

Толщина корневого слоя шва, выполненного аргонодуговой сваркой в комбинированном стыке без подкладного кольца
#G0 Способ сварки первых слоев основного шва
|
Толщина корневого слоя (слоев), выполненного аргонодуговой сваркой, мм, не менее
|
Ручная дуговая
|
|
электродом диаметром 2,5 мм
|
3,5
|
электродом диаметром 3 мм
|
4,0
|
электродом диаметром 4 мм
|
5,0
|
Автоматическая аргонодуговая
|
4,0
|
Механизированная в углекислом газе и порошковой проволокой
|
5,0
|
Автоматическая под флюсом
|
6,0
|
8.2.6. Взаимное расположение горелки и проволоки при сварке корневого слоя вертикального и горизонтального стыков показано на рис.8.1. Присадочная проволока 1 всегда располагается перед горелкой, которой одновременно с перемещением вдоль шва сообщают поперечные колебания амплитудой 3-4 мм. Присадочную проволоку следует вводить в ванну равномерно, перемещая ее впереди дуги. Конец проволоки должен постоянно находиться в сварочной ванне расплавленного металла.
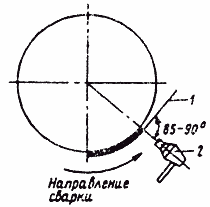
Рис.8.1. Взаимное расположение присадочной проволоки (1) и горелки (2)
при ручной аргонодуговой сварке корневого слоя шва стыка труб без подкладного кольца
8.2.7. Направление и порядок сварки корневого слоя шва вертикального и горизонтального неповоротных стыков показаны на рис.8.2. Последующий участок должен перекрывать предыдущий на 10-20 мм. Сварку стыков труб диаметром более 219 мм следует вести обратноступенчатым способом при длине участка не более 250 мм.

Рис.8.2. Направление и порядок ручной аргонодуговой сварки корневого слоя
вертикального (а) и горизонтального (б) неповоротных стыков:
1-3 - порядок выполнения участков шва
8.3. Приварка подкладного кольца к трубе аргонодуговой сваркой
8.3.1. Требования данного подраздела распространяются на стыки труб, собираемых и свариваемых на остающихся подкладных кольцах с разделкой любого типа (см. табл.6.2 и рис.7.1).
8.3.2. Кольцо плотно, но без натяга устанавливают в трубу; допускается зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Установленное кольцо прихватывают снаружи угловым швом длиной 10-20 мм, катетом 2,5-3 мм; количество прихваток, равномерно расположенных по периметру, для труб диаметром до 200 мм должно быть две, для труб большего диаметра - три-четыре. Прихватку (независимо от марки стали трубы и кольца) производят с применением присадочной проволоки Св-08Г2С, Св-08ГА-2 или Св-08ГС диаметром 1,6-3 мм.
8.3.3. Кольцо к трубе приваривают однослойным угловым швом катетом 3-4 мм при использовании присадочной проволоки марки Св-08Г2С, Св-08ГА-2 или Св-08ГС диаметром 1,6-3 мм независимо от марки стали трубы и кольца. Прихватку и приварку кольца к трубе производят без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф при толщине стенки более 10 мм; в этом случае конец трубы перед прихваткой и приваркой кольца подогревают до 200-250 °С газовым пламенем.
8.3.4. Кольцо к трубе приваривает один сварщик. Порядок наложения шва такой же, как при сварке корневого слоя неповоротных стыков труб соответствующего диаметра и пространственного положения (см. п.8.2.7).
8.3.5. После приварки подкладного кольца шов осматривают для выявления возможных наружных дефектов и определения его размеров и формы.