II) Закалка
Для закалки быстрорежущую сталь нагревают до высоких температур. Температура нагрева под закалку − 1280°С (см. Методические указания к самостоятельной работе, таблица 16).
Из-за низкой теплопроводности нагрев до 850 °С проводят медленно (10…15 мин), а затем до 1280 °С быстро во избежания окисления и обезуглероживания (рис. 3) [12]. Нагрев выполняют в смеси солей ВаСl2 (78 %) и NaCl (28 %) при 800…850 °С и далее в чистой соли. ВаСl2. Выдержка при окончательном нагреве (τвыд.) = 10…12 с на 1 мм диаметра или наименьшей стороны
τвыд. = 10 ∙ 10 = 100 с
Охлаждение при закалке стали PI8 следует проводить в масле. После закалки стали в масле получается структура, состоящая из мартенсита (50 %), остаточного аустенита (30 %) и карбидов (20 %). Но под микроскопом мартенсит не виден (см. модуль 4, лабораторная работа № 12, рис. 39, а).
После закалки сталь имеет твердость НВС 62…64 (см. Методические указания к самостоятельной работе, таблица 16).
III) Отпуск
Для устранения остаточного аустенита, имеющего пониженную теплопроводность и твердость, и ухудшающую тем самым режущую способность инструмента, закаленную сталь подвергают отпуску.
Для инструментов небольшого сочленения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют трехкратный отпуск в течение 20 мин, при 580…590 °С (рис. 3) (см. Методические указания к самостоятельной работе, таблица 16).
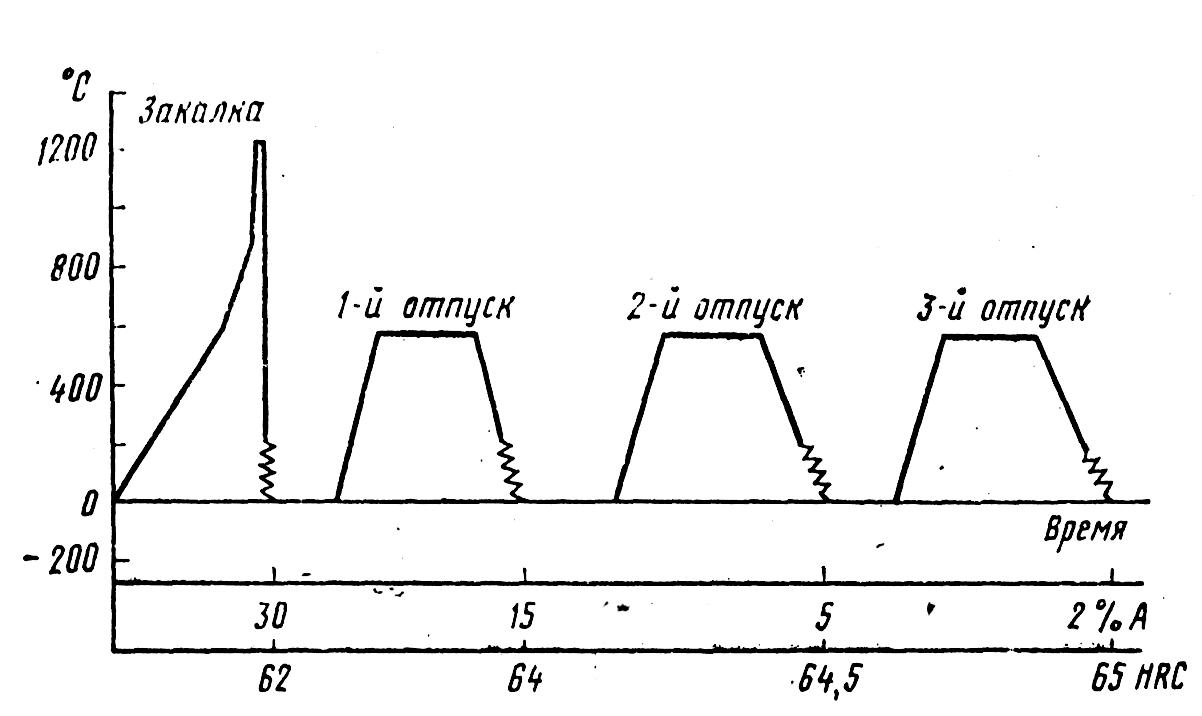
Рис. 3. Схема закалки и отпуска быстрорежущей стали марки Р18
После отпуска структура стали состоит из игольчатого мартенсита и светлых карбидов (см. модуль 4, лабораторная работа № 12, рис. 39, б). Количество остаточного аустенита уменьшается до 2%, а твердость повышается до НRС 65 (см. Методические указания к самостоятельной работе, таблица 16).
IV) Цианирование
Качество инструмента в значительной мере определяется свойствами поверхностного слоя, которые в процессе термической обработки или в результате шлифования могут существенно снижаться.
Наиболее эффективно свойства поверхностного слоя могут быть повышены в результате химико-термической обработки, поскольку в результате её возрастают твердость, теплостойкость, стойкость против коррозии. Сталь PI8 подвергают жидкому низкотемпературному цианированию (см. модуль 3, тема 8.3). Эта работа заключается в насыщении поверхностного слоя углеродом и азотом в расплаве солей NaCN (KCN) в течение 15…30 мин, при 560…580 °С. Твердость слоя после азотирования НV 1000…1100.
Сводный график термической и химико-термической обработки сверла представлен на рис. 4.
Результаты расчетов технологического процесса термической и химико-термической обработки сверла сведены в таблице 17.
