

1. Привод предназначен для изменения положения, режимов работы и других параметров рабочих и вспомогательных органов, а также для транспортного и рабочего перемещения путевой машины. Тип привода определяется при решении следующих проблем: - характера загрузки привода; - кинематики перемещения, скорости и др.; - характеристик рабочего органа; - условий эксплуатации, механических воздействий, ресурсов и экономичности.
На путевых машинах применяются три типа привода: гидравлический, электрический и пневматический.
1. Гидравлический привод. В последнее время все чаще начинают применять гидравлический привод Более широкое применение. гидропривода в путевых машинах обусловлено следующими преимуществами: высокая точность позиционирования, стабильность скорости при изменении нагрузки и бесступенчатость регулирования скорости перемещения, простота кинематики привода между гидромашиной и исполнительным органом, высокая скорость перемещения исполнительных механизмов. К недостаткам гидравлического привода следует отнести: сложность обслуживания в эксплуатации; высокая квалификация машинистов и операторов.
Используется дроссельное и объемное регулирование скорости. В гидравлических приводах с дроссельным регулирование скорости перемещения обычно применяется один насос. По схеме работы такие гидроприводы можно разделить на два вида: - с последовательным подключением дросселя или регулятора (потока привод подъема-опускания уплотнителя торцов шпал машины;); - с параллельным подключением дросселя или регулятора потока
В путевых машинах обычно к одному насосу подключаются несколько гидроцилиндров. Для обеспечения работы каждого гидроцилиндра со своей скоростью применяется последовательная схема. В схемах гидравлического привода с объемным регулированием скорость выходного звена изменяется путем изменения подачи рабочей жидкости насосом, регулируемым гидромотором или обеими гидромашинами. Примером системы с регулируемым насосом может служить привод рабочего передвижения динамического стабилизатора пути ДСП, где обеспечивается стабильная скорость
2. Электрический привод Этот тип привода широко применяют на путевых машинах. Используют двигатели переменного и постоянного тока. Наиболее распространены электродвигатели переменного тока асинхронные с короткозамкнутым ротором. Для поступательного перемещения рабочих органов путевых машин широко используют сочетание электродвигателя, редуктора (червячного, конического, цилиндрического, но чаще червячного) и винта. Его достоинства — простота, надёжность, реверсивность, компактность при большой нагрузочной способности, возможность обеспечения большой точности перемещений, а также автоматизации управления рабочим органом. Недостатки — большие потери на трение и низкий к. п. д., невозможность применения при больших скоростях перемещения.
3. Пневматический привод Применяют его на снегоочистителях, снего- и землеуборочных машинах, стругах, путеизмерителях, рельсошлифовальных поездах и т.п. На прицепных вагонах.перемещаемых локомотивом, сжатый воздух поступает от компрессора локомотива, в результате чего на путевой машине нет силовой установки и компрессора, что упрощает и удешевляет конструкцию машины, облегчат уход и обслуживание. На самоходных машинах устанавливают компрессор. Пневмосистема путевой машины состоит из подводящих воздухопроводов, соединённых с компрессором, предохранительных, кранов управления, разводящих трубопроводов, пневмоцилиндров и пневмодвигателей. Пневмопривод прост и дешев. Его недостатки — громоздкость исполнительных органов и малая скорость движения поршня пневмоцилиндров.
4. Расчёт гидропривода Обычно проектирование гидропривода начинается с подбора гидродвигателей (гидроцилиндров и гидромоторов) для обеспечения параметров исполнительных органов. Затем определяются распределительные устройства (клапаны и распределители) для выполнения различных режимов работы. Далее, с учётом потерь в трубопроводах (гидравлических рукавах и трубах) определяется необходимое количество и параметры насосов.
Расчёт гидрощилиидра При расчете необходимо определить следующие параметры: диаметры поршня и штока, ход, а также расход рабочей жидкости, поступаемой из насоса. По параметрам исполнительного механизма рабочего органа задаётся усилие, действующее вдоль штока, Р(Н) и скорость перемещения, v (м/с).
Диаметр поршня:
![]() ,
Pn
- усилие, действующее вдоль штока; р
—
перепад давлений в гидроцилиндре; ηм
— механический к. п. д. гидроцилиндра
(ηм =0,97-0,85); 10б
— для перевода МПа в Па;
,
Pn
- усилие, действующее вдоль штока; р
—
перепад давлений в гидроцилиндре; ηм
— механический к. п. д. гидроцилиндра
(ηм =0,97-0,85); 10б
— для перевода МПа в Па;
d — диаметр штока, м: d = (0,3-0,7)D.
Зная скорость движения каждого гидроцилиндра , находят расход рабочей жидкости Q, в м/с в данном i-м цилиндре
![]()
Расчет гидромотора Если в качестве силового элемента используют гидромотор, то задают (или рассчитывают) крутящий момент М и частоту вращения п. Момент М в Н.м выражается через параметры потока жидкости, учитывая выбор давления в гидросистеме в зависимости от возможностей элементов, входящих в гидропривод.
3 Так как большинство путевых машин выполнены на железнодорожном ходу, то размеры поперечного сечения их не должны превышать определённых пределов. Это предотвращает соприкосновение их с подвижными единицами, находящимися на соседнем пути или с сооружениями, расположенными вблизи пути. Наибольшее перпендикулярное оси пути очертание, в котором должен помещаться на горизонтальном пути подвижной состав, имеющий максимальные допуски на износы (за исключением бокового наклона на рессорах) называется габаритом подвижного состава. Предельное поперечное очертание, внутри которого, помимо подвижного состава, не должны заходить никакие части сооружений и устройств, материалов и т.п., называется габаритом приближения строений. Между ними предусмотрено некоторое пространство, предназначенное для смещения подвижного состава, колебаний кузова и т.п.. По ГОСТу установлено шесть габаритов: Т, 1-Т, 0-Т, 01-Т, 02-Т, 03-Т. Наибольший из них Т (рис. 2.7, а), предназначен для реконструированных железных дорог, наименьший 03-Т — для подвижного состава, обращающегося по железным дорогам Европы и Азии. Установление размеров поперечного сечения путевой машины из условия свободного прохождения её по железнодорожному пути называется вписыванием в габарит. Заранее задать размеры поперечного сечения машины равного размерам габаритов нельзя, т.к. при движении по железнодорожному пути возможны горизонтальные и вертикальные смещения её элементов относительно оси пути.
Горизонтальные смещения возникают при прохождении машиной криволинейного участка, а также в связи с износом ходового оборудования. Чтобы элементы машины в связи с этими смещениями не выступали за габарит, необходимо на величину смещений уменьшать её поперечное сечение.
Устойчивость машин Проверяют устойчивость машины: 1) против схода с рельсов, 2) на опрокидывание.
Колесо, вползшее гребнем на головку рельса в кривой, при больших горизонтальных силах не сможет соскользнуть вниз и, продолжая движение, перейдет гребнем через головку рельса, т.е. сойдёт с рельса. При расчёте на устойчивость против схода с рельсов определяются вертикальные и горизонтальные силы, действующие на набегающую колёсную пару. Вползание набегающего колеса на рельс возможно по плоскости АВ (рис. 2.11), касательной к поверхности гребня. Если проекция на эту плоскость вертикальных сил, препятствующих вползанию, меньше суммы проекций всех остальных сил (с учётом сил трения), на рельс — возможно сползание, иначе сползания не будет. Следовательно, на колёсную пару действуют вертикальные силы Р, и Р2, прижимающие левое и правое колёса к рельсам, и горизонтальная боковая сила Y , стремящаяся сдвинуть колесную пару, сила трения на втором колесе Р2\1. Под действием силы Р, колесо непрерывно соскальзывает вниз.
Устойчивость машины против опрокидывания проверяется при: 1) транспортировании машины с допускаемой скоростью; 2) работе машины (плуговые снегоочистители, струги, укладочные краны); 3) на стоянке для машин, у которых рабочие органы имеют большие боковые отклонения (путевые струги). Всегда принимаются наиболее неблагоприятные с точки зрения устойчивости положения.
2. Для уменьшения скорости движения, остановки путевой машины или удержания её на месте используются тормоза. На подвижном составе в основном применяются пневматические тормоза, когда тормозные колодки прижимаются с помощью пневморычажной системы к колёсам, в результате чего создаётся тормозная сила. Сжатый воздух поступает к тормозным цилиндрам или от компрессора локомотива, или от компрессора, установленного на самой машине. Колодочные тормоза бывают: двухсторонние, когда колодки с двух сторон прижимаются к колёсной паре и односторонние. Кроме пневмопривода на некоторых путевых машинах применяются ручные тормоза, у которых при вращении штурвала через винт перемещается гайка и рычажная передача, которая заставляет выдвигаться шток цилиндра, связанного с рычажной передачей тормозной системы. В результате колодки прижимаются к колёсам или отходят от них. Происходит торможение или расторможение. В зависимости от способа включения тормозной системы пневматические тормоза бывают: неавтоматическими прямодействующими и автоматическими непрямодействующнми. В неавтоматических прямодействующих тормозах тормозной цилиндр (ЦТ) через кран машиниста (КМ) соединён с главным резервуаром (ВС) компрессора (К). При растормаживании краном машиниста магистраль соединяется с атмосферой и шток тормозного цилиндра под действием пружины возвращается в исходное положение, отводя тормозные колодки. Тормоз не является автоматическим. При автоматическом непрямодействующем тормозе воздух заполняет не только главный резервуар {ВС), но и через воздухораспределитель (Р) запасной резервуар (ВСЗ), тормозной цилиндр (ТЦ) в это время соединён с атмосферой. При торможении магистраль отсоединяется краном машиниста от главного резервуара и соединяется с атмосферой AT. Поршень П воздухораспределителя (Р) под действием сжатого воздуха из запасного резервуара перемещается и соединяет запасной резервуар (ВСЗ) с тормозным цилиндром, в результате колодки прижимаются к колёсам, но в этом случае сжатый воздух поступает не от главного резервуара, а запасного, поэтому тормоз называется непрямодействующим. При разрыве магистрали или соединении её с атмосферой, происходит автоматическое торможение.
Автоматический прямодействующий тормоз отличается от непрямодействующего наличием обратнопитательного клапана (ОПК) встроенного в воздухораспределитель (Р). Он обеспечивает пополнение сжатого воздуха из главного резервуара через магистраль, в связи с утечками из тормозного цилиндра (ГЦ) и запасного резервуара (ВСЗ). Таким образом, обеспечивается прямое действие тормоза с сохранением его автономности. На путевых машинах используются также электропневматические тормоза. В них все электровоздухораспределители подключены к источникам тока. При зарядке тормозов воздух поступает в запасные резервуары также, как в пневматическом тормозе. При торможении ток поступает к катушкам электромагнитов и якоря — клапаны притягиваются к сердечникам. Клапан тормозного вентиля открывает доступ воздуха из запасного резервуара в тормозной цилиндр, а клапан отпускного вентиля разобщает в это время тормозной цилиндр с атмосферой, происходит торможение. При разрыве тормозной магистрали или отсутствии тока тормоз работает как пневматический. Использование такого тормоза повышает его эффективность и сокращает время подготовки тормоза к действию.


