

1.2 Технологический процесс изготовления детали (маршрутный)
Деталь обрабатывается на операциях:
010 Токарная операция;
020 Токарная операция;
030 Токарная операция;
040 Фрезерная операция;
050 Сверлильная операция.
1.3 Описание технологической операции
030 Токарная операция
Точить по контуру поверхность начисто
1.4 Применяемое оборудование
Станок 12К20Ф3.
Параметры станка:
Наибольший диаметр обрабатываемой заготовки:
над станиной: 400;
над суппортом: 220;
Наибольший диаметр прутка, проходящего через отверстия шпинделя: 20;
Наибольшая длина обрабатываемой заготовки: 1000;
Шаг нарезаемой резьбы:
метрической до 20;
дюймовой, число ниток на дюйм: – ;
модульной, модуль: – ;
Шаг нарезаемой резьбы:
питчевой, питч: – ;
Частота вращения шпинделя, об/мин: 12,5 – 2000;
Число скоростей шпинделя: 22;
Наибольшее перемещение суппорта:
продольное: 900;
поперечное: 250;
Подача суппорта, мм/об ( мм/мин ):
продольная: (3 – 1200);
поперечная: (1,5 – 600);
Число ступеней подач: Б/с;
Скорость быстрого перемещения суппорта, мм/мин:
продольного: 4800;
поперечного: 2400;
12.Мощность электродвигателя главного привода, кВт: 10;
13.Габаритные размеры (без ЧПУ):
длина: 3360;
ширина: 1710;
высота: 1750;
14.Масса, кг: 4000;
1.5 Схема базирования заготовки на операции
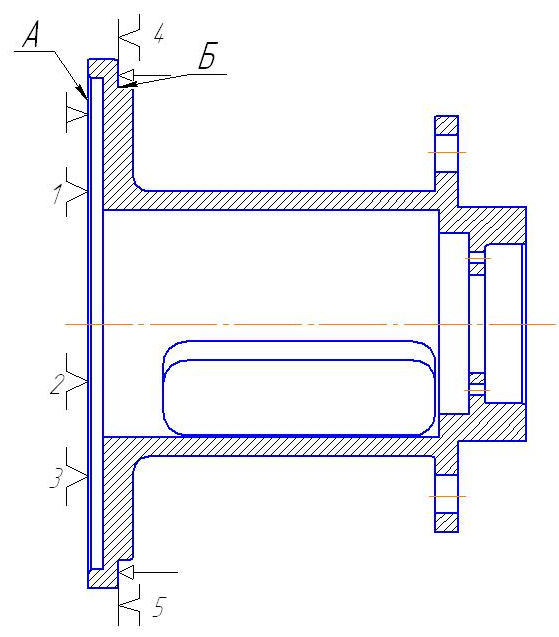
Рисунок 1. – схема базирования детали
поверхность А – установочная с тремя опорными точками: 1,2,3;
поверхность Б – двойная направляющая с двумя опорными точками: 4,5.
2. Расчетная часть
2.1 Расчет режимов обработки
Режимы обработки определяются двумя методами:
1. Статистическим (по таблице)
2. Аналитическим методом по эмпирическим формулам
К элементам режимов резания относятся:
1. Глубина резания – t, мм

где di1-диаметр поверхности полученный на предыдущем переходе, мм;
di-диаметр поверхности на данном переходе, мм;
 ;
;
где Zmax-максимальный припуск на обработку.
t при отрезании и прорезании канавок равна ширине резца t=H
2. Подача - S, мм/ об.
3. Скорость резания-V, м/мин.
 ;
;
4. Число оборотов шпинделя, n, об/мин;
 ;
;
Определить режимы обработки для токарной чистовой операции наружного точения поверхности Ø62h9-0,074 , определить силу резания Pz, основное время на обработку To, и возможность выполнения данной операции на заданном станке.
Исходные данные:
1.Станок 16К20Ф3
2.Получаемые параметры: Ø62h9-0,074 ; Lобр = 18+0,18 ; шероховатость
Ra 3,2;
Zmax = 1,5;
3.Инструмент: резец проходной упорный, φ = 90˚; φ1 = 3˚; r = 1 мм; L = 170;
H×B = 20×16; Т15К6; стойкость Т 60 мин.
4. Материал: сталь 20 ГОСТ 1050-88 ( δвр = 410МПа);
Ход работы
1. Определить
глубину резания:
 ;
;
где Zmax –
максимальный припуск на обработку;
 мм;
мм;
2. Подача выбирается по таблицам, справочникам: [2, с.268; т.14]; ( черновая обработка ).
Sтабл = 0,63, с учетом поправочного коэффициента: Кs = 0,48;
(т. к δвр = 410МПа);
S = Sтабл × Кs; S = 0,63×0,45 = 0,3 мм/об ;
3. Скорость резания [2, с.265].