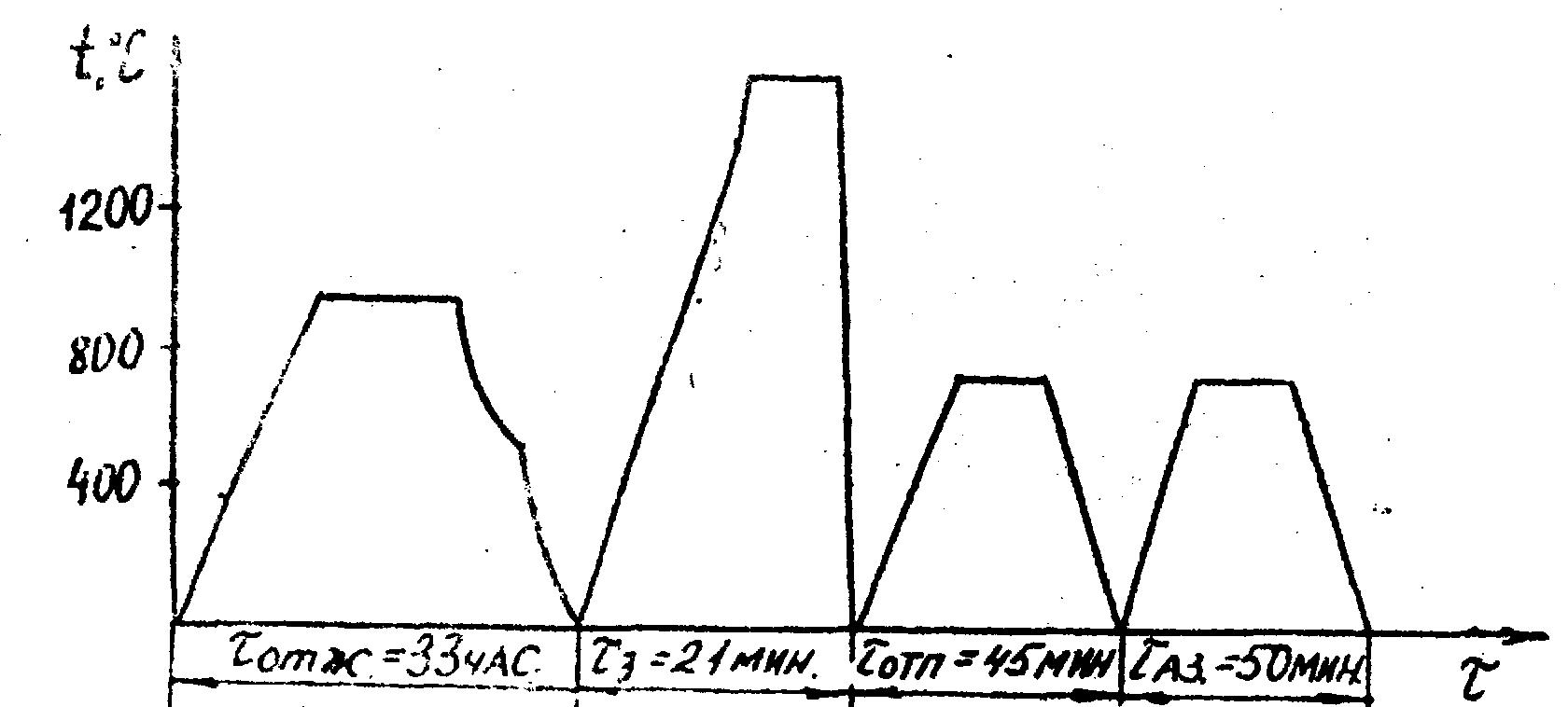
Рис. 4. Сводный график термической и химико−термической
обработки сверла
Таблица 17
Технологическая карта термической обработки сверла
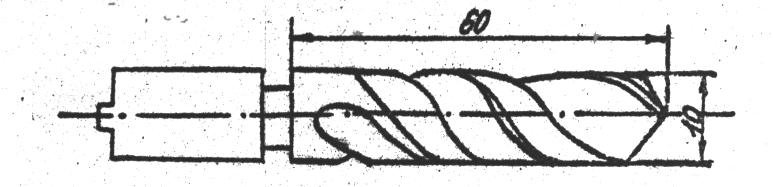
Эскиз детали |
КрасГАУ |
Кафедра "Детали машин и технология металлов" |
|||||||||||||
|
Наименование детали: сверло |
||||||||||||||
Материал: сталь Р18 |
|||||||||||||||
Габариты детали: l = 60 мм, d = 10 мм |
|||||||||||||||
Технические условия: высокая поверхностная твердость не менее 1000 HV, высокая теплостойкость 600…620 0С
|
|||||||||||||||
Режим нагрева и охлаждения |
|
||||||||||||||
0С |
Нагревательная печь |
Время нагрева и выдержки, мин |
Охлаждающая среда |
Твердость HRC (НВ) |
|||||||||||
№ операции |
Наименование операции |
||||||||||||||
1 |
Отжиг |
850 |
конвейерная печь |
130 |
с печью до 5000С, далее - воздух |
(207…255) |
|||||||||
2 |
Закалка |
1280 |
соляная печь |
19 |
масло |
60…62 |
|||||||||
3 |
Отпуск |
590 |
конвейерная печь |
20 |
воздух |
65 |
|||||||||
4 |
Цианирование |
560…580 |
соляная печь |
15…30 |
Соли NaCN (KCN) |
HV 1000 …1100 |
|||||||||
Составил студент: |
Группа |
Дата |
Работу принял: |
Дата |
|||||||||||
Иванов И.И. |
М 21 |
15. 12. 06. |
Романченко Н.М. |
22. 12. 06. |
|||||||||||