

2.3. Развертки
Развертка─осевой режущий инструмент для повышения точности формы и размеров отверстия и снижения шероховатости поверхности (ГОСТ 25751─83). Развертки применяют для предварительной и окончательной обработки отверстий с полями допусков по 7─9 квалитетам и с параметром шероховатости поверхности Ra=1,25─0,32 мкм. Высокая точность и качество поверхности при развертывании обеспечиваются малыми припусками и срезанием весьма малых стружек, благодаря наличию у разверток сравнительно большого числа зубьев (z=6─14).
По способу применения развертки разделяют на ручные и машинные, по форме обрабатываемого отверстия─на цилиндрические и конические, по методу закрепления─на хвостовые и насадные, по конструкции─на цельные и сборные, жесткие и регулируемые. Ручные развертки диаметром 3─40 мм изготавливают из быстрорежущей стали, а также из легированной стали 9ХС, так как они работают при малых скоростях резания. Машинные развертки диаметром 3─50 мм и ножи для сборных разверток диаметром 40─100 мм изготавливают из быстрорежущей стали или оснащают пластинами твердого сплава. Крепят ножи сборных разверток на рифлениях или винтами. Развертки диаметром до 6 мм изготовляют целиком из твердого сплава, а развертки диаметром 3─12 мм изготовляют с рабочей частью из твердого сплава, которую впаивают в стальной хвостовик.
На рис. 2.3 представлены конструкции цилиндрической ручной (рис.2.3,а), машинной хвостовой (рис.2.3,б) и насадной (рис.2.3,в) разверток.
|
а) |
|
б) |
|
в) |
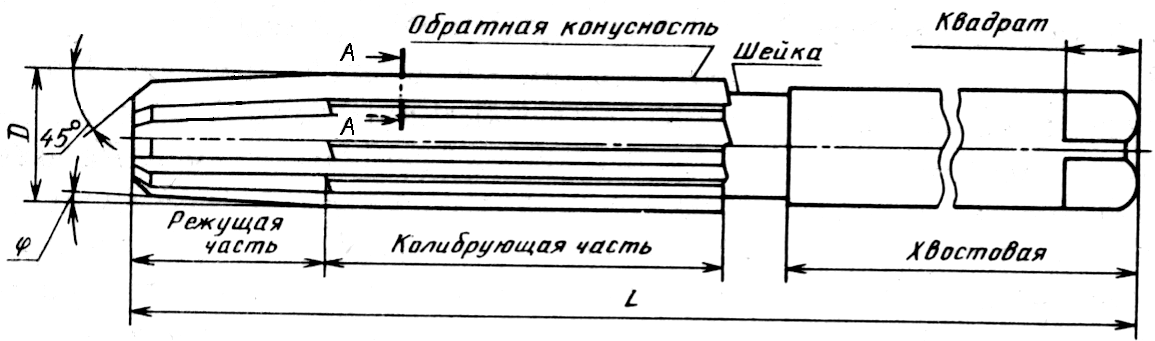

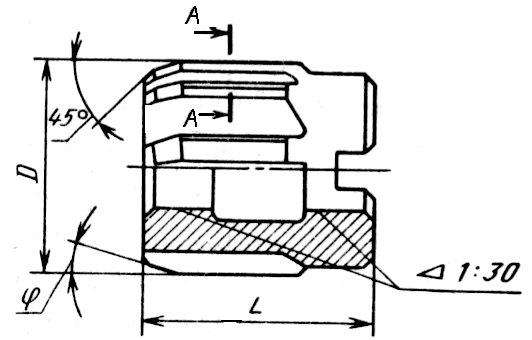
Рис.2.3. Конструкции разверток
3.Протяжки
Протягивание является одним из наиболее производительных видов обработки металлов резанием. Высокая производительность при протягивании объясняется большой суммарной длиной режущих кромок, одновременно участвующих в срезании металла.
Протяжка─многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствии движения подачи (ГОСТ 25751─83), заложенном в конструкции инструмента: последовательно вступая в процесс резания, возвышающиеся друг за другом зубья распространяют процесс снятия металла в направлении, ортогональном главному движению.
Протягивание применяют для обработки цилиндрических и фасонных поверхностей (внутренние протяжки) и наружных плоских поверхностей и поверхностей, имеющих сложную конфигурацию (наружные протяжки).
Внутренние протяжки (рис.3.1) применяют для обработки цилиндрических, шлицевых, многогранных и других отверстий, а также шпоночных канавок.
