

Набивки сальниковые (гост 5152-84)
Стандарт распространяется на волокнистые и комбинированные сальниковые набивки, применяемые для заполнения сальниковых камер с целью герметизации. Стандарт содержит 26 марок набивок, форма сечения – круг, квадрат, прямоугольник.
АПК-31 – асбестовая пропитанная (жировым антифрикционным составом на основе нефтяных экстрактов, графитизированная) крученая; рабочая среда – вода, пар.
Пример записи прокладок и набивок в спецификации в разделе «Детали» и в разделе «Материалы» показан на рис. 39:
|
|
|
|
Детали |
|
|
|
|
|
|
|
|
|
А4 |
|
6 |
КГ 6. 032. 006 |
Прокладка |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
Материалы |
|
|
|
|
|
|
|
|
|
|
|
9 |
|
Набивка крученая марки |
|
|
|
|
|
|
АПК - 313 ГОСТ 5152-84 |
0,008 |
кг |
Рис. 39
Пенька короткая (гост 9993-74)
Стандарт распространяется на пеньку – короткое непараллелизованное техническое волокно конопли.
Пример записи в спецификации в разделе «Материалы» (рис. 37):
|
|
|
|
|
|
|
|
|
9 |
|
Набивка пеньковая ГОСТ 9993-74 |
0,008 |
кг |
|
|
|
|
|
|
|
Рис. 40.
8. Обозначение шероховатости на чертеже
Обозначение шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности устанавливаются ГОСТ 2.309-73. Стандарт полностью соответствует стандарту ИСО 1302.
Общая структура обозначения шероховатости поверхности приведена на рис. 41.
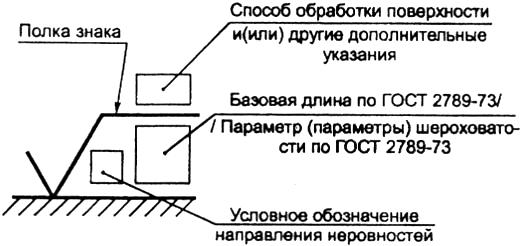
Рис. 41.
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 42.
Рис. 42.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5…5)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной линии, применяемой на чертеже.
В обозначении шероховатости поверхности, способ обработки которой конструктором не устанавливается, применяют знак (рис. 42а).
В обозначении шероховатости поверхности, которая должна быть образована только удалением слоя материала, применяют знак (рис. 42б).
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (рис. 42в) с указанием значения параметра шероховатости.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, должны быть отмечены знаком (рис. 42в) без указания параметра шероховатости.
Состояние поверхности, обозначенной знаком (рис. 42в) должно соответствовать требованиям, установленным соответствующим стандартом или техническими условиями, или другим документом. Причем на этот документ должна быть приведена ссылка, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по ГОСТ 2.104-68.
Значение параметра шероховатости по ГОСТ 2789-73 указывают в обозначении шероховатости после соответствующего символа, например: Ra 0.4, Rmax 6.3, Sm 0.63, t50 70, S 0,032, Rz 50.
Примечание. В примере t50 70 указана относительная опорная длина профиля tp=70% при уровне сечения профиля р=50%,
П ри
указании наибольшего значения параметра
шероховатости в обозначении приводят
параметр шероховатости без предельных
отклонений, например: Ra
0,4 ;
Rz
50.
ри
указании наибольшего значения параметра
шероховатости в обозначении приводят
параметр шероховатости без предельных
отклонений, например: Ra
0,4 ;
Rz
50.
При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min», например:
 Ra
3,2min;
Rz
50min
.
Ra
3,2min;
Rz
50min
.
Правила нанесения обозначений шероховатости поверхностей
на чертежах
Обозначения шероховатости поверхностей на изображении изделия располагают на линии контура, выносных линях (по возможности ближе к размерной линии) или на полках линий – выносок. Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, а также разрывать выносную линию
На линии невидимого контура допускается наносить обозначение шероховатости только в том случае, когда от этой линии нанесен размер.
О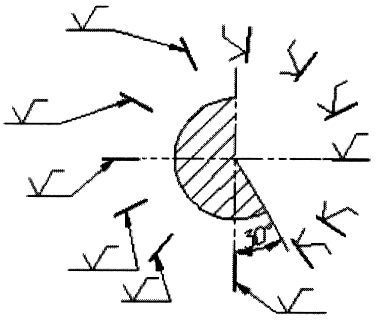 бозначения
шероховатости поверхности, в которых
знак имеет полку, располагают относительно
основной надписи чертежа так, как
показано на рис. 43 и 44.
бозначения
шероховатости поверхности, в которых
знак имеет полку, располагают относительно
основной надписи чертежа так, как
показано на рис. 43 и 44.
