

Министерство образование Республики Беларусь
Могилёвский государственный политехнический колледж
Дисциплина: Материаловедение и технология материалов
Специальность: 2-360106
Реферат на тему: «Выплавка стали в электропечах»
Выполнил: Васковский И.А.
Проверил: Козлова С.П.
2012
Аннотация
Реферат разработан на тему: «Выплавка стали в электропечах». В реферате рассматриваются следующие вопросы: процесс производства стали в электропечах, виды электрических печей. Данными материалами могут воспользоваться учащиеся средних специальных учебных заведений
Содержание
Введение
1 Дуговые печи
2 Индукционные печи
3 Электрошлаковый переплав
4 Печи сопротивления
5 Электронно-лучевые печи
Список литературы
Введение
Данная работа посвящена рассмотрению процесса выплавки стали в электропечах. Целью данной работы является изучение всех видов электропечей и рассмотреть как они применяются на производстве.
Плавка в электропечах имеет ряд преимуществ перед плавкой в конверторах и мартеновских печах. Высокая температура позволяет применять сильноосновные шлаки, вводить большое количество флюсов и достигать максимального удаления из стали серы и фосфора. Для плавки в электропечи не требуется воздуха; окисляющая способность печи невысока, поэтому количество FeO в ванне незначительно, сталь получается достаточно раскисленная и плотная. Благодаря высокой температуре в печи можно получить легированные стали с тугоплавкими элементами: вольфрамовые, молибденовые и др.
Исходными материалами для плавки в электропечах являются стальной лом, железная руда, окалина. Передельный мартеновский чугун применяют только для сталей с высоким содержанием углерода, но чаще заменяют электродным боем или малосернистым коксом.
В качестве флюсов в основных печах применяют известь, а в кислых печах — кварцевый песок. Для разжижения основных шлаков применяют плавиковый шпат, боксит и шамотный бой, а для кислых шлаков — известь и шамотный бой. Для раскисления стали, кроме обычных ферросплавов, применяют комплексные раскислители (АМС, содержащий по 10% кремния, марганца и алюминия, силикомарганец, силикокальций).
Все материалы, загружаемые в электрические печи, должны быть сухими, чтобы не произошло насыщения стали водородом от разложения влаги.
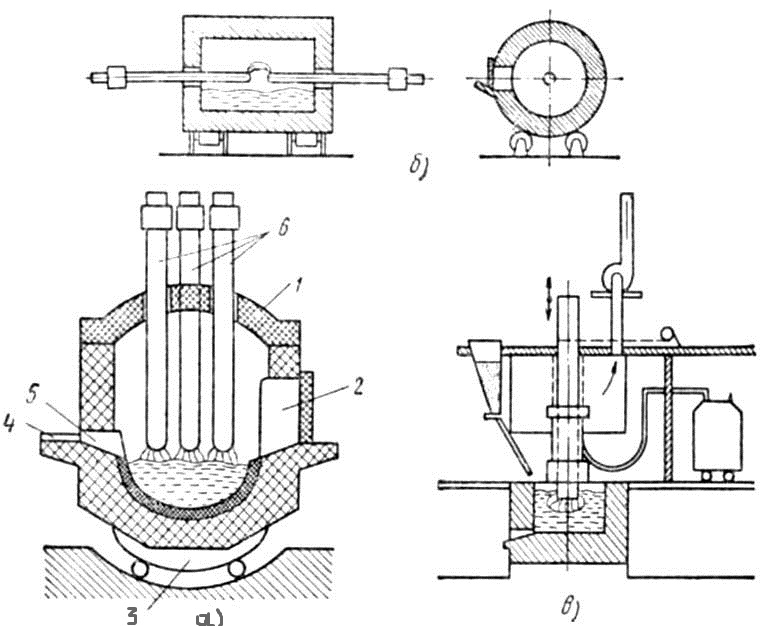
Рисунок 1 - Схема дуговых электропечей с разными способами нагрева
Электрические печи для плавки металла делятся на три вида: печи сопротивления, дуговые и индукционные.
Для плавки стали применяют в основном дуговые и индукционные печи, а в печах сопротивления плавят сплавы цветных металллов.
1 Дуговые печи
Дуговые печи наиболее распространены в промышленности, так как устройство и эксплуатация их несложны, коэффициент полезного действия высок и, кроме того, в них можно выплавлять самые разнообразные сорта стали и сплавов цветных металлов. В дуговых печах электроэнергия превращается в тепловую энергию дуги, которая передается плавящейся шихте посредством излучения.
На рисунке 1 показаны схемы трех основных типов дуговых электропечей, различающихся по способу нагрева: печи прямого действия (рисунок 1, а), печи косвенного действия (рисунок 1, б) и печи с закрытой дугой (рисунок 1,в).
Печи прямого действия с вертикальным расположением электродов в настоящее время применяются только для выплавки стали и имеют емкость от 0,5 до 180 т.
Дуговая электропечь одета стальным кожухом и выложена огнеупорным кирпичом. Рабочее пространство печи сверху ограничено-сводом 1, снизу — подом. Свод печи съемный. Через него пропущены электроды 6. Современные электропечи работают на трехфазном переменном токе и потому имеют три электрода.
Применяют угольные или графитовые электроды диаметром 200—500 мм. В передней стенке печи находится завалочное окно 2, которое служит для завалки шихты и наблюдения за ходом плавки. Для выпуска металла в задней стенке имеется отверстие 5 с желобом 4. В некоторых печах жидкий металл выпускается через желоб 4, вставляемый в завалочное окно 2. Для наклона печи служит механизм 3.
