

Порядок размещения поясов электронагревателя гэн на нагреваемых стыках труб
#G0Положение сварного стыка |
Диаметр нагреваемых труб, мм |
Схемы размещения поясов
|
Расстояние, мм
|
|||||
|
|
|
A
|
Б
|
В
|
Г
|
||
Вертикальное |
108-194
|
|
20
|
- |
- |
- |
||
|
219-245
|
|
20
|
35
|
25
|
- |
||
|
273-299
|
|
20
|
40
|
30
|
- |
||
|
325-377
|
|
20
|
45
|
35
|
- |
||
|
402-480
|
|
20
|
50
|
40
|
- |
||
|
530-630
|
|
20
|
60
|
50
|
- |
||
|
820-1020
|
|
20
|
80
|
60
|
-
|
||
Горизонтальное |
108-300
|
|
- |
10-15
|
||||
|
325-1020
|
|
- |
15-20
|
||||
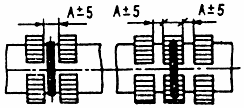

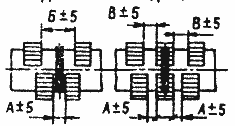

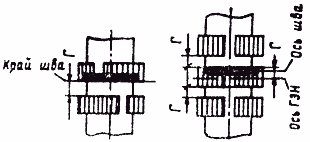
Таблица 17.8
Параметры термообработки с использованием электронагревателей сопротивления гэн а. Электронагреватели из одной секции в поясе
#G0Диаметр нагреваемой трубы, мм |
Толщина стенки трубы, мм |
Марка электро- нагревателя |
Число поясов ГЭН |
Параметры нагрева
|
Общая масса нагревателя, кг |
||
|
|
|
|
оптимальный ток, А
|
напряжение, В
|
мощность нагревателя, кВт
|
|
108
|
30
|
ГЭН-108
|
2
|
200
|
21,0
|
4,1
|
7,2
|
133
|
30
|
ГЭН-133
|
2
|
200
|
24,0
|
4,8
|
8,4
|
|
31-36
|
|
3
|
300
|
24,0
|
7,2
|
12,6
|
159
|
30
|
ГЭН-159
|
2
|
200
|
26,0
|
5,2
|
9,3
|
|
31-36
|
|
3
|
300
|
26,0
|
7,8
|
14,0
|
168
|
30
|
ГЭН-168
|
2
|
200
|
27,5
|
5,5
|
9,7
|
|
31-40
|
|
3
|
300
|
27,5
|
8,25
|
14,6
|
194
|
30
|
ГЭН-194
|
2
|
200
|
31,0
|
6,2
|
11,0
|
|
31-45
|
|
3
|
300
|
31,0
|
9,3
|
16,5
|
219
|
30
|
ГЭН-219
|
2
|
200
|
33,0
|
6,6
|
11,8
|
|
31-50
|
|
3
|
300
|
33,0
|
9,9
|
17,7
|
245
|
30
|
ГЭН-245
|
2
|
200
|
36,5
|
7,3
|
13,0
|
|
31-50
|
|
3
|
300
|
36,5
|
11,1
|
19,5
|
273
|
30
|
ГЭН-273
|
2
|
200
|
39,0
|
7,8
|
13,7
|
|
31-50
|
|
3
|
300
|
39,0
|
11,7
|
20,5
|
325
|
30
|
ГЭН-325
|
2
|
200
|
45,0
|
9,0
|
16,0
|
|
31-50
|
|
3
|
300
|
45,0
|
13,5
|
24,0
|