

Билет 1.
1. Случайные погрешности, возникающие в процессе установки заготовок.
Случайная погрешность - это такая погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причём её появление не подчиняется видимой закономерности. В результате возникновения случайных погрешностей происходит рассеяние размеров деталей, изготовленных при одних и тех же условиях. Рассеяние размеров вызывается совокупностью многих причин случайного характера, не поддающихся точному предварительному определению и проявляющих своё действие одновременно и независимо друг от друга.
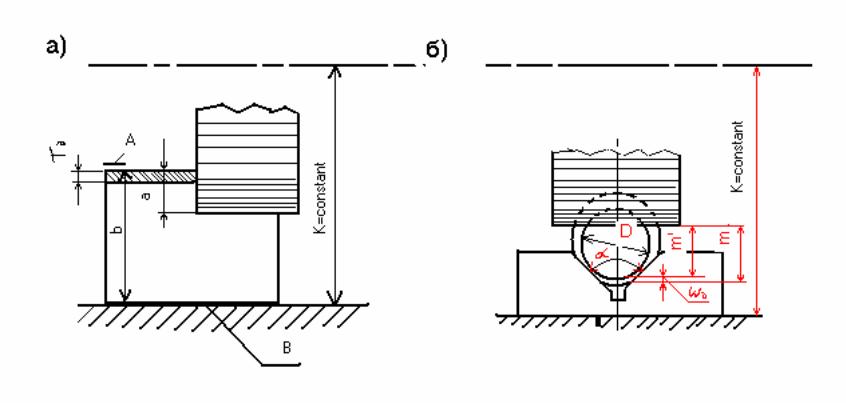
При установке заготовки на станке для обработки методом автоматического получения размеров достигаемая точность размеров зависит от положения измерительной базы заготовки относительно режущего инструмента. Колебание положения измерительной базы заготовки является причиной возникновения погрешности установки Δy, вызывающей рассеяние размеров ωy. Значение складывается из погрешностей базирования Δб = ωб, закрепления Δз = ωз и приспособления Δпр = ωпр. При установке заготовки в приспособлении в ряде случаев возникает погрешность базирования Δб = ωб, связанная с несовпадением измерительной (плоскость А) и технологической (плоскость В) баз (рис. 8.11), а (рис. 8.11, б). Погрешность базирования (поле рассеяния размеров вследствие погрешности базирования) можно определить как разность предельных расстояний измерительной базы заготовки относительно установленного на размер инструмента. Поле рассеяния размера а (рис. 8.8, а), связанное с погрешностью базирования, находится из уравнения ωб = Tb. Не следует путать погрешность базирования с погрешностью установки, связанной с особенностью конструкции установочных элементов. Типичный пример – установка цилиндрической поверхности в призму (рис. 8.11 б). Погрешность размера «m» определяется по известной еще из школьных уроков формуле 8.8, а погрешность базирования возникает только при нарушении принципа совмещения (единства) баз и всегда равна допуску на размер (размеры), соединяющий несовмещенные технологическую и конструкторскую базы на чертеже детали.

Рассеяние размеров деталей, связанное с погрешностями закрепления заготовок. При закреплении заготовки в приспособлении во многих случаях происходит деформация как заготовки, так и приспособления, так как силы зажима – величины случайные, а жесткость заготовок колеблются, то погрешности закрепления следует относить к случайным погрешностям (рис. 8.12).
Изменение деформации заготовки при ее закреплении в приспособлении вызывает рассеяние размеров а с полем рассеяния ωз, определяемым в большинстве случаев экспериментальным путем.

Погрешность закрепления Δз = ωз зависит от конструкции и состояния зажимного устройства приспособления и от направления усилия зажима. Наименьшая погрешность закрепления, достигается при направлении зажимного усилия перпендикулярно технологической установочной базе. Однако и в этом случае погрешность закрепления не равна нулю в связи с неточностью базирующих опорных поверхностей заготовок и наличием контактных деформаций поверхностей стыка. Эти деформации в общем виде описываются нелинейным законом вида
y = c ⋅ Pn (8.9)
и могут достигать в отдельных случаях больших значений. В формуле (8.9) с - коэффициент, характеризующий вид контакта, материала заготовки, шероховатость и состояние его поверхностного слоя; Р - сила, действующая на контактный элемент (опору); n - показатель степени (меньше единицы). Контактные деформации поверхностей стыка сопровождаются перемещением технологической и измерительной баз заготовки относительно положения установленного инструмента и поэтому тоже вызывают появление погрешности закрепления.
Погрешность приспособления. При установке и закреплении заготовки в приспособлении ее положение относительно инструмента может оказаться не точным из-за погрешности изготовления и сборки самого приспособления (например, погрешности установочных элементов приспособления, его делительных устройств), его износа и неточности установки приспособления на станке. Для различных приспособлений значение перечисленных погрешностей изменяются в пределах 0,005 - 0,02мм, и, суммируясь как случайные величины, образуют общую погрешность приспособления. При однократном применении одноместного приспособления (обработка партий заготовок при одной настройке станка или небольшом числе настроек) погрешность приспособления вызывает систематическую погрешность детали и во многих случаях может быть скомпенсирована при настройке станка. В этом случае при расчете общей погрешности установки погрешность приспособления можно не учитывать. При применении многоместных приспособлении, приспособлений - спутников на автоматических линиях, большом числе приспособлений - дублеров погрешности приспособлений в процессе настройки станков скомпенсированы быть не могут и оказывают свое влияние на общее рассеяние размеров изготавливаемых деталей как случайные величины с полем рассеяния ωпр. Общая погрешность установки слагается из всех перечисленных составляющих и определяется в соответствии с правилами суммирования случайных величин по формуле