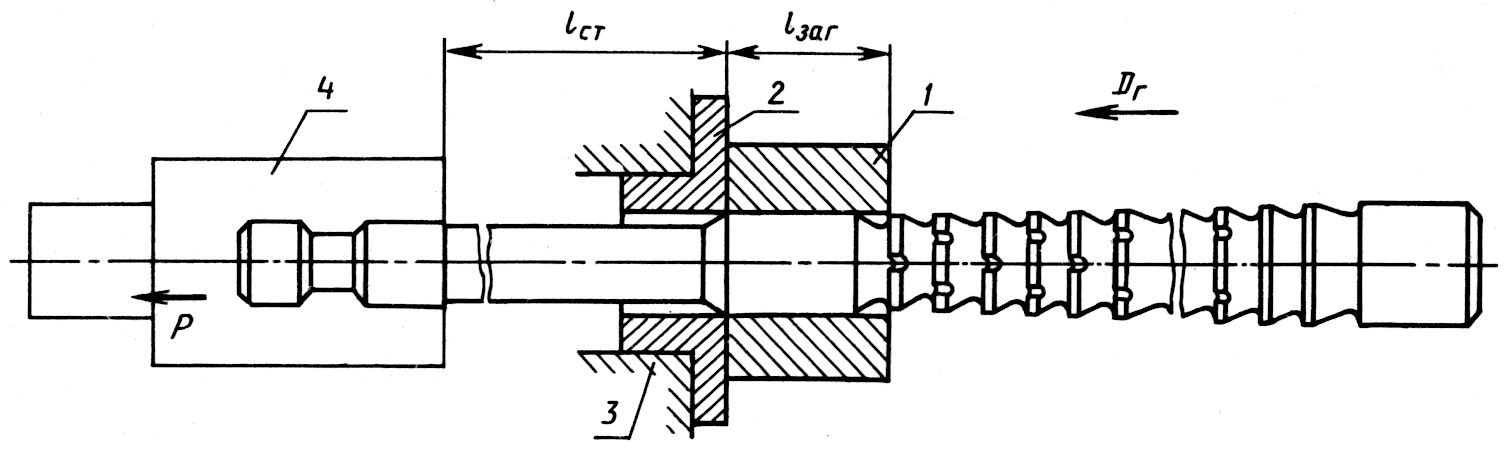
Рис.3.1. Схема работы протяжки
Протяжки используются преимущественно в массовом и крупносерийном производстве, а также в мелкосерийном производстве для обработки поверхностей заготовок одинаковых по форме и размерам.
Протягивание осуществляется на горизонтально─ и вертикально протяжных станках.
Разновидностью протяжного инструмента являются прошивки (рис.3.2), применяемые для обработки отверстий, пазов и других поверхностей. В отличие от протяжки, работающей на растяжение, прошивка работает на сжатие и продольный изгиб. Для прошивания отверстий применяют механические и гидравлические прессы.
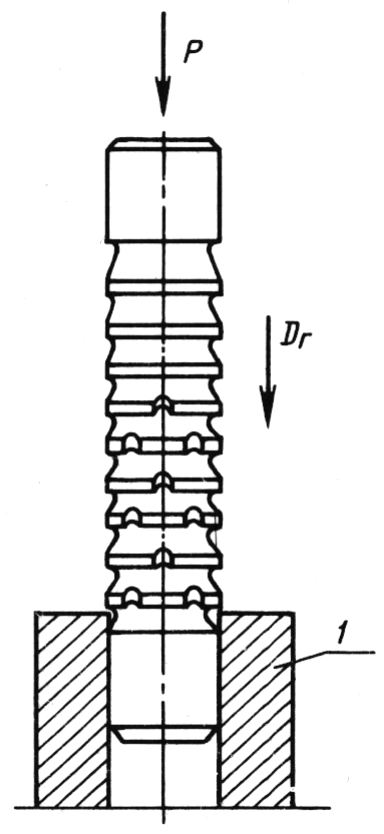
Рис.3.2. Схема работы прошивки
При обработке отверстий протяжками обеспечивается точность в пределах 7─9 квалитета и параметр шероховатости Ra = 0,32─2,5 мкм.
Наружные протяжки. Для обработки наружных поверхностей сложного профиля применяют наборы протяжек (рис.3.3).Рабочая часть набора состоит из отдельных секций, каждая из которых предназначена для обработки определенного участка поверхности заготовки. Секции располагают по инструментальной плите последовательно, параллельно или параллельно─последовательно. При последовательном расположении секций получается малая сила резания Р, но при этом получается большая длина протяжки. При параллельном расположении секций получается малая длина протяжки, но возрастает сила Р. Поэтому применяют параллельно-последовательную схему расположения секций на плите. В каждой секции имеются рабочая и калибрующая части, форма и размеры зубьев которых аналогичны внутренним протяжкам. Крепление секций к плите производят винтами, для регулирования рабочих размеров протяжки по высоте и ширине применяют продольные клинья, положение которых регулируют винтами.