Рис. Схема пневматических тормозов:
а — прямодействующего неавтоматического; б — непрямодействующего автоматического при зарядке;
в — тоже при торможении; г — прямодействующего автоматического при зарядке
5. Для сварки рельсов при ремонте бесстыкового пути, а также одиночных рельсов в бесстыковые плети на станционных путях применяют рельсосварочные машины ПРСМ-3, ПРСМ-4 и ПРСМ-5. Все эти машины оборудованы двумя контактно-сварочными головками К-З55, которые позволяют сваривать рельсы Р50, Р65 и Р75. Машины сваривают рельсы в пути, по которому передвигаются, а также рельсы, уложенные внутри колеи и снаружи от ходового рельса. На машине ПРСМ-3 (рис. 8.21) установлены тяговые тележки, колёсные пары 27 которых вращаются тяговыми электродвигателями 26, подсоединёнными к генератору 12 через выпрямительную установку. На портальных качающихся рамах 2 и 3 с подвешенными на шаровых опорах 8 стрелами 1 установлены электрические тали 12, на которых подвешены сварочные головки 13. Каждая портальная рама имеет две ноги 5, опирающаяся через шаровые опоры 11 на раму платформу и ригель б, шарнирно соединённый с ногами осями 10. На ригели смонтированы две шаровые опоры 8 для подвески стрел. Внутри ригеля размещены два цилиндра 9 поперечного качания рамы. Каждый цилиндр задней крышкой и осью соединён с ригелем, а концом штока при помощи оси — с верхней проушиной ноги 5. При подаче масла в соответствующие полости цилиндров происходит поперечное качание портальной рамы. Двумя цилиндрами 4 продольного перемещения обеспечивается качание портальных рам вдоль машины, при этом стрела 1, рамы 2 и 3 устанавливаются в рабочее или транспортное положение. Цилиндры соединены с задней портальной рамой 3 и рамой платформы шаровыми опорами. Конструкция портальных рам позволяет расположить стрелы с подвешенными контактно-сварочными головками К-355 в различные положения, которые позволяют сваривать рельсы на месте расположения ходовых колёс, внутри и наружи колеи.

Гидравлическая система рельсосварочной машины ПРСМ-З состоит из гидрооборудования контактных сварочных головок и гидрооборудования портальных рам. Грузовое оборудование машины ПРСМ-3 состоит из двух электрических талей 5 грузоподъёмностью 3 т и двух тяговых лебёдок 33 для подтягивания рельсов. Тяговое усилие одной лебёдки 14,7 кН. Машина оборудована автоматическим, прямодействующим и электропневматическим тормозами. Путевая рельсосварочная машина ПРСМ-4 имеет следующие улучшения по сравнению с машиной ПРСМ-3: повышение производительности, улучшение тяговых и скоростных характеристик, уменьшение удельных показателей материалоёмкости. Машины ПРСМ-5 по сравнению с машиной ПРСМ-4 имеет следующие отличия: применено тиристорное управление тяговыми электродвигателями для бесступенчатого регулирования скорости передвижения в транспортном режиме, конструкция переднего капота позволяет производить работы в тоннелях, установлена специальная технологическая оснастка позволяющая при сварке рельсошпальных решёток с железобетонными брусьями подтягивать звено без раскрепления рельсов.



