 |
|
Норма выработки за смену R/t орг. оп. |
7 |
|
|
|
|
|
97,6 |
|
Затраты времени,на организационные операции |
6 |
135 |
90 |
25 |
20 |
25 |
29 |
|
Разряд организационной операции |
5 |
4 |
4 |
4 |
4 |
4 |
4 |
|
Специальность организационной операции |
4 |
П |
П |
П |
П |
П |
П |
|
Содержание организационной операции, состоящих из неделимых операций |
3 |
Дублирование полочек |
Дублирование нижнего воротника |
Дублирование припуска накладного кармана |
Дублирование листочки кармана |
Дублирование обтачек кармана |
Итого операций: |
|
Номера технологически неделимых операций |
2 |
4 |
5 |
7 |
8 |
9 |
|
|
Номер организационной операции |
1 |
|
|
|
|
|
|
|
Технологическая схема разделения труда заполняется, подводятся итоги по каждой графе по секциям, группам (если они есть) и по всему потоку. После составления технологической схемы разделения труда потока проводят ее анализ расчетным и графическим методами. Далее представим сводку рабочей силы и сводку оборудования потока, исходя из схемы разделения труда в табличной форме (см. таблицы 19, 20).
Таблица 19 – Сводка рабочей силы
Разряд |
Время на выполнение работ по специальности |
Общее время |
Кол-во рабочих |
Сумма разрядов |
Тарифный коэффициент |
Сумма тарифных коэффициентов |
||||
Р |
М |
СМ |
У |
П |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
1 |
- |
- |
- |
- |
- |
- |
- |
- |
1,0 |
|
2 |
- |
- |
- |
- |
- |
- |
- |
- |
1,096 |
|
3 |
1040 |
- |
- |
- |
- |
1040 |
3,6 |
10,8 |
1,212 |
4,36 |
4 |
255 |
3251 |
1400 |
- |
4089 |
8995 |
30,9 |
123,6 |
1,346 |
41,59 |
5 |
2568 |
636 |
1366 |
- |
- |
4570 |
15,7 |
78,5 |
1,558 |
24,46 |
Итого времени по спец. |
3863 |
3887 |
2766 |
- |
4089 |
14605 |
|
212,9 |
|
70,40 |
Кол-во рабочих |
13,3 |
13,4 |
9,5 |
- |
14,1 |
|
50,2 |
|
|
|
Уд. вес кол-ва раб. |
26 |
27 |
19 |
- |
28 |
100% |
|
|
|
|
Далее определяют сводку оборудования для потока (см. табл. 20).
Таблица 20 – Сводка оборудования потока
№ п/п |
Наименование оборудования, фирма изготовитель |
Основное |
Запасные |
Всего |
1 |
2 |
3 |
4 |
5 |
1 |
Рабочий стол |
12 |
2 |
14 |
2 |
1022- М «Орша» |
12 |
2 |
14 |
3 |
51- 2845 «Агат» |
2 |
1 |
3 |
4 |
51- А «Подольск» |
1 |
1 |
2 |
5 |
302 «Подольск» |
1 |
1 |
2 |
6 |
852х38 «Подольск» |
1 |
– |
1 |
7 |
2222 – М «Орша» |
1 |
– |
1 |
|
Итого |
30 |
11 |
42 |
Далее следует написать выводы по главе с результатами расчетов.