

СИСТЕМА АВТОМАТИЧЕСКОГО КОНТРОЛЯ В ГАП
Система автоматического контроля является важнейшим звеном ГАП в смысле обеспечения возможности реализации безлюдного производственного процесса.
Под техническим контролем понимается проверка соответствия объекта установленным техническим требованиям. В ГАП технический контроль охватывает все средства производства и осуществляется посредством САК. Эта система решает следующие задачи:
1) получение и предоставление информации о свойствах, техническом состоянии и пространственном расположении контролируемых объектов, а также о состоянии технологической среды и производственных условий;
2) сравнение фактических значений параметров с заданными;
3) передача информации о расхождениях с параметрами моделей производственного процесса для принятия решений на различных уровнях управления ГАП;
4) получение и предоставление информации об исполнении заданных функций.
Система автоматического контроля должна обеспечивать автоматическую перенастройку средств контроля в пределах заданной номенклатуры контролируемых объектов, полноту и достоверность контроля, а также надежность средств контроля. Динамические характеристики САК должны соответствовать динамическим свойствам контролируемых объектов.
В табл. 2.4. приведена классификация видов контроля.
Целью контроля может быть, с одной стороны, поддержание требуемого уровня качества продукции с помощью контроля параметров материала, заготовок, инструмента, приспособлений; режима изготовления, измерения и испытания изделия; параметров технологических средств и изделия, а с другой—поддержание в работоспособном состоянии всего автоматического оборудования, вычислительной техники и программного обеспечения путем контроля и диагностирования.
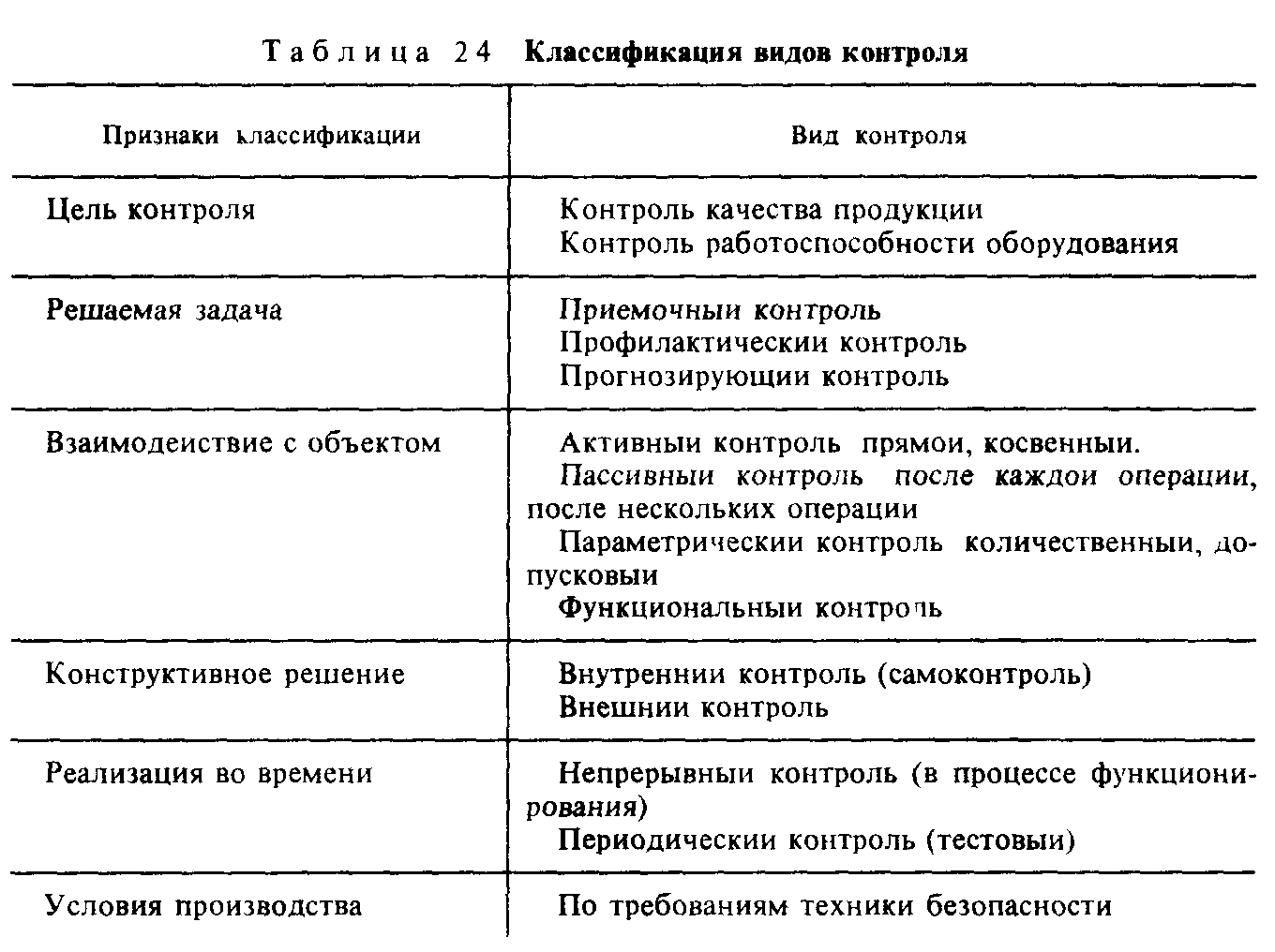
По виду решаемой задачи контроль может быть приемочным, профилактическим и прогнозирующим, а по взаимодействию с объектом—активным и пассивным, параметрическим и функциональным. Активный контроль, в отличие от пассивного, позволяет исключить появление брака за счет своевременного введения корректирующих воздействий по результатам измерений. Параметрический контроль осуществляется посредством измерения значений параметров объекта контроля. Функциональный контроль определяет способность правильного выполнения функций, возлагаемых на контролируемый объект, и осуществляется путем сравнения с заданными значениями выходных состояний объекта контроля, например электронной схемы. При этом может выполняться анализ и обработка результатов сравнения, а также диагностирование и поиск дефектов.