Рис. 43.
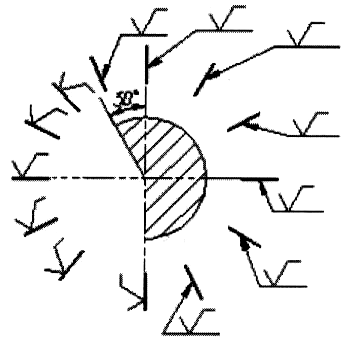
Рис. 44.
Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на рис. 45.
П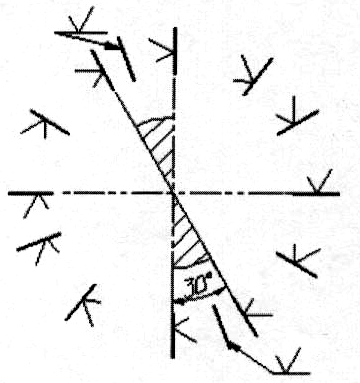 римечание:
При расположении поверхности в
заштрихованной зоне (рис. 43,44,45) обозначение
наносят только на полке выноске.
римечание:
При расположении поверхности в
заштрихованной зоне (рис. 43,44,45) обозначение
наносят только на полке выноске.
Рис. 45.
При обозначении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис. 46).
П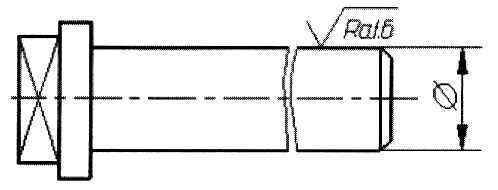 ри
указании одинаковой шероховатости для
всех поверхностей изделия обозначение
шероховатости помещают в правом верхнем
углу чертежа и на изображении не наносят
(рис. 47). Размеры и толщина линий знака
в обозначении шероховатости, вынесенном
в правый верхний угол чертежа, должны
быть приблизительно в 1,5 раза больше,
чем в обозначениях, нанесенных на
изображении.
ри
указании одинаковой шероховатости для
всех поверхностей изделия обозначение
шероховатости помещают в правом верхнем
углу чертежа и на изображении не наносят
(рис. 47). Размеры и толщина линий знака
в обозначении шероховатости, вынесенном
в правый верхний угол чертежа, должны
быть приблизительно в 1,5 раза больше,
чем в обозначениях, нанесенных на
изображении.
Рис. 46.
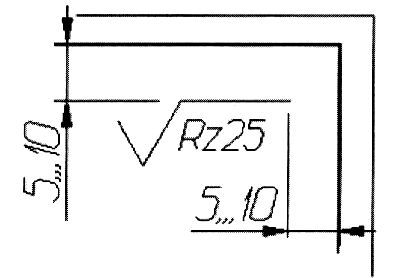
Рис. 47.
О
 бозначение
шероховатости, одинаковой для части
поверхностей изделия, может быть помещено
в правом верхнем углу чертежа (см. рис.
45, 46) вместе с условным обозначением (
). Это означает, что все поверхности, на
которых на изображении не нанесены
обозначения шероховатости или знак (
), должны иметь шероховатость, указанную
перед условным обозначением.
бозначение
шероховатости, одинаковой для части
поверхностей изделия, может быть помещено
в правом верхнем углу чертежа (см. рис.
45, 46) вместе с условным обозначением (
). Это означает, что все поверхности, на
которых на изображении не нанесены
обозначения шероховатости или знак (
), должны иметь шероховатость, указанную
перед условным обозначением.
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Указание шероховатости одинаковой для части поверхностей изделия изображено на рис. 48.
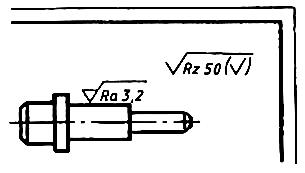
Рис. 48.
Указание шероховатости, когда большая часть поверхностей не обрабатывается по данному чертежу (рис. 49).
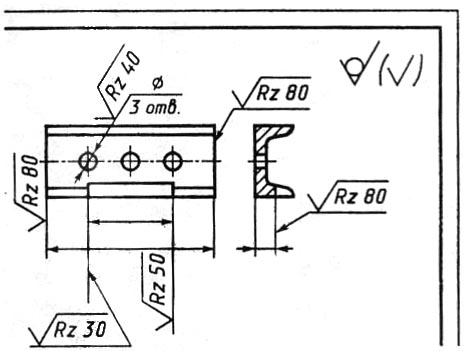
Рис. 49.
П римечание:
Не допускается
обозначение шероховатости или знак
выносить в правый верхний угол чертежа
при наличии в изделии поверхностей,
шероховатость которых не нормируется.