4. Для механизации работ по ремонту и содержанию земляного полотна используются как общестроительные машины: бульдозеры, экскаваторы, скреперы, автосамосвалы так и специализированные путевые машины: путевые струги, путевые уборочные и кювето-очистительные машины, для поперечных и продольных дренажей, оборудование для укрепления откосов в горных районах.
Путевые струги На железных дорогах используют струг-снегоочиститель СС-1, путевой струг ПС-2а и мощный отвальный плуг (МОП). Наиболее распространён струг-снегоочиститель СС-1, а также модернизированный СС-1М. Весной и летом его применяют на неэлектрифицированных участках для очистки старых и нарезки новых кюветов, планировки откосов балластной призмы, срезки и планировки откосов выемок и насыпей, срезки, планировки и перераспределения грунта на строительстве вторых путей. Зимой струг используют для очистки станций и перегонов от снега, а также для отвалки снега от пути в местах выгрузки. Совмещение на одной машине снеговой и земляной частей позволяет использовать её при строительстве, ремонте и текущем содержании пути по принятой технологии производства этих работ практически круглый год.
Рабочими органами струга-снегоочистителя СС-1М служат два боковых крыла и два снегоочистительных устройства.

Рис. Струг-снегоочиститель СС-1М:
1— ферма; 2 — хозяйственная будка; 3, 4 — телескопические распорки; 5 — откосное крыло; 6 — телескопическая наклонная тяга 7 — тяга; 8 — пневмоцилиндр раскрытия крыла; 9 — портальная рама; 10 — будка управления; 11 — снегоочистительное устройство
Снегоочистительное устройство состоит из двух передних вертикальных щитов и двух снегоочистительных боковых крыльев. Щиты шарнирно закреплены на раме машины, а крылья-на щитах. Крылья открывают и закрывают пневмоцилиндрами, размещёнными на передних щитах. При открытии и закрытии щитов они поворачиваются вокруг шарнира. В нижней части крыльев и щитов расположены направляющие, в которых перемещаются подвижные щитки с подрезными ножами. В рабочем положении щитки опускаются вниз на 50 мм. ниже уровня головки рельсов, в транспортном-поднимаются вверх.
Машина СЗП-600 Машина для ремонта земляного полотна железной дороги СЗП-600 предназначена для выполнения следующих технологических работ: чистка, углубление и расширение кюветов; нарезка новых кюветов; планировка откосов в рабочей зоне плугов; углубление траншей в рабочей зоне ротора; транспортирование вырезаемого материала в транспортное средство или на откос земляного полотна. Машина СЗП-600 работает в комплексе состоящем из трех единиц: УТМ-1, (универсального транспортного модуля), непосредственно машины СЗП-600, и вагона прикрытия ВП-1 — для обслуживающего персонала. Машина СЗП-600 не самоходная: на раме установлен поворотный круг, на котором смонтирована стрела, с ротором диаметром 3460 мм. Грунт из ротора поступает на основной конвейер оттуда на поворотный —и далее или в полувагоны или на обочину. Ротор может отклоняться в обе стороны от оси пути на 100*. Машина оснащена также двумя плугами, установленными на своих стрелах. Наибольший боковой вылет плуга 5,5 м от оси пути.
Основной рабочий орган — роторный. Он состоит из ротора, стрелы с основным конвейером, механизма поворота и наклона ротора. Используется для очистки и углубления кюветов в грунтах I—III категорий. Привод ротора гидростатический с плавным изменением скорости вращения. Вторым рабочим органом являются плуги, которые установлены по обеим сторонам рабочей машины. Они используются для работ по выравниванию грунта, планировке грунта, профилирования балластной призмы и вспомогательных работ в выемках. Ротор шарнирно подвешен к стреле, которая установлена на клети. Стрела поднимается и опускается цилиндрами. На стреле установлен конвейер с роликоопорами. Изменение наклона ротора выполняется гидроцилиндром, соединенным с карданным шарниром, Материал из ковшей ротора высыпается в бункер, откуда на основной конвейер с барабаном и лентой.
Плуги представляют собой две сварные конструкции, установленные по обеим сторонам машины в главной раме.
Машина для нарезки кюветов (МНК) Машина предназначена для: очистки и расширения кюветов; нарезки новых кюветов; оправки обочин и откосов земляного полотна; изготовления поперечных траншей в рабочей зоне ротора; нарезки продольных траншей глубиной до двух метров от УГР, как за торцами шпал, так и на вылете 7,8 м от оси пути; профилирования балластной призмы; транспортировки вырезанного материала в транспортное средство или на откос земляного полотна. Машина смонтирована на раме (платформе) 9 которая с двумя двухосными ходовыми тележками модели 18-100, кабиной 2 и обустройствами составляют экипажную часть. Основным рабочим органом является роторное устройство 3, установленное на стреле 4, которая установлена на опорно-поворотном механизме 7, на раме машины. Машина снабжена конвейером стрелы 8 и поворотным конвейером, которым роторное устройство и стрела имеют механизмы поворота 7. Машина оснащена крыльями (плугами) 10. Механизмом поворота ротора. Последний устанавливается в положение, обеспечивающее заданный профиль резания 4 механизмом подъема (опускания) стрелы устанавливается заданная глубина резания. Ротор производит вырезку материала и подает его на конвейер стрелы 8, который передает вырезанный материал на поворотный конвейер 5, а тот производит его погрузку в состав для засорителей, сцепленный с машиной со стороны поворотного конвейера, или в состав думпкаров, стоящих на соседнем пути, или производится выгрузка на сторону (на откос земляного полотна). Крыльями 10 осуществляется отделка откоса балластной призмы и бровки сливной призмы земляного полотна или междупутья.
6. После погрузки звеньев нового стрелочного перевода формируется хозяйственный поезд, состоящий из крана УК-25СП, специального подвижного состава СПС с порожними платформами для приёма старого стрелочного перевода и состава СПС с платформами для приёма старого стрелочного перевода и состава СПС с платформами, на которые погружены звенья нового стрелочного перевода, а также других платформ и вагонов с техникой и оборудованием, необходимым для проведения работ по смене стрелочного перевода. В зависимости от того, с какой стороны будет производиться разборка стрелочного перевода надо учитывать очерёдность установки платформ в специальном подвижном составе с новым стрелочным переводом. Если разборка должна производиться со стороны горловины, то платформы с новыми звеньями должны стоять в следующей последовательности: платформа с переходным звеном, платформа с крестовинным звеном и платформа с соединительным и стрелочным звеньями. После приезда хозяйственного поезда к месту работы состав СПС с новыми звеньями оставляется на станции, а кран УК-25СП совместно с составом СПС с порожними платформами перемещается к месту замены стрелочного перевода. Перед началом работы необходимо снять транспортные штанги на платформах для перевозки крестовинно-го и закрестовинного звена, открыть транспортные запоры, установить поворотные рамы в горизонтальное положение и зафиксировать. Обводной блок устанавливается в рабочее положение. При перетяжке штатной лебёдкой, установленной на кране УК-25СП,необходимо трос лебёдки для перетяжки звеньев пропустить вдоль состава, запасовать в обводной блок и протащить его к ближайшей к крану платформе. При этом трос располагается вдоль платформы, сбоку, на кронштейнах. После установки звена (или звеньев) на платформу рядом с краном производится перетяжка тросом этого звена. После этого кран снимает и грузит следующее звено. При этом специальная бригада осуществляет закрепление звеньев на последней платформе. Далее запасовывается канат Я обводной блок, установленный на следующей платформе. После разборки всех звеньев стрелочного перевода и установки их на платформы осуществляется подъём поворотных рам. После закрепления звеньев состав СПС со старым стрелочным переводом перемещается локомотивом на станцию. Затем этот локомотив перемещает состав СПС с новым стрелочным переводом к крану УК-25СП, стоящем на месте укладки стрелочного перевода. Укладка нового стрелочного перевода осуществляется в обратном порядке. После проведения работ по смене стрелочного перевода оба состава СПС и кран УК-25СП формируются в хозяйственный поезд и транспортируются к месту стоянки. Если имеется возможность включить в состав комплекса ещё один укладочный кран УК-25СП, то время смены стрелочного перевода существенно сократится, благодаря организации одновременной сборки-разборки. Особенно необходимо отметить, что при проведении работ с краном УК-25СП не требуется отключения контактной сети и запрещения движения по соседнему пути. При применении специального подвижного состава СПС не требуется расшивки закрестовинного блока с железобетонными брусьями и сборки его на инвентарных рельсах. Состав СПС возможно использовать с другими погрузочными средствами, например краном ЕДК-500/80.Так как в этом кране отсутствует лебёдка, то тогда в комплекс необходимо включить моторную платформу МПД для перетяжки звеньев.
Машина для замены стрелочных переводов Стрелочные переводы заменяют при помощи стреловых кранов или специальной машиной. Такая машина может заменять стрелочные переводы всех типов марок 1/6, 1/9, 1/11, которые собираются на стендах и расчленяются на три блока. Машина (рис. 5.29, а) состоит из двух платформ 1, оборудованных карманами для вписывания в габарит блоков стрелочного перевода. Подкрановые фермы 2 в рабочем состоянии сочленены между собой шарнирами 3. Промежуточная ферма 4 снабжена горизонтальными направляющими 6 для движения по ним грузовой каретки 5. Продолжительность смены стрелочного перевода 2 ч, грузоподъемность грузовой каретки 12 (2X6) т, скорость передвижения каретки 0,6 м/с, скорость подъема груза 0,1 м/с. Обслуживают машину 2 чел. Машина приводится в рабочее и транспортное положения за 10— 15 мин.