По конструктивному решению контроль подразделяется на внутренний и внешний. Внутренний контроль в отличие от внешнего позволяет проводить самоконтроль за счет встроенных средств, например датчиков состояния. Применительно к электронной аппаратуре в этом смысле часто используется термин самотестирование, когда при контроле объект функционирует не на рабочих, а на тестовых воздействиях. Соответственно по реализации во времени контроль может быть непрерывным, когда он производится в процессе функционирования объекта, и периодическим, когда используются тестовые воздействия.
В зависимости от условий производства осуществляется контроль, необходимый для обеспечения техники безопасности. Его основное назначение—профилактика или корректирование работы систем для обеспечения номинальных условий их эксплуатации. Например, пожаробезопасность обеспечивается своевременным обнаружением дыма или огня специальными датчиками. На технологическом оборудовании самоконтроль позволяет остановить систему в случае разрегулирования серводвигателя или зажимного патрона при наличии перегрузок или появлении постороннего предмета в зоне обработки.

Рис. 2.14. Место системы автоматического контроля вГАП
В условиях ГАП система автоматического контроля выполняет роль связующего звена между ячейками ГАП, обеспечивающими системами и системой управления (рис. 2.14).
Типовая структура САК включает три уровня (рис. 2.15).
Верхний уровень обеспечивает общий контроль совокупности автоматических ячеек для координации их взаимодействия, перенастройки и ремонта; выдачу информации на пульт управления ГАП; решение задач по получению и обработке информации с автоматических ячеек, а также по самоконтролю.
Средний уровень гарантирует контроль автоматической ячейки и предоставление на верхний уровень обобщенной информации
о свойствах, техническом состоянии и пространственном расположении контролируемых объектов и составных частей ячейки. При этом решаются задачи по получению и обработке информации о контролируемых параметрах объекта, технологической среды и автоматической ячейки, а также по самоконтролю.