римечание:
Не допускается
обозначение шероховатости или знак
выносить в правый верхний угол чертежа
при наличии в изделии поверхностей,
шероховатость которых не нормируется.
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначения шероховатости (рис. 50). Через заштрихованную зону линию границы между участками не проводят (рис. 51).
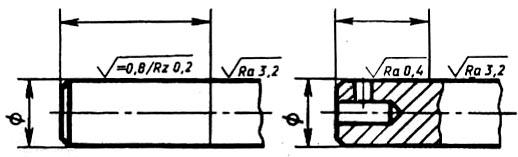
Рис. 50. Рис. 51.
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т.п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности, а для глобоидных червяков и сопряженных для них колес – на линии расчетной окружности (рис. 52).
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис. 52) или условно на выносной линии для указания размера резьбы (рис. 53, 54, 55а), на размерной линии или на ее продолжении (рис. 55б, 56).
Рис. 52.

б)
а)
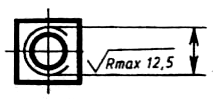
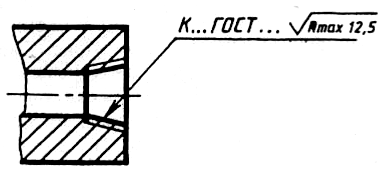
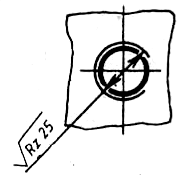
Рис.67.
Рис. 55. Рис. 56
 Если
шероховатость поверхностей, образующих
контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в
соответствии с рис. 57. Диаметр
вспомогательного знака
– 4…5 мм.
Если
шероховатость поверхностей, образующих
контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в
соответствии с рис. 57. Диаметр
вспомогательного знака
– 4…5 мм.
Рис. 57.
В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак не приводят (рис. 58).

Рис. 58.
О бозначение
одинаковой шероховатости поверхности
сложной конфигурации допускается
приводить в технических требованиях
чертежа со ссылкой на буквенное
обозначение поверхности, например:
«Шероховатость поверхности А
– Ra
1,6 » . При
этом буквенное обозначение поверхности
наносят на полке линии-выноски, проведенной
от утолщенной штрихпунктирной линии,
которой обводят поверхность на расстоянии
0,8…1 мм от линии контура (рис. 59).
бозначение
одинаковой шероховатости поверхности
сложной конфигурации допускается
приводить в технических требованиях
чертежа со ссылкой на буквенное
обозначение поверхности, например:
«Шероховатость поверхности А
– Ra
1,6 » . При
этом буквенное обозначение поверхности
наносят на полке линии-выноски, проведенной
от утолщенной штрихпунктирной линии,
которой обводят поверхность на расстоянии
0,8…1 мм от линии контура (рис. 59).
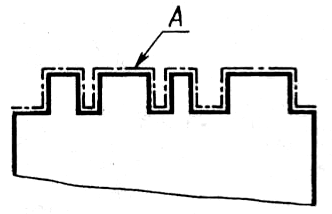
Рис. 59.
Детали могут иметь различную шероховатость поверхностей, которая зависит от материала, способа и технологического процесса изготовления деталей. Для обозначения числового значения параметров шероховатости поверхности применяются высота неровностей по 10 точкам Rz и среднее арифметическое отклонение профиля Ra. Шероховатость, достигаемая при различных способах получения поверхностей представлена в таблице.
Таблица
Поверхность, полученная удалением слоя материала
Ra, мкм, не более |
80 |
40 |
20 |
10 |
50 |
2,5 |
1,25 |
0,63 |
0,32 |
Rz, мкм, не более |
320 |
160 |
80 |
40 |
20 |
10 |
6,3 |
3,2 |
1,6 |
Сверление |
|
|
■ |
■ |
■ |
|
|
|
|
Фрезерование |
|
■ |
■ |
■ |
■ |
■ |
■ |
|
|
Точение |
■ |
■ |
■ |
■ |
■ |
■ |
■ |
■ |
|
Нарезание резьбы наружной |
|
|
|
|
■ |
■ |
■ |
|
|
Нарезание резьбы внутренней |
|
|
|
■ |
■ |
■ |
|
|
|
Шлифование круглое |
|
|
|
|
■ |
■ |
■ |
■ |
■ |
Притирка |
|
|
|
|
|
|
|
■ |
■ |
Полирование |
|
|
|
|
|
|
■ |
■ |
■ |
Поверхность, полученная без удалением слоя материала
Rz, мкм, не более |
320 |
160 |
80 |
40 |
20 |
10 |
6,3 |
3,2 |
1,6 |
Литье: |
|
|
|
|
|
|
|
|
|
В земляные формы |
■ |
■ |
■ |
|
|
|
|
|
|
В оболочковые формы |
|
|
■ |
■ |
■ |
|
|
|
|
В металлические формы |
|
|
|
■ |
■ |
■ |
|
|
|
По выплавляемым моделям |
|
|
|
■ |
■ |
■ |
■ |
|
|
Под давлением (цветные сплавы) |
|
|
|
|
■ |
■ |
■ |
■ |
|
Горячая штамповка |
■ |
■ |
■ |
■ |
|
|
|
|
|
Сортовой прокат |
|
■ |
■ |
■ |
■ |
■ |
■ |
|
|
Шероховатость поверхности зависит от инструмента, которым обрабатывается поверхность, а также от технологического процесса и режима выполнения той или иной операции обработки (рис. 60). Этот рисунок ориентировочно иллюстрирует шероховатость поверхностей, полученную в результате различных технологических процессов их обработки.