Кладку электросталеплавильных печей делают либо основной— при выплавке главным образом высококачественных и легированных сталей для производства слитков, либо кислой — при выплавке углеродистых и низколегированных сталей для фасонного литья.
В зависимости от емкости и конструкции печи загружаются различно: через завалочное окно вручную, лотками и завалочной машиной или сверху бадьей или корзиной после подъема и отвода в сторону свода или выкатывания печи.
После загрузки печи к электродам подводят ток. Благодаря высокой температуре горения дуги (около 3500° С) происходит бурное плавление шихты.
В первом периоде плавки примеси окисляются кислородом, находящимся в печи (главным образом кислородом железной руды). Образующаяся закись железа растворяется в металле и вступает в соединение с кремнием, марганцем, фосфором и углеродом. Образующиеся SiO2, MnO, FeO и создают шлак.
Во втором периоде электроплавки происходит науглероживание металла, если количество углерода окажется ниже заданной нормы, затем раскисление и удаление серы. Раскислителем служит карбид кальция СаС2.
В третьем периоде плавки производят доводку с целью получения легированных сталей: вводят феррохром, ферротитан, феррованадий и другие ферросплавы.
2 Индукционные печи
Индукционные печи применяют для выплавки высоколегированных сталей и сплавов с низким содержанием углерода, а также для производства тонкостенного фасонного литья специальными методами (по выплавляемым моделям, под давлением и т. п.). Принцип действия индукционной печи заключается в том, что под действием переменного тока, подводимого к первичной катушке (индуктору) 2 (рисунок 2), во вторичном кольце (расплавляемый металл 1, находящийся в тигле 3 индуктируется ток, энергия которого создает высокую температуру. Благодаря этому шихта расплавляется быстро и процесс плавки ускоряется. Эти печи существуют двух видов: с железным сердечником и без сердечника (высокочастотные печи). Печи с железным сердечником применяют в литейных цехах для получения сплавов цветных металлов. Большое распространение в производстве стали получили индукционные высокочастотные печи без железного сердечника. Они применяются для плавки стали и специальных высоколегированных сплавов. емкость высокочастотных печей от 10 кг до 10 т.
Тигель высокочастотной печи изготовляют либо из кислых, либо (реже) из основных материалов.
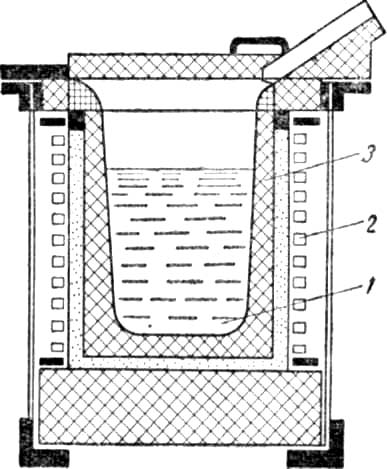
Рисунок 2 - Индукционная электропечь
Практически в обычных индукционных печах шлак нагревается от жидкого металла. Если шлак холодный и вязкий, то соответственно нет условий для удаления серы и фосфора. Этот недостаток таких печей в какой-то мере устраняется использованием крышек (рисунок 3), а в некоторых современных установках – плазменных горелок.
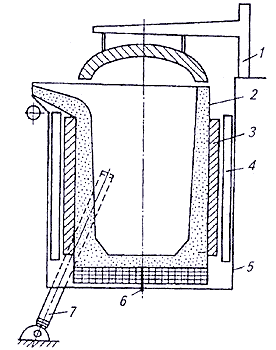
Рисунок 3 - Промышленная тигельная открытая индукционная печь: 1 – механизм подъема и отворота свода; 2 – тигель; 3– индуктор; 4 – магнитопроводы (ферромагнитные экраны); 5‑кожух; 6 – сигнализатор; 7‑механизм наклона
К достоинствам индукционных печей относятся:
отсутствие электродов и соответственно отсутствие науглероживания металла;
отсутствие дуг и соответственно меньше насыщение металла азотом и водородом;
перемешивание металла;
возможность выплавлять металл в любой контролируемой атмосфере и вообще в вакууме (рисунок 4), а соответствен но и малый угар легирующих, отсутствие газов и т.п.
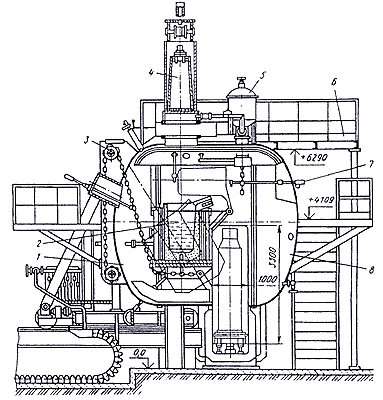
Рисунок 4 - Тигельная вакуумная индукционная печь:
1 – подвижная и неподвижная части корпуса соответственно; 2 – тигель; 3 – механизм наклона; 4 – камера загрузки; 5 – дозатор; 6 – рабочая площадка; 7 – устройство для чистки тигля
Другими словами, качество металла, выплавляемого в индукционных печах, в значительной мере определяется качеством шихты. По существу, плавка в таких печах есть переплав чистой, специально отобранной металлошихты с добавкой ферросплавов, лигатуры и некоторого количества шлакообразующих добавок.
Футеровка тиглей может быть кислой (кварцевый песок, кварцит) или основной (порошок магнезита или хромомагнезита). В огнеупорах для печей высокой частоты должны отсутствовать токопроводящие и магнитные примеси, так как в высокочастотном поле они нагреются, оплавятся, что может привести к прогоранию тигля. Стойкость основной футеровки может достигать 100 плавок, стойкость кислой футеровки выше.