Нижний уровень обеспечивает контроль объектов обработки, технического состояния и пространственного расположения составных частей элементарной автоматической системы, которой может быть станок с ЧПУ, ПР или другое автоматическое оборудование. На этом уровне САК решает задачи по получению и преобразованию

Рис. 2.15. Типовая структура САК
информации о контролируемых параметрах и функциях объекта обработки и составных частей элементарной автоматической системы; контролю за исполнением технологических переходов; передаче информации на средний уровень, а также в систему технического обслуживания для прогнозирования постепенных отказов инструмента и оборудования.
Контроль обеспечивающих систем может быть распределен по разным уровням в зависимости от конкретных условий производства.
Существует пять режимов функционирования САК: запуск, рабочий, наладочный, «плановый останов» и аварийный .
Режим запуска начинается с опроса всех элементов и систем ГАП. При этом проводится диагностика их технического состояния, дается команда на выход всех систем в начальное положение и контролируется ее исполнение, проверяются наличие и коль! инструментов и заготовок. В процессе проверки система следит за устранением выявленных неисправностей.
В режиме запуска задействованы все уровни контроля. На нижнем уровне системы определяются значения параметров и функции контролируемых компонентов элементарной автоматической системы и затем оценивается их соответствие заданным нормам. Информация о техническом состоянии и пространственном расположении компонентов элементарной автоматической системы передается в управляющую микроЭВМ. Эта информация является основой для принятия решений о техническом состоянии средств обработки и объекта обработки. Техническое состояние самой микроЭВМ контролируется ЭВМ среднего уровня. Информация о техническом состоянии объектов обработки передается на ЭВМ для накопления и статистической обработки. Затем ЭВМ среднего уровня передает информацию о техническом состоянии автоматической ячейки и обобщенную информацию об объектах обработки на ЭВМ верхнего уровня. ЭВМ среднего уровня подвергается периодическому самоконтролю по сигналам с центральной ЭВМ и передает ей информацию о своем техническом состоянии. ЭВМ верхнего уровня подвергается периодическому самоконтролю и принимает решение о режиме функционирования САК по информации от автоматических ячеек.
В рабочем (номинальном) режиме САК обеспечивает контроль за качеством изготовления продукции; потоками изделий, инструментов, энергии, информации; функционированием вспомогательных систем (очистка от стружки, промывка, охлаждение, транспортировка стружки, отсасывание пыли, подача охлаждающей жидкости, кондиционирование воздуха и др.); техническим состоянием всех элементов и систем ГАП.
В наладочном режиме (режиме перенастройки) управляющая информация поступает на ЭВМ верхнего уровня, которая принимает решения о реконфигурации системы контроля на среднем и нижнем уровнях. ЭВМ нижнего уровня устанавливает совокупность контролируемых параметров и функций объектов обработки, а также нормы контроля.
Режим «планового останова»— специфический режим функционирования ГАП, предназначенный для обеспечения последующего запуска не с «нулевого» (начального) момента работы системы, а с момента ее останова. Обычно в данном режиме предусматриваются завершение операции обработки на станках, снятие и отправка деталей на накопители или склад, разгрузка и приведение роботов-автооператоров и штабелеров в необходимое для останова положение, запись состояния ГАП на магнитный носитель (диск, ленту), отключение всех видов энергоносителей и всех пультов. Задача САК при этом состоит в контроле отработки сигналов управления. Кроме этого, поскольку реализация режима занимает некоторый промежуток времени, в течение которого элементы и системы ГАП последовательно прекращают функционирование, можно провести диагностику систем и выдать диспетчеру информацию для наладчиков и ремонтников.