Необходимая шероховатость поверхностей деталей задается с учетом их назначения и условий работы, но для этого надо обладать опытом конструирования и знаниями технологии металлов. В учебных условиях шероховатость поверхности задается ориентировочно в соответствии с рис. 60, таблицей и исходя из следующих соображений:
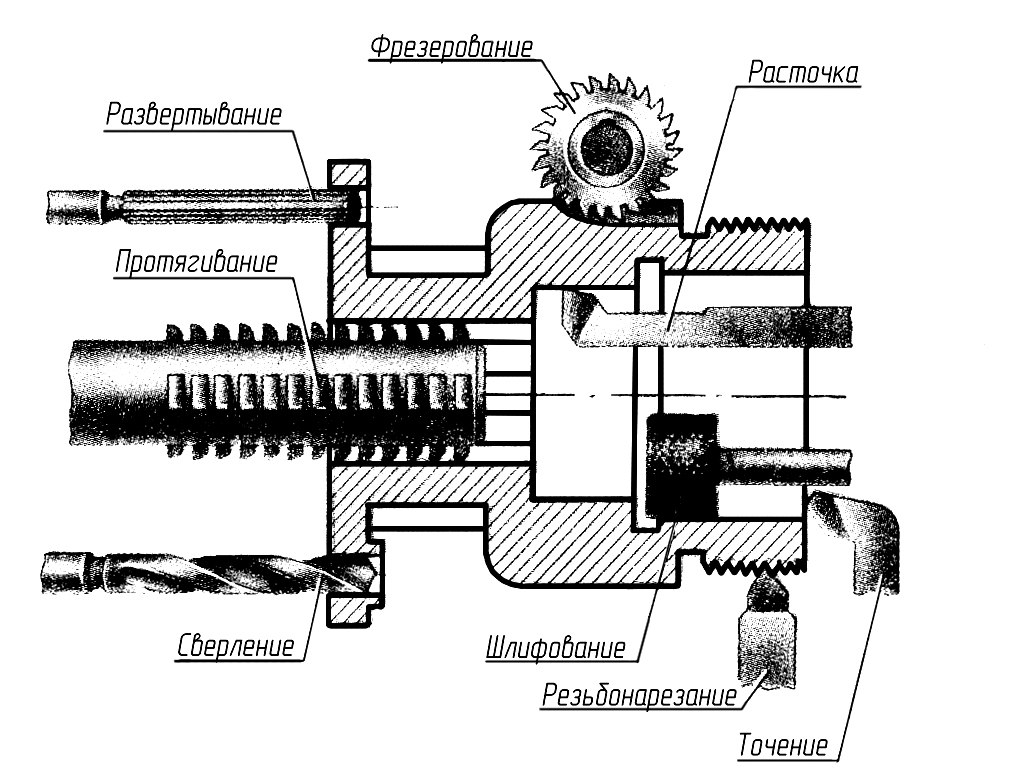
Рис. 60.
Если детали соприкасаются между собой и перемещаются относительно друг друга, шероховатость поверхности должна соответствовать примерно Ra = 2,5 ÷ 0,32 и Rz = 10 ÷ 16 мкм.
Если детали соприкасаются между собой и неподвижны относительно друг друга, шероховатость поверхностей может соответствовать примерно Ra = 20 ÷ 2,5 и Rz = 80 ÷ 10 мкм.
Поверхности деталей, не соприкасающиеся с какими-либо поверхностями, могут иметь шероховатость, соответствующую Ra = 20 ÷ 5 и Rz = 80 ÷ 20 мкм.
При предъявлении эстетических требований к внешнему виду поверхностей они должны иметь шероховатость, соответствующую Ra = 5 ÷ 1,25 и Rz = 20 ÷ 6,3 мкм.
Шероховатость поверхности резьбы может быть Ra = 10 ÷ 1,25 и Rz = 40 ÷ 6,3 мкм.