 ;
;
где Сv – коэффициент; x, y, m - показатели степеней. [2, т.17,с.269].
Cv = 420; m = 0,20; x = 0,15; y = 0,20;
Т – стойкость инструмента; Т = 60 мин;
t – глубина резания; t = 0,75 мм;
S – подача; S = 0,3 мм/об;
 ;
;
V = 247×КV ;
где КV – поправочный коэффициент, учитывающий конкретные условия обработки.
КV = Кмv × Кnv × Киv× Кmv;
где Кмv – коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания [2, т.1 – 4,с.261 – 263 ].
Для стали
Кмv
=
Кr
×
 nv
;
nv
;
nv
=
1,0; Кr
=
1,0; Кмv
=
1 ×
 =
1,82;
=
1,82;
Кnv – коэффициент, учитывающий влияние состояния поверхности заготовки; [2, т.5,с. 263 ].
Кnv = 1,0 ;
Киv – коэффициент, учитывающий влияние инструмента материала на скорость резания. [2, т.6,с. 263 ].
Киv=1;
КV = 1,82 × 1,0 × 1,0 = 1,82;
V = 247 × 1,82 ≈ 450 м/мин ;
4. Частота оборота шпинделя определяется по формуле:
N =
 ;
n =
;
n =
 об/мин.
об/мин.
Для повышения стойкости инструмента принимаем n = 1000 об/мин.
5. Определяем фактическую скорость резания:
Vф
=
 ; Vф
=
; Vф
=
 =
195 м/мин;
=
195 м/мин;
6. Определяется сила резания:
Рz по формуле; [2, с. 271 ].
Рz = 10 × Cp × tx × S y ×Vфn × Kp;
где Cp – постоянная;
x, y, n – показатели степени; [2, т.22,с. 273 ].
t – глубина резания, мм;
S – подача, мм/об;
V – фактическая скорость резания, м/мин;
Cp= 300; x = 1,0; y = 0,75; n = -0,15;
Kp = 10 × 300 × 0,75 × 0,41 × 0,44 × Kp = 406 × Kp ;
Kp – поправочный коэффициент; [2, с. 271 ].
Kp = Kмр× Kφр× Kγр× Kλр× Krр;
где Кмр – коэффициент, учитывающий влияние качества обрабатываемого материала на силовые зависимости. [2, т.9, с. 264 ].
Кмр= ;
n = 0,75; Кмp=
;
n = 0,75; Кмp= ;
;
Kφр; Kγр; Kλр; Krр; – поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания [2, т.23,с. 275 ]
Kφр = 0,89; Kγр = 1,0; Kλр = 1,0; Krр = 0,93;
Kp = 0,85 × 0,89 × 1,0 × 1,0 × 0,93 = 0,7;
Рz = 406 × 0,7 = 284 H;
7. Проверим режимы резания по мощности на шпинделе станка, для этого определяется мощность резания по формуле:
Nрез. ;
;
где Рz сила резания; м;
V – фактическая скорость резания; м/мин;
60×1200 – переводной коэффициент;
Nрез= ;
;
Kz = 406 ×0,7 = 284 Н;
Определяем N на шпинделе станка с учетом коэффицента полезного действия; КПД (η);
Nшп. = Nдв.×η;
где Nшп – мощность на шпинделе; кВт;
Nдв – мощность электродвигателя станка; кВт;
Nдв 16К20Ф3 = 10кВт;
Η - для металлорежущих станков; 0,7/0,8;
Nшп = 10 × 0,7 = 7 кВт;
Вывод
Т.к. условие Nрез< Nшп; соблюдается ( 0,9 < 7 ) ,то выбранные режимы обработки осуществимы на станке 16К20Ф3;
9. Определяем основное время по формуле:
Тo
=
 i
;
i
;
где Lрасч. – расчетная длина обработки; мм;
Которую рассчитывают по формуле:
Lрасч. = lобр + l1+ l2+ l3;
где lобр – длина обрабатываемой поверхности; мм;( lобр = 18мм );
l1+l2 - –еличина врезания и величина перебега инструмента; мм; (равно в среднем 5мм);
l3 – дополнительная длина на взятие пробной стружки. (т.к. обработка на автоматическом режиме, то l3 = 0);
i – количество проходов;
Тo
=
 = 0,07мин;
= 0,07мин;
Все полученные выше результаты сведем в таблицу;
Таблица 1 – Параметры обработки на токарной операции
D, мм |
L, мм |
t, мм |
S, мм/об |
n, об/мин |
i, |
Pz, Н |
Nрез, кВт |
То, мин |
62 |
18 |
0,75 |
0,3 |
1023 |
1 |
284 |
0,9 |
0,07 |