Рис. 5.29. Машина для смены стрелочных переводов:
а — общий вид; 1 — платформа; 2 — подкрановые фермы; 3 — шарниры; 4 — промежуточная ферма; 5 — грузовая каретка; 6 — направляющие;
7. Машины предназначены для формирования поперечного и продольного профиля, снижения «волнообразного» износа рельсов и съема металла головки с поверхностными дефектами, для продления срока службы рельсов и восстановления первоначальных условий взаимодействия колеса подвижного состава с рельсами. Для шлифования рельсов в пути применяются три способа: торцевое шлифование рельсов вращающимися абразивными кругами; непрерывная строгание рельсов в пути с последующим виброшлифованием; скользящее шлифование. Первый способ более производителен и позволяет получить выпуклый «ремонтный профиль» головки рельса, второму способу отдайся предпочтение, если для производства работ не требуется «окон». Третий способ используется ограниченно в некоторых странах. Профильное шлифование головки рельсов в пути достигается абразивной обработкой вращающимися кругами (рис. 8.38) по методу «следа» торцом круга. Абразивный круг 1 вращается вокруг оси и снимает полоску металла 2 шириной «В» при продольной подаче тележки вдоль рельса. Группа кругов позволяет обрабатывать головку рельса по многоугольнику. Профильное рельсошлифование позволяет продлить ресурс рельсов с уменьшением их потребности около 30 км на один шлифовальный поезд. Это достигается за счет: съема металла с поверхности рельса, имеющего дефекты с начальной стадией зарождения; уменьшения вибрации и износа деталей тележек подвижного состава; экономии энергии на электрофицирован-ных линиях. Процесс разрушения как следствие контактно-усталостных повреждений головки имеет начальную стадию — зарождение в области головки совокупности продольных микротрещин под действием напряжений от колес и напряжений наклепа. Появляются выщербины и оспо-видное отслаивание металла. После шлифования образуется новая форма головки, которая зависит от величины вертикального и бокового износа и плана линии.
Поезд URR-112-1B состоит из десяти вагонов (рис. 8.39), разделенных на секции А и Б по пять вагонов. Под вагонами № 1-4 и 7-10 установлены рельсошлифовальные тележки, вагоны № 4-1 и 7 являются самоходными, в вагонах № 5 и 6 размещены дизели фирмы «Deutz» (четыре, мощностью по 593 кВт). Общая длина поезда составляет 180 м, общее число рабочих головок для шлифовки рельсов 112. Рельсошлифовальные тележки установлены друг за другом в продольном направлении рельса. Шлифовальные круги имеют разные углы наклона к поверхности головки рельса. Прижимное усилие каждого рельсошлифовального шпинделя к рельсу регулируется с пульта управления поезда.