Протяжка для протягивания наружной плоской и фасонной поверхностей представляет собой превращенное в инструмент исходное тело в форме длинной призмы, которая имеет плоскую или фасонную рабочую поверхность с зубьями. Эти протяжки могут проектироваться с профильной, генераторной или прогрессивной схемами резания.
|
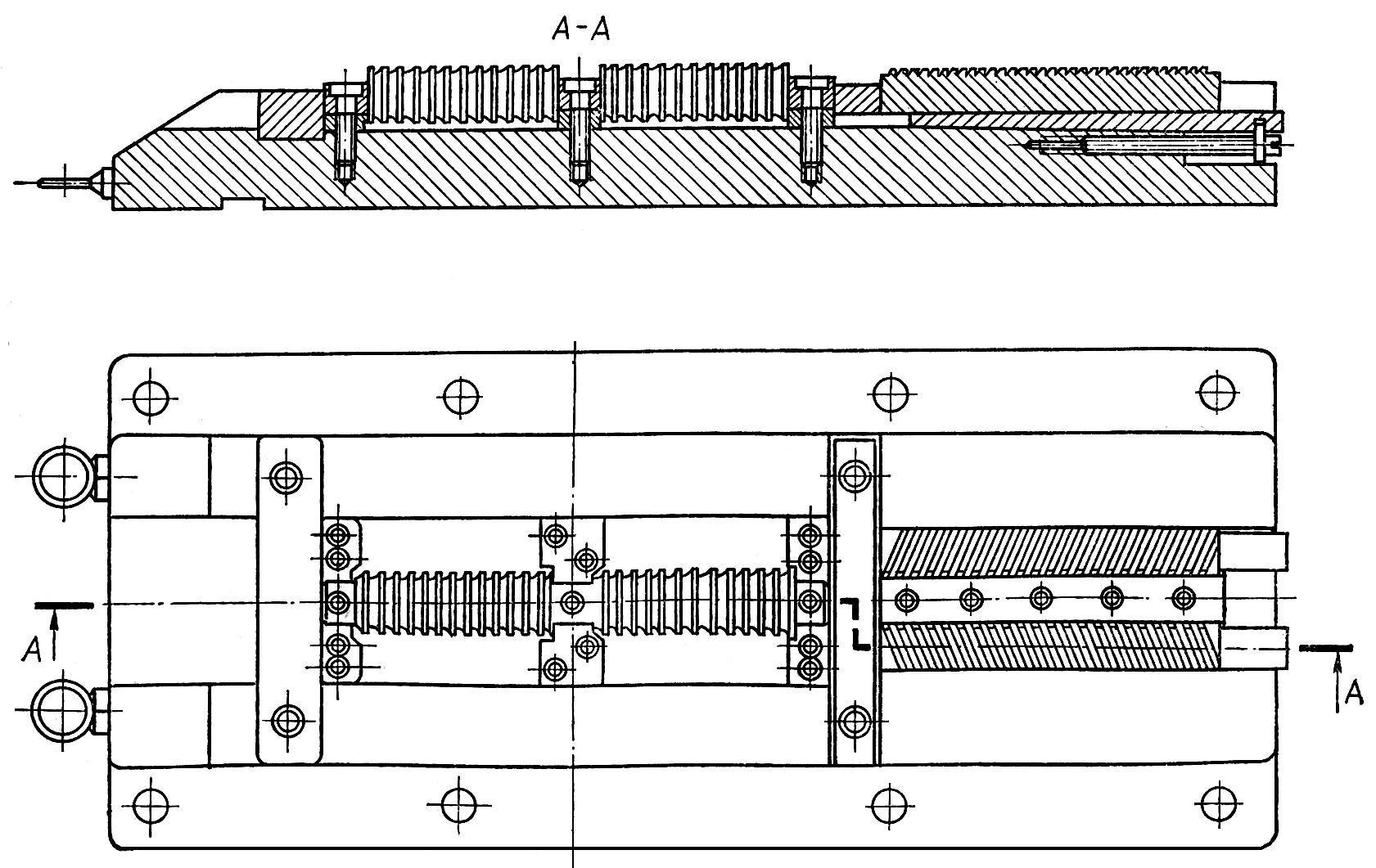
Рис.3.3. Наружная протяжка
Обработку наружными протяжками осуществляют на станках вертикального типа или специальных горизонтально─протяжных станках.