Аварийный режим инициируется любым уровнем САК. На нижнем уровне он вызывается превышением допустимого брака, отклонением от нормы параметров либо элементарной автоматической системы, либо самих средств контроля. Сигнал об аварийном состоянии с каждого из уровней передается на более высокий уровень и отображается на пульте управления ГАП.
Технические средства контроля ГАП включают в себя измерительные преобразователи (датчики), аналого-цифровые преобразователи, сенсорные подсистемы технического зрения, автоматические тестеры и координатные измерительные машины.

Рис 2 16 Условная классификация датчиков
Измерительные преобразователи являются первичными носителями информации и составляют важнейший класс устройств контроля в условиях ГАП. Измерительный преобразователь— это средство измерений, предназначенное для выработки сигнала измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки и (или) хранения, но не поддающейся непосредственному восприятию наблюдателем. В качестве краткой формы для термина измерительный преобразователь используется термин датчик.
В зависимости от конкретных условий эксплуатации к датчикам предъявляются самые различные требования, основными из которых являются следующие:
1) однозначная зависимость выходной величины от входной;
2) высокая чувствительность;
3) стабильность характеристик во времени;
4) соответствие динамических характеристик условиям измерений;
5) помехоустойчивость и взрывобезопасность;
6) технологичность конструкции;
7) удобство монтажа и обслуживания.
Поскольку в ГАП измерительная информация обычно обрабатывается с помощью ЭВМ, на выходе датчиков предпочтительно иметь электрический сигнал. Условная классификация датчиков по методам получения информации представлена на рис. 2.16. Ilo способности восприятия информации на различных расстояниях от ее источника датчики делятся на бесконтактные и контактные.
Бесконтактные датчики позволяют определять в основном геометрические характеристики объектов с помощью технического зрения и локации. Сравнительные характеристики бесконтактных датчиков различных типов даны в табл. 2.5. Контактные датчики измеряют действующие силы и моменты, а также фиксируют координаты точек их приложения посредством силомоментных и тактильных методов измерения.
Указанная классификация обусловлена характером технологических операций, для автоматизации которых предназначены датчики, устанавливаемые на оборудовании.
Техническое зрение используется в промышленности на операциях распознавания и сортировки деталей, взятия деталей из навала, измерения координат движущихся деталей, определения ориентации деталей на сборочных и других участках производства, а также на операциях контроля качества деталей.
Локационные датчики используются для измерения в случае нецелесообразности или невозможности применения технического зрения. Например, эффективна установка локационных датчиков в захвате ПР для слежения сварочной головки за траекторией шва. В условиях ГАП использование локационных датчиков в качестве датчиков безопасности позволяет предотвращать столкновение подвижных частей технологического оборудования с предметами и людьми, случайно оказавшимися в рабочей зоне. Многообразие методов преобразования измерительной информации при локации отражено на рис. 2.17.
Силомоментные датчики применяются при выполнении механической сборки, абразивной зачистки и шлифовки изделий, где в процессе выполнения технологической операции необходимо измерять силы и моменты.
Тактильные датчики целесообразно использовать при поиске объектов, идентификации и определении их пространственного расположения; для обнаружения проскальзывания детали и при регулировании усилия захватывания детали, например, в захватном устройстве ПР. Если контактное усилие не вызывает смещений и деформаций контролируемого объекта, то применяются щуповые методы контроля размеров и формы изделий. Измерительные щупы могут быть выполнены в виде как одиночных щупов (для контроля по одной координате), так и трехкоординатных измерительных головок или головок со сменными щупами (для контроля сложнопрофильных изделий). На рис. 2.18 изображен внешний вид электронных щупов.
Точечные электронные щупы позволяют проводить измерение, не останавливая движение измерительной головки, причем многопозиционные точечные щупы с гнездами для наконечников могут контролировать все грани детали без изменения направления щупа.
Электронные щупы для непрерывного сканирования осуществляют точное непрерывное измерение геометрических линий и поверхностей в трехмерном пространстве. Они позволяют повысить динамические характеристики измерительной машины.

Рис 2 18 Электронные щупы фирмы DEA а — точечный, б — непрерывного сканирования [5]
Аналого-цифровые преобразователи (АЦП) — это вид технических средств контроля, обеспечивающий преобразование аналоговых сигналов, поступающих с датчиков, в эквивалентные значения цифрового кода для последующей обработки.
К основным элементам аналоговой части АЦП относятся операционные усилители, компараторы напряжения, схемы выборки и хранения, а также аналоговые ключи и коммутаторы, которые используются для коммутации аналоговых сигналов между источником и нагрузкой. Цифровая часть, реализуемая на логических комбинационных схемах, сдвиговых регистрах, счетчиках и других элементах, выполняет функции кодирования, запоминания, сравнения, сдвига и сложения цифровой информации.
Аналого-цифровые преобразования делятся на последовательные, параллельные и последовательно-параллельные. Способы преобразования в АЦП определяют достижимые значения их основных параметров, в частности таких, как время преобразования и число разрядов. При этом известны различные модификации схем, реализующих соответствующие способы.
Сенсорные подсистемы технического зрения представляют собой терминальные подсистемы предварительной обработки видеоинформации, которые могут взаимодействовать через стандартные линии связи с ЭВМ верхнего уровня. Они являются универсальным средством для решения широкого круга задач контроля качества, идентификации и обеспечения управления, в частности, сборочными операциями.
Контроль деталей, изготовляемых на станках с ЧПУ.
На станках с ЧПУ, работающих в автономном режиме, первоначальная размерная настройка и текущая подналадка, наблюдение за износом режущих инструментов, своевременная замена износившихся инструментов и введение размерной настройки после такой замены выполняются оператором (наладчиком).
На станках, работающих в составе ГПС, все эти функции выполняются автоматически, так как ГПС оснащены комплексом аппаратных и программных средств, являющихся элементами системы автоматического контроля (САК). При наличии САК уменьшаются простои оборудования и создаются предпосылки для многостаночного , обслуживания и работы в третью смену (при ограниченной численности персонала). Однако оснащение системами автоматического контроля станков, работающими автономно (не в составе ГПС), экономически невыгодно. В этом случае, используя высокие точностные характеристики станков, измеряют детали непосредственно на станке.


Современные многоцелевые станки с высокой точностью координатных перемещений, которая не уступает точности координатно-измерительной машины (КИМ), позволяют измерять размеры заготовок непосредственно на станках, а КИМ использовать только для выборочного комплексного контроля изданий.
Недостатком измерения заготовок непосредственно на станке являются его дополнительные простои и, как следствие, — снижение его производительности. Целесообразность такого измерения определяется экономическим эффектом.
Технические средства контроля размеров деталей разнообразны.
Для измерения используют специальные стационарные и переносные приспособления с механическими, оптическими, электрическими, пневматическими, индуктивными и другими датчиками. Системы активного контроля предназначены для замера заготовки в процессе
обработки. Обычно они имеют обратную связь с системой ЧПУ станка и в случае отклонения положения инструментов подают сигнал на его корректировку. Существуют также пассивные системы контроля, связанные либо с остановкой станка для замера обрабатываемой заготовки универсальными средствами, либо со снятием детали со станка после обработки (для дальнейших измерении).
Измерительные устройства выполняют прямой контроль деталей, когда они определяют их размеры, и косвенный контроль, когда они определяют поломку инструментов и их износ. Различают датчики первого типа, которые периодически "ощупывают" заготовку инструмент, и датчики второго типа, непрерывно измеряющие составляющие силы резания или крутящий момент на шпинделе станка. По результатам измерения последних можно определить состояние режущего инструмента, так как чем более затуплен инструмент, тем больше силы резания и крутящий момент.
С помощью датчиков первого типа (непосредственного измерения) производятся измерения наиболее точно, но при этом увеличиваются затраты времени и тем самым снижается производительность станка. Кроме того, подналадочные операции могут быть осуществлены лишь при обработке следующей заготовки.
Датчики второго типа не имеют указанных недостатков, но они менее точны, так как в процессе измерения регистрируется суммарный эффект, зависящий от состояния инструмента, фактического припуска, твердости обрабатываемого материала и параметров резания. При этом достаточно трудно выявить влияние каждого из этих параметров в отдельности.
Наиболее распространены и перспективны датчики первого типа, которые можно разделить на индикаторы контакта (датчики касания) и головки отклонения. Датчики касания состоят из головки и электронного блока. Оснащенный ими станок, работая в режиме координатно-измерительной машины, проверяет линейные размеры обрабатываемых заготовок по направлениям своих координатных осей.
На станках с ЧПУ сверлильно-фрезерно-расточной группы при выполнении контрольных операций измерительный щуп устанавливают в одну из позиций инструментального магазина станка. Автооператор смены инструмента при необходимости измерения детали по команде от ЧПУ устанавливает измерительный щуп непосредственно в шпиндель станка и подводит его в соответствующие точки рабочей зоны. Измерительный щуп по программе может проверять перед обработкой положение заготовок в приспособлении-спутнике и установку спутника на столе станка. Это очень важно, при отсутствии человека необходимо определить идентичность поступившей на станок заготовки, программы ЧПУ и подготовленного комплекта режущего инструмента (эта операция называется идентификация). Для идентификации деталей предусматривают специальные конструктивные элементы, например, приливы определенной конфигурации. Опознание этих элементов методом ощупывания свидетельствует об идентификации деталей. Достоинством измерительных головок является возможность немедленной корректировки обнаруженных ошибок и отклонений.
Датчики касания связаны с устройством ЧПУ специальной интерфейсной платой, которая содержит программно-доступные счетчики перемещения (по одному на координату). Каждая координата имеет датчик обратной связи, который дает импульс (сигнал) на вход соответствующего счетчика перемещения. Схема передачи импульсов в систему ЧПУ станка при измерении датчиком касания диаметра обрабатываемых заготовок на токарном станке с ЧПУ приведен на рис. 4.18. Таким образом, точность измерения при использовании датчиков касания зависит от погрешностей их срабатывания, измерительной системы станка, системы обратной связи станка, от тепловых деформаций и некоторых других причин. Такой способ контроля приводит к погрешностям измерения и вызывает необходимость корректировки.
Более широкое распространение получили головки различной конструкции (благодаря своей относительной простоте). Они фиксируют фактическое положение измерительного щупа, находящегося в контакте с контролируемой поверхностью детали при перемещении рабочего органа станка по управляющей программе, поэтому нет необходимости в связи головки 'с устройством ЧПУ станка, что увеличивает точность выполняемые измерений.


Головку отклонения для определения размеров деталей закрепляют в стандартной шпиндельной оправке и при наладке станка помещают в одно из гнезд инструментального магазина. Для перемещения в рабочее положение измерительная головка по заданной программа подается автооператором станка в шпиндель и автоматически тай закрепляется. После измерений головка автоматически возвращается в инструментальный магазин Одноконтактная однокоординатная измерительная головка (рис. 4.19) позволяет опознать соответствующую заготовку по характерным для нее поверхностям, контролировать точность установки (базирования) приспособления-спутника или заготовки, измерять размеры, а также отключения формы различных поверхностей. Она предназначена для работы на многоцелевых станках с ЧПУ сверлильно-фрезерно-расточной группы. Такая измерительная головка выполнена в виде переходной оправки 1 с закрепленным в ней виброконтактным датчиком 2 и устройством 3 электрической связи с автономным электронным отсчетньм устройством или с устройством ЧПУ станка. Головку, закрепленную в стандартной шпиндельной оправе 4, устанавливают в инструментальный магазин, и для необходимых измерений автооператор магазина подает ее в шпиндель станка. На производстве используются также двухконтактные, двухкоординатные и другие измерительные головки, которые без измерительной системы станка или совместно с ней определяют диаметры заготовок и отклонения формы их отверстий, контролируют межцентровые расстояния, расстояния между плоскостями заготовки, отклонения положения приспособления-спутника или заготовки на станке, смещение точки позиционирования шпинделя станка от расчетной точки, отклонения формы прямолинейных и цилиндрических поверхностей и т.д.