Виброшлифовальные машины работают по методу скользящего шлифования, основанного на принципе механического износа выступов неровностей на поверхности катания рельсов абразивными сегментами. Возвратно-поступательное движение блоков абразивных сегментов осуществляется кривошипно-шатунным механизмом, приводящим в противофазное движение одновременно два блока рабочего органа.
8. Рельсовые звенья с деревянными шпалами собираются, как правило, с рельсами Р50 и Р65 длиной 25 м. Для укладки в кривых на внутренней нити используют укороченные рельсы длиной 24,92 и 24,84 м, которые располагаются симметрично относительно рельсов наружной нити. Рельсы нормальной длины в звене выравниваются по наугольнику, т.е. их концы должны находиться на прямой, перпендикулярной к оси звена. Деревянные шпалы обрезанные и необрезанные I и II типов укладываются установленной проектом эпюре.
Линия
ППЗЛ–650
предназначена
для сборки звеньев рельсошпальной
решетки длиной до 30 м колеи 1520 и 1435 мм
с деревянными шпалами при эпюре 1440…2000
шпал/км с костыльным и шурупно-клеммным
креплением рельсов к шпалам при объеме
работ не менее 50 км пути в год.
Производительность линии 650 м
решетки/смену. Производительность
линии ППЗЛ–500 – 500 м/смену, на ее базе
создана ППЗЛ–650. Линия ППЗЛ–650 (рис. 1)
оснащена шпалопитателем 1,
горизонтальный конвейер которого
принимает пакет шпал (50…120 шт.); с
конвейера они поступают на наклонный
рольганг-накопитель, который выдает
их поштучно к автоматическому сверлильному
станку 2
для
сверления и антисептирования отверстий
под костыли и шурупы. Обработанная
шпала из зоны сверлильного станка
передается на стенд 3
с
конвейером, где на нее рабочие укладывают
подкладки и наживляют обшивочные
костыли. Выступы-упоры цепного конвейера
4
перемещают
шпалы по раме стенда; на этом конвейере
они доставляются к полуавтоматическому
сборочному станку 8
для
пришивки к рельсам. Цикл пришивки шпалы
и передвижения звена совершается за
один ход шпальных упоров конвейера. На
раме стенда смонтированы опоры 5
для
укладки рельсов собираемого звена. На
каждой секции установлены две легкие
колесные пары 6
–
они перемещают звеносборочную линию
по путям звеносборочной базы. На три
приемные тележки 10
опирается
собираемое звено, перемещаемое механизмом
передвижения звена сборочного станка.
По окончании сборки звена линию
останавливают и двумя портальными
кранами 11
поднимают
и грузят собранное звено на железнодорожные
платформы или отправляют на склад.
Тяговой лебедкой 9
возвращают
приемные тележки к сборочному станку.
Козловые краны (грузоподъемность 10 т,
пролет 16 м) используют
для подачи пакета шпал на шпалопитатель,
рельсов на опоры стенда, подкладок и
костылей к рабочим местам стенда.
Рисунок 1 – Полуавтоматическая поточная звеносборочная линия ППЗЛ–650;1 – шпалопитатель; 2 – автоматический сверлильный станок; 3 – стенд с конвейером, 4 – конвейер; 5 – опоры для рельсов; 6 – колесная пара; 7 – привод конвейера; 8 – полуавтоматический сборочный станок; 9 – тяговая лебедка; 10 – приемная тележка; 11 – портальный кран; 12 – место обслуживания сборочного станка; 13, 14 – площадки для наживления основных костылей, рабочая для наживления обшивочных костылей; 15, 16 – рабочие места: для раскладки подкладок, у шпалопитателя
ЗХЛ-800 Хабаровского института инженеров транспорта (рис. 7) козловыми кранами 1 шпалы укладываются на подвижной склад 19 – раму из рельсов, перемещаемую (v= 0,075 м/с) лебедкой по роликам. С этого склада шпалы поступают на приемные цепные конвейеры 18 и далее к шпалопитателю 17, где автоматически разделяются по одной, ориентируются и шаговым конвейером 16 подаются в сверлильный станок 14. Здесь в них высверливаются отверстия под костыли и тем же конвейером 16 они выталкиваются в накопитель 13 и далее поперечным конвейером 12 направляются в сборочный станок 6. Рельсы козловыми кранами 1 укладываются на рельсовый рольганг 10 и доставляются в сборочный станок 6. Подкладки из бункера 8 порциями подаются на стол, где оператор ориентирует их и направляет в питатель 9, который подает их к сборочному станку 6. При движении по питателю 9 операторы вручную укомплектовывают их костылями. В сборочном станке 6 шпалы центрируются: две подкладки с костылями вводятся ребордами под подошвы рельсов и гидроцилиндрами сборочного агрегата шпала напрессовывается снизу на костыли, которые своими головками упираются в пуансоны. Цикл сборочного станка задается командным аппаратом. Он равен 10,12 или 15 с. Собираемое звено подается в ролики приемных рам 3 и по выходе из них опускается на три тележки 4, на которых откатывается к перегружателю 2, где снимается и укладывается козловыми кранами в штабель или на платформы, а тележки возвращаются к сборочному станку.

Рисунок 7 – Схема ЗЛХ–800:
1 – козловой кран; 2 – перегружатель; 3 – приемные рамы; 4 – тележки; 5, 7, 11, 15 – пульты управления; 6 – сборочный станок; 8 – бункер для подкладок; 9 – питатель; 10 – рольганг для рельсов; 12, 16, 18 – конвейеры: поперечный, шаговый, приемный; 13 – накопитель; 14 – сверлильный станок; 17 – шпалопитатель; 19 – подвижной склад шпал
9. Для сборки звеньев с железобетонными шпалами используются звеносборочные линии: ЗЛХ-500 Хабаровского института инженеров транспорта, ЗЛЖ-650 (ЧЗП-500Б) и «Смолянка». Линия ЗЛХ-500 состоит из двух параллельных путей (рис. 10), по которым движутся встречные потоки элементов звена. На первом пути звено подготовляется к сборке, на втором – собирается. Козловым краном 2 пакеты шпал из штабеля раскладывают в один ряд на монтажные рельсы 18 на роликовом конвейере 19, который состоит из неприводных и приводных роликов. На шпалы раскладывают прокладки, подкладки и устанавливают скомплектованные закладные болты, после чего шпалы на монтажных рельсах по роликовому конвейеру приводом 14 перемещаются до соприкосновения с роликами отсекателя 15, где, отсекаясь от общего потока по одной, поступают по поперечному цепному конвейеру 16 на эпюрные рейки 9 второго потока. Рельсы, освобожденные от шпал, двумя тельферными установками 13 перекладываются на роликовый конвейер 11 второго потока. Приводом 10 монтажные рельсы и эпюрные рейки со шпалами шагами, равными шагу эпюры, перемещаются к месту сборки. Здесь рельсы ориентируются устройством 8, устанавливаются по ширине колеи; центрируются по подкладкам и поджимаются шпалы. Далее устанавливают вручную клеммные сборки, а затем на станках с гайковертами 6 и 7 завинчивают гайки клеммных и закладных болтов. После прикрепления примерно половины шпал к рельсам (в это время на эпюрных рейках уложены все шпалы собираемого звена) собираемое звено и остальные шпалы гидродомкратами перегружаются на тележку 5 и процесс сборки звена продолжается. Собранное звено на тележке перемещается лебедкой 1 в перегружатель звеньев 3, где его снимают с тележки кранами 2, грузят на подвижной состав или на склад.

Рисунок 10 – Звеносборочная линия ЗЛХ–500:
1 – лебедка; 2 – козловой кран; 3 – перегружатель звеньев; 4 – гидростанция; 5 – тележка; 6,7 – станки с гайковертами; 8 – ориентирующее устройство; 9 – эпюрные рейки; 10 – привод конвейера; 11, 19 – роликовый конвейер; 12 – упор; 13 – тельферные установки; 14 – привод конвейера подготовки шпал; 15 – отсекатель шпал; 16 – поперечный конвейер; 17 – рельсовый путь; 18 – монтажные рельсы
На линию ЗЛЖ–650 железобетонные шпалы из склада подают кранами и раскладывают в один ряд на шпалопитатель. Тележкой, совершающей возвратно-поступательное движение, шпалы периодически приподнимаются и подаются в станок, где они укомплектовываются прокладками, подкладками и закладными болтами. Далее шпалы тележкой перемещаются к сборочному станку. Рельсы из склада краном укладываются на стойки по обеим сторонам рельсового конвейера. Каждая пара рельсов механизмом поперечного перемещения подается на опорные ролики конвейера, а затем механизмом продольного перемещения в сборочный станок 8. Здесь вручную устанавливаются клеммные сборки и гайковертами заворачиваются гайки закладных и клеммных болтов. Звено поднимается на тележку 9 и кранами снимается.
Звеносборочная линия «Смолянка» конструкции ПМС–97 Московской дороги также имеет тележки, бункера, откуда комплектуются шпалы, и автомат заворачивания гаек с четырьмя каретками и шуруповертами ШВ–2.
10.

