

Специализированные ип и установки.
В настоящее время четкой границы нет, поскольку имеются образцы универсального оборудования для многих способов сварки.
К этому виду оборудования относятся плазменно-дуговое оборудование (для плазменной сварки и наплавки, плазменной резки, плазменного напыления), а также установки для сварки вольфрамовым электродом легких сплавов на переменном токе и импульсами разной полярности, импульсные ИП, ИП для электрошлаковой и трехфазной сварки.
Отличительной особенностью такого оборудования является наличие блоков, выполняющих специальные функции. В оборудовании для плазменных процессов – это вспомогательный ИП, встроенный осциллятор, блок управления циклом, блок газовой аппаратуры и т.д.
Установка для сварки легких сплавов – осциллятор, генератор стабилизирующих импульсов, блок подавления постоянной составляющей тока (см . ТРЕБОВАНИЯ К ИП).
Установки для дуговой сварки наряду с ИП включают в себя обычно газовое оборудование, сварочные горелки или плазматроны, блоки циклового или микропроцессорного управления.
Установки для механизированной сварки кроме ИП содержат сварочный трактор или сварочную головку для автоматической сварки, механизм подачи электродной проволоки для полуавтоматической сварки.
Осцилляторы рассмотрены ранее.

Импульсный стабилизатор горения дуги
Блок подавления постоянной составляющей тока.
У современных источников типа УДГ предусмотрена фиксированная подстройка коррекции постоянной составляющей .
В установках УДГ , выпуска до 1980х г. , использовалась система конденсаторов (устаревшая).
Сейчас применяется тиристорно- диодный мост.
Блок заварки кратера.
Он предназначен для плавного уменьшения тока в конце сварки с тем , чтобы сварочная ванна успела принять равновесное положение в процессе кристаллизации .
Такие блоки тиристорных и транзисторных ИП. Задержка тока в пределах 10 секунд. Аналогично можно получить плавное нарастание тока в начале сварки. Это рекомендуется для сварки вольфрамовыми электродами для уменьшения их разрушения в момент зажигания дуги. Используются , например ,источники питания типа ВСВУ.
Блоки импульсного тока .
Они предназначены для того , чтобы ток был импульсным .
Преимущества импульсной сварки:
1.При импульсном токе давление дуги больше , чем при постоянном токе ( более глубокое проплавление ).
2.Кристаллизация ванны- управляемая – регулируемая структура металла шва.
3.Объем ванны получается меньше , чем при постоянной дуге, и следовательно меньше вероятность прожогов.
Недостаток:
1.Пониженная производительность при той же мощности источника питания.
В импульсном блоке используют электронное реле времени обычно со ступенчатой регулировкой. Поскольку импульс нельзя сделать больше полупериода, то для сетевых источников питания минимальная длительность цикла 0.02 сек (например, ВСВУ).
Дополнительный блок питания дуги
Это или дежурная дуга в оборудовании для плазменных процессов , или это дежурная дуга при импульсной сварке.
Блок управления циклом
В специализированных установках, как правило , содержит ряд электронных или электромагнитных реле, которые включает или выключает другие блоки или цепи управления.
Обычно имеется газовая аппаратура ( газовые краны с электромагнитным управлением ) и устройства регулирования и измерения расхода газа.
Импульсный ИП для сварки плавящимся электродом ВДГИ -303

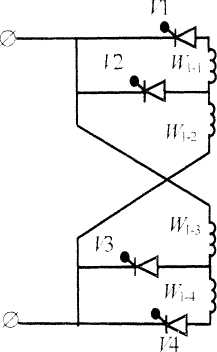

График изменения во времени тока и напряжения при шунтировании дросселя тиристорами F5 и V6 и отключении тиристоров V1 и Г4. а включении V2 и КЗ
Универсальные выпрямители типа ВСВУ


ВСХ выпрямителя ВСВУ
Специализированные установки
1. Для плазменной сварки и наплавки это специализированные установки УПС, УПРС для сварки и резки.
Для плазменной сварки можно использовать специализированные ИП ВСВУ (есть вспомогательный ИП).
2. Для микроплазменной сварки: МПУ – 4, МПУ – 5.
3. Для плазменной резки: установки УПР – 202 (203) на 200 А, до 30 мм; для более мощного оборудования АПР- 404 – резка до 120 мм.
Инверторные установки DC-120П
4. Для напыления: установки УПУ, УПН.
5. Для сварки легких сплавов: УДГ - для постоянного тока; УДГУ – для постоянного и переменного токов.
Инверторные универсальные установки: ДС200А3.
Для механизированной сварки:
Шланговые полуавтоматы: ПДГ - полуавтоматы для дуговой сварки в среде защитных газов.
Автоматы для дуговой сварки под флюсом АДФ.
Автоматы для дуговой сварки в среде защитных газов АДГ.
Механическое оборудование для дуговой сварки, наплавки , резки.
Предназначено для установки изделий в удобное для технологической обработки положение и в некоторых случаях для перемещения с требуемой технологии скоростью сварки.
Основным видом являются вращатели , выпускаемые трех разновидностей. Механическое оборудование имеет по ГОСТу маркировку. Основным, наиболее широко применяемым вариантом являются универсальные вращатели . Наименьшая грузоподъемность от 63 до 1000кг. Перемещение планшайбы и ее разворот - электромеханическое (два двигателя с редуктором ). При выборе типоразмера необходимо учитывать:
1. Возможность установки изделия на планшайбу.
2. Скорость вращения двигателя обеспечивают линейную скорость сварки на наименьшем радиусе.
3. Грузоподъемность уменьшается по мере увеличения плеча центра тяжести изделия. Обычно изделие длиной до 1м.
Т.к. стоимость оборудования пропорциональна массе , то для серийного и крупносерийного производства выбирают оборудование меньшее по массе.
Горизонтальные вращатели предназначены для обработки длинных изделий. Серийно выпускаются длиной до 6.3м - длина между планшайбами. Т.к. задняя опора подвижная, то ее располагают на рельсовом пути с возможностью фиксацией в каком-то положении.
Вертикальные вращатели используют в крупносерийном производстве, где целесообразно использовать не универсальное оборудование.
К механическому оборудованию относят роликовые стенды (вращатели) и кантователи.
Для подвесных и самоходных сварочных головок, также механизмов подачи проволоки выпускаются сварочные колонны.
Типовые колонны высотой от 3.5 до 6м - дорогое оборудование. Его целесообразно использовать в мелкосерийном и серийном производстве для крупногабаритных изделий. Если изделие малогабаритное и производство крупносерийное - дешевле сделать специальные стойки.