Контрольно-измерительная машина.

Контрольно-измерительные операции могут проводиться на КИМ. они отличаются более высокими производительностью и точностью измерений, чем у металлорежущих станков, на которых выполняется контроль, но гораздо дороже последних.
На рис. 4.20 показана КИМ итальянской фирмы "КОМАТ" в составе ГПС. Она расположена в отдельном термоконстантном помещении 3, имеющем на входе климатизирующий шлюз, который сохраняет внутри помещения требуемую температуру и предотвращает излишнюю при подаче контролируемых деталей. В помещении смонтированы комбинированные транспортный и приемный столы, а также устройство смены щупов. Детали, смонтированные на приспособлении-спутнике (паллете) 8, подаются автоматической транспортной тележкой 4 на тактовый стол 5, откуда они через транспортный 6 и приемный 7 столы подаются в рабочую зону измерительной машины 1.
Узел транспортирования деталей управляется программным устройством. Оно имеет диалоговую связь с ЭВМ 2 измерительного агрегата и управляющей ЭВМ ГПС верхнего уровня, чем достигается оптимальная синхронизация функционирования общего рабочего процесса без вмешательства оператора.
В автоматизированный измерительный комплекс входят две координатно-измерительные машины с управляющими ЭВМ, которые объединены в управляемую с помощью ЭВМ систему с централизованным складом деталей. Благодаря складу измеряемых деталей предотвращаются простои дорогостоящих КИМ вследствие ожидания деталей. Контролируемые заготовки устанавливаются вручную и паллете и после ввода в память ЭВМ кодового числа подаются на позицию приемки-выдачи. Все остальные операции происходят автоматически: сначала заготовки накапливаются на складе и сортируются для установления в порядке очередности для измерений. Затем с помощью манипулятора они подаются к двум устройствам, которые распределяют их между обеими спаренными машинами.
После измерения заготовки возвращаются на склад и при необходимости подаются на стол выдачи, откуда транспортируются автоматизированной транспортной тележкой на ГПС для продолжения производственного процесса или передаются на сборку.
Вызов программы измерении на соответствующую измерительную машину, смена требуемой комбинации щупов, расчетное выравнивание детали в координатной системе машины и весь процесс измерений автоматизированы.
Измерительный комплекс работает в смешанном режиме — как в автоматическом, так и в автоматизированном. При необходимости любая координатно-измерительная машина может быть выключена из автоматической системы и работать автономно с участием оператора.
Технические и экономические преимущества автоматизированных измерительных комплексов следующие: оптимальное использована дорогостоящих КИМ в результате высокой их загрузки; сокращена количества высококвалифицированного обслуживающего персонал (специалистов-метрологов); работа в режиме ограниченного обслуживания во вторую и третью смены; размещение рассматриваемых комплексов непосредственно в производственных цехах без строительства специальных термоконстантных помещений.
Основной недостаток подобных измерительных комплексов – высокая стоимость, что ограничивает область их применения. Обычно такие комплексы наиболее эффективны для контроля деталей небольшой массы и габаритов.
Для измерения деталей больших размеров используют КИМ, которые могут либо входить в состав ГПС, либо располагаться отдельно, но управляются единой ЭВМ ГПС верхнего уровня. ГПС соединяется с КИМ специальной транспортной системой. При этом КИМ должны быть оснащены приспособлением для автоматического приема и зажима спутника с заготовкой.
Перемещением измерительной бабки со щупом управляет индивидуальная система ЧПУ этой машины. Полученные в результате измерений на КИМ данные служат для корректировки и организация производственного процесса на ГПС.