Выправочно-подбивочно-рихтовочные машины ВПР-1200 и ВПР-02 Машины предназначены для выправки пути в продольном профиле, по уровню и в плане, уплотнения балластной призмы под шпалами и около их торцов при работах по техническому обслуживанию и пути и при новом строительстве. Машины самоходные, цикличного действия. Машина ВПР-02 (рис. 10.19), как и все машины этого класса, состоит из базовой машины и соединенной с ней через сферический шарнирный узел полуприцепной платформы 1, размещающей на себе дополнительный топливный бак 2.
Платформа в сцепленном с машиной состоянии опирается на рельсы колесной парой 23, а в расцепленном - еще на опору 22. Она используется для транспортировки путевых инструментов и материалов, а также позволяет удлинить измерительную базу рихтовочной КИС. Экипажная часть машины состоит из рамы 4, опирающейся через тяговую 11 и бегунковую 20 двухосные ходовые тележки специальной конструкции с двухступенчатым рессорным подвешиванием на рельсы. Тележка 11 имеет приводные колесные пары, а тележка 20 - включаемый в рабочем режиме привод одной колесной пары. На раме размещены: дизельный агрегат 5 с силовой передачей 12 и объемным гидроприводом рабочих органов и механизмов передвижения в рабочем режиме, рабочие органы с измерительными системами, кабины управления, тормозная и рабочая пневмосистемы, системы сигнализации и радиосвязи. В состав рабочих органов входят правые и левые подбивочные блоки 18 с уплотнителями балласта у торцов шпал 19, ПРУ 15 и балластные плуги 13. Последние очищают от балласта зону около рельсов для надежной работы ПРУ. Машина оснащена нивелировочной, рихтовочной и контрольной КИС положения пути. Измерения производятся с помощью датчиков, установленных на тележках и устройствах 9, 16, 17, 21, 24 относительно базовых нивелировочных 6 и рихтовочных 14 тросов-хорд. Измерение длины пройденного пути во время работы производится мерным катком 10 с датчиком. Один оборот катка соответствует 1 м пройденного пути.

В настоящее время в путевом хозяйстве железных дорог нашла широкое распространение выпускаемая ранее выправочно-подбивочно-рихтовочная машина ВПР-1200 цикличного действия. Эта машина функционально аналогична машине ВПР-02 и содержит описанные выше узлы и системы. Наиболее значимые отличия: построение системы управления рихтовкой предусматривает работу только в четырехточечном режиме измерений относительно рабочего участка троса хорды, расположенного между передней 9 и контрольной 24 тележками КИС; установка пути по уровню в зоне выправки производится через установку по уровню передних концов нивелировочных тросов, для чего в кабине оператора 7 установлен дополнительный маятниковый мост с датчиком уровня; управление движением в транспортном режиме может производиться только из кабины машиниста 2 (машина ВПР-02 имеет два рабочих места машиниста, расположенные в кабине оператора и в кабине машиниста); применена двухосная прицепная платформа, соединенная с базовой машиной через автосцепки со специальным вкладышем, предохраняющим от случайного расцепления.
11. Машина ВПРС-02 (рис. 10.29) выправляет путь в продольном профиле, по уровню и в плане, уплотняет балласт под шпалами и в зонах у торцов шпал, универсальная цикличного действия, одновременно или независимо выправляет продольный профиль, рихтует и подбивает путь на перегонах и станционных путях, на стрелочных переводах и пересечениях пути. По многим узлам и системам управления машина унифицирована с машиной ВПР-02. Унификация касается, прежде всего, экипажной части. Рама 4 имеет аналогичную конструкцию, но по сравнению с ВПР-02 более широкая, обеспечивающая необходимые поперечные смещения подбивочных блоков 17. Полностью унифицирована ходовая часть: тяговая 11 и бегунковая 18 тележки, дизельный агрегат 5 и силовая передача 12, тормозное оборудование, полуприцепная платформа 1. Аналогична нивелировочная КИС, однако на машинах используется только в точке выправки специальное нивелировочно-рихтовочное измерительное устройство 16, расположенное между ПРУ 15 и подбивочными блоками 17. Расположение этого устройства вне зоны расположения сдвигаемых поперечно на значительную величину подбивочных блоков позволило его рационально сконструировать. Унифицирована также и рихтовочная КИС, но в ней используется дополнительно винтовой механизм с электроприводом для сдвига заднего конца троса-хорды. При работе на стрелочном переводе можно изменять в поперечном направлении положение троса, избегая его повреждения лопатками подбоек при их откидывании. С задним механизмом связан компенсационный датчик смещения, сигнал которого используется для компенсации изменений уровней сигналов датчиков стрел изгиба, расположенных на устройстве 16 и на контрольно-измерительной тележке 20 при смещениях хорды в сторону. Контрольная КИС полностью унифицирована с машиной ВПР-02. Для уплотнения балласта под шпалами применены два одно-шпальных подбивочных блока 17, установленных на подвижных рамах для маневрирования при работе в кривых и на стрелочных переводах. Дебалансные уплотнители балласта у торцов шпал 19 расположены в зоне бегунковой тележки 18. Для перемещения рельсовых нитей в зоне выправки используется ПРУ 15 специальной конструкции с крюковыми захватами, позволяющими захватывать рельсы за головку или под подошву, обеспечивая более надежную их фиксацию. Управление машиной в транспортном режиме может осуществляться либо из кабины машиниста 3 (при движении назад), либо из кабины оператора 7 (при движении вперед). Управление основными рабочими процессами сосредоточено в рабочей кабине 14, имеющей правое и левое рабочие места операторов, а также в кабине оператора 7 (управление выправкой).

Рис. 10.29. Выправочно-подбиаочно-рихтовочная машина для стрелок и пути ВПРС-02:
1 - полуприцепная платформа; 2 - дополнительный топливный бак; 3, 7, 14- кабины: машиниста, оператора и рабочая; 4 -рама; 5 - дизельный силовой агрегат; 6 - тросы нивелировочной измерительной системы; 8 - автосцепки; 9, 20,23 - передняя, контрольно - измерительная и задняя тележки КИС; 10 - мерный каток с датчиком пути; 11, 18 - тяговая и бегунковая тележки; 12 - силовая передача (трансмиссия); 13 - трос-хорда рихтовочной КИС; 15 - ПРУ; 16 - ниве-лировочно-рихтовочное измерительное устройство КИС; 17 - одношпальные подбивочные блоки; 19 - уплотнители балласта у торцов шпал; 21 - опора платформы; 22 - колесная пара
В эксплуатации находятся выпущенные ранее выправочно-подбивочно-рихтовочные машины ВПРС-500. Эти машины по экипажной части и ряду систем управления и привода унифицированы с машинами ВПР-1200. По выполняемым функциям они аналогичны машинам ВПРС-02, В отличие от них, машины имеют подъемные агрегаты, с помощью которых возможен захват и вывешивание рельсовых нитей в рабочей зоне подбивки, открытые внешние кабины управления для работы на стрелочных переводах, иную конструкцию ПРУ.
12. Устройство и назначение. Машина ВПО-3000 предназначена для механизированного выполнения за один проход комплекса работ: дозировки балласта в путь, выправочной подъемки пути в продольном профиле, по уровню и в плане, уплотнения балласта под шпалами со стороны их торцов и плечеоткосных и междупутных зон балластной призмы, планировки откосов балластной призмы и обметания поверхности пути от излишков балласта. Машина применяется при капитальном, среднем и подъемочном ремонтах пути и его текущем содержании независимо от типа рельсов и их скреплений, шпал и рода балласта. Уплотнение балластной призмы машиной ВПО-3000 основано на непрерывном, интенсивном вибрационно-ударном обжатии балластной призмы в горизонтальной плоскости со стороны торцов шпал. Рабочие органы машины (рис. 7.28) смонтированы на ферме 1, опирающейся на переднюю 2 двухосную и заднюю 8 трехосную тележки в последовательности, обеспечивающей выполнение всего комплекса работ: дозатор 2 (рис. 7.29), рельсовые щетки 3, вибрационные уплотнительные плиты 4 (правая и левая), механизм подъема, сдвига и уровня путевой решетки (магнитов) 5, планировщик откосов 6, механизм выключения рессор 7, уплотнители откосов 9 (правый и левый) и шпальная щетка для обметания поверхности пути от излишков балласта 10 с выбросным конвейером 11. Машина оборудована автоматом выправки пути по уровню, механизмом отвода возвышения и повторителями сдвига виброплит. В передней кабине 15 (см. рис. 7.28) размещены дизельное и дозаторное отделения. В дизельном отделении установлены электростанция, генератор постоянного тока для питания электромагнитов, зарядный агрегат для зарядки двух групп аккумуляторных батареи, в дозатор ном — пульт управления (правый и левый) дозатором, рельсовыми щетками и выносной щиток приборов для наблюдения за работой дизель-генератора. В задней кабине 12 управления сосредоточены пульты управления (правый и левый) остальными рабочими органами и установлен механизм отвода возвышения. В этой же кабине предусмотрено хозяйственное отделение. Дозатор, планировщик и рельсовые щетки машины ВПО-3000 по назначению и конструктивному исполнению почти такие же, как у электробалластеров.
Машина оборудована автосцепкой, пневматическим и ручным тормозами, звуковой и световой сигнализацией, переговорным телефонно-ларингофонным устройством, регулятором возбуждения РВ-5222/2 для управления из кабины машины движением тепловоза (ТЭ1, ТЭЗ и др.), используемого в качестве тяговой единицы.

13. Звеноразборочный стенд ЗРС-700 предназначен для разборки звеньев рельсо-шпальной решетки с деревянными шпалами. Он обеспечивает: разборку звеньев путевой решетки на элементы; укладку подкладок с костылями в бункера транспортной тележки; выдачу под отгрузку рельсов с разобран ных звеньев; сортировку старогодных шпал на годные и негодные и комп лектование их в пакеты. Стенд располагается на 140 м одного из железнодорожных путей звеносборочной базы. К оборудованию стенда (рис. V.13) относятся: тяговые лебедки 1 и 7, установленные в начале и конце стенда, транспортная тележка 2, агрегат расшивки 3, перегружатель 4, шпальная тележка 5 и сортировщик шпал 6.
1. Тяговые лебедки служат для перемещения транспортной и шпальной тележек вдоль фронта работ. Транспортная тележка движется от крайнего левого положения до перегружателя, а шпальная тележка—от перегружателя до сортировщика шпал. Их перемещение осуществляется посредством системы канатов и отклоняющих блоков, прикрепленных к рельсам внутри колеи рабочего пути
2. Транспортная тележка служит для перемещения звена, уложенного на нее краном, к агрегату расшивки. Тележка имеет сварную раму, опирающуюся на пять пар колес, перемещающихся по рельсовому пути, на котором установлен стенд
3. Агрегат расшивки служит для разборки рельсошпальной решетки на составляющие элементы. Агрегат расшивки имеет автоматическую систему управления, обеспечивающую последовательное выполнение следующих операций: перемещение транспортной тележки на шаг эпюры, поджатие шпалы к подошве рельса, захват подкладок шпалы, отжатие шпалы и холостой ход рабочих органов. Контрольно-управляющая электро- и гидроаппаратура гарантируют последовательное включение в работу рабочих органов агрегата и цикличность их работы. Звено подается до нажатия шпалой на упор конечного выключателя, последний связан с электрогидравлическим золотником управления, в результате чего поступает команда на последовательное срабатывание механизмов поджатия шпалы, захвата подкладок, отрыв шпалы и переезд тележки со звеном на шаг эпюры. На агрегате предусмотрена ручная система управления с пульта управления 9. Усилие отрыва шпалы до 12 т, рабочее давление в гидросистеме 50 кгс/см2, скорость подачи звена 0,4 м/с.
4. Перегружатель служит для перегрузки элементов расшитого звена с транспортной тележки на шпальную.
5. Шпальная тележка предназначена для перемещения шпал и рельсов разобранного звена от перегружателя к сортировщику.
6. Сортировщик шпал служит для сортировки шпал на годные и негодные и накопления их в пакеты для последующей отгрузки.

Звеноразборочный комбайн ХабИИЖТа смонтирован на четырех 60-тонных платформах, две из которых служат для приемки пакетов 12,5– или 25–метровых звеньев, и две – для разборки и сортировки их элементов. Пакеты со звеньями для разборки лебедкой перетягивают на платформы. Верхнее звено пакета клещами и лебедкой поднимают вверх, где оно при помощи механизма приемными роликами захватывается за головки рельсов. Толкающим механизмом (приводная двухосная тележка с упорами) звено подают к вращающейся щетке для очистки от грязи и балласта и далее к агрегату расшивки. В агрегате каждая шпала последовательно подтягивается к подошвам рельсов для того, чтобы клещи захватили подкладки, затем отжимается и сбрасывается на цепной конвейер. Клещи раскрываются, и подкладки с костылями направляются по наклонным желобам в бункера, установленные по обеим сторонам платформы. Шпалы по конвейеру поступают к отсекателю, который передает их через определенный интервал на второй конвейер. Делителем шпалы сортируют и сбрасывают в один из двух отсеков тележки. Перемещают тележку двухбара-банной лебедкой. Рельсы расшитого звена, оставшиеся на роликах, лебедками с полуавтоматическими захватами спускают по аппарелям и укладывают в пакеты по обеим сторонам платформы. Агрегат расшивки включает в себя устройства для перемещения звена, механизмы поджатия шпал, захвата подкладок и отжатия шпал, которые могут иметь гидравлический или электрический привод. Механизмы с гидроприводами такие же, как у агрегата расшивки ЗРС. Все механизмы работают последовательно, автоматически, включаются соответствующими электромагнитами в том случае, когда срабатывает центральный конечный включатель, на который нажимает шпала. При этом звено перемещается на шаг эпюры шпал.
14. Назначение, классификации, устройств. Машины оснащены устройствами для очистки путей от снега, погрузки его на специальный подвижной состав, транспортирования и выгрузки. Устройства могут быть установлены в одном специальном вагоне или в нескольких. В зависимости от этого машины делятся на снегоуборочные поезда и одновагонные снегоуборщики. Для железных дорог разработаны снегоуборочные поезда системы СМ-2, СМ-3, СМ-6 и одновагонные снегоуборщики СМ-4 и СМ-5. В состав снегоуборочного поезда входят: головная единица, один или несколько промежуточных полувагонов (для накопления снега) и концевой полувагон с устройством для его выгрузки. В качестве головной единицы разработаны снегоуборочные машины СМ-2; различных модификаций, СМ-6, СМ-3. Работа любой снегоуборочной машины основана на следующем принципе: снег с пути заборным органом подаётся на конвейер машины, который доставляет его в полувагоны (расположенные за машиной), для многовагонных единиц или в ёмкость для одновагонных. Заборный орган — основной рабочий орган машины, от него зависят область применения машины и качество работы. Существует два типа заборных рабочих органов: ножевой и роторный.
Ножевой рабочий орган — это жёсткий нож 1. установленный впереди машины поперёк пути (служит продолжением ленточного конвейера 2). В рабочем положении нож опускается на 50 мм ниже уровня головки рельсов, поэтому на ноже сделаны вырезы для рельсов. Недостатки этого типа заборного рабочего органа: нельзя очищать стрелочные переводы, переезды, пересечения; после прохода машины на пути остаётся слой снега толщиной h, при уборке мокрого снега перед ножом может образоваться снежный вал, который движется впереди, не поступая на конвейер. Достоинсиво: простая конструкция, можно очищать снег с большими рабочими скоростями (большая производительность), малые удельные затраты энергии.
Роторный заборный орган состоит из поперечного ротора-питателя 3 (как у двух- и трёхроторных снегоочистителей) с гибкими тросовыми или проволочными лопастями (ротор-питатель). При вращении ротора лопасти срезают снег до поверхности шпал и подают его на конвейер 2. Гибкие лопасти позволяют очищать стрелочные переводы, крестовины, переезды и т. п. Летом машины с таким заборным органом используются для очистки путей от засорителей (угля, торфа, шлака). Ножевым заборным органом оснащались снегоуборочные машины типа СМ в сочетании с ротором. Все выпускаемые снегоуборочные машины оснащены щёточным ротором-питателем. На снегоуборочной машине СМ-2 установлены нож и щёточный ротор-питатель, которые могут работать вместе или отдельно.

Самоходные снегоуборщики. Для уменьшения простоя машин из-за отсутствия локомотивов разработаны самоходные снегоуборщики СМ-3 и СМ-4. Самоходный снегоуборочный поезд СМ-3 состоит из четырех полувагонов, может компоноваться в таких вариантах: две единицы — головной и концевой полувагоны (вместимость состава 160 м3); три единицы — головной полувагон; промежуточный и концевой полувагоны (вместимость состава 285 м3); четыре единицы — головной полувагон, два промежуточных и концевой полувагоны (вместимость состава 410 м3). Летом для работы по уборке мусора к составу прицепляется цистерна для воды. В передней части головного полувагона установлены щеточный ротор-питатель 3 и подрезной нож 4 (рис. 10, а). Они подают забираемый с пути материал на скребковый загрузочный конвейер 5, который направляет его на пластинчатый конвейер-накопитель 7 (лента его движется с небольшой скоростью). Боковые крылья 2 оборудованы щетками. Поливочное устройство машины состоит из насоса, запорного вентиля с электроприводом для управления из кабины, разводящих трубопроводов и насадок для распыления воды. Оно используется летом для улучшения условий работы. Подрезной нож 4 (установлен за щеточным питателем) — второй заборный орган — убирает уплотненный снег значительной толщины при большой поступательной скорости машины. Устройство 8 скалывает лед и рыхлит уплотненный снег, состоит из среднего и двух боковых льдоскалывателей, представляющих собой двухрядную борону со стальными зубьями. Рельсы очищают щетки 6.

Рисунок – 10 Снегоуборочная машина СМ-3 и концевой разгрузочный полувагон. Схемы
а — машины СМ-3, б — полувагона 1 — кабина управления, 2— боковые крылья со щетками, 3 — ротор-питатель; 4 — подрезной нож, 5, 7, 12 — конвейеры питатель, накопитель, поворотно-разгрузочный, 6 — рельсовые щетки, 8 — льдоскалывающее устройство; 9 — кабина; 10 — тележка от тепловоза ТЭЗ, 11 — дизель-электростанция, 13 — привод конвейера, 14 — конвейер полувагона
17. Электробалластеры предназначены для механизации работ поподъем-ке пути с подведением балласта под шпалы вывешенной путевой решетки. По конструктивным схемам электробалластеры делятся на три типа: двухпролетные с междуферменным шарниром (ЭЛБ-1, ЭЛГ5-3, ЭЛБ-ЗМ и ЭЛБ-ЗТС), консольные (КБ-2), прицепные однопролетные путеподъемники (ЭМПП-2М, МПП-5). Двухпролетные электробалластеры как наиболее совершенные и высокопроизводительные применяют на эксплуатируемых железных дорогах при капитальном ремонте и реконструкции пути, на строительстве новых железных дорог и вторых путей с большим объемом работ. Электробалластеры ЭЛБ-ЗМ и ЭЛБ-ЗТС (рис. 1) предназначены для работы на пути с тяжелыми рельсами Р65 и Р75 с деревянными и железобетонными шпалами. Они состоят из двух ферм: рабочей 14 и направляющей 8. Фермы соединены междуферменным шарниром 9, опираются на тележки 1, 7, 17. На рабочей ферме расположены рабочие органы: механизм подъема, сдвига и перекоса пути 12, балластерная рама 13, шпальные щетки 11, шпально-рельсовые щетки 16, центральный пульт управления 10, хозяйственная будка 18 и компрессор 15 (на ЭЛБ-ЗТС); на направляющей ферме – дозатор 4, пульт управления 5, рельсовые щетки 3 и 6, будка 2 с установленной в ней электростанцией. Ранее выпускавшиеся электробалластеры ЭЛБ-1 имеют такую же конструктивную схему и предназначены для работы на пути с рельсами Р43 и Р50 с деревянными шпалами.

Сопротивление движению машины: Wмаш=Wдоз+Wш.р.щ.+Wриз+Wб.пов.≤Рсц; где Wдоз – сила сопротивления действующая на дозатор; Wш.р.щ – соп. движению шпально-рельсовой решетки; Wриз – соп. движению рельсовой щетки; Wб.пов – соп. движению балластера как повозки. Суммарное сопротивление при подъемке пути: Wмаш=Wм.под+Wб.р.+Wб.под; Wм.под=2βРприт/Dр(μ1+fd/2); где β – к. увеличения сопротивления; Рприт – остаточное усилие притяжение рельсов электромагнитами; Dр – диаметр ролика; μ1 – к. трения качения о рельс ролика электромагнита; f – к. тр. к. шарикоподшипников; d – диаметр цапфы ролика.
Расчёт механизма подъёма и сдвига путевой решётки. Определение силы подъема (Н): Р=4,44√(EJxhq3); где E – модуль упругости рельсовой стали; Jx – момент инерции 2-х рельсов (гориз.); h – наибольшая высота подъема путевой решетки; q – погонное сопротивл. подъему путевой решетки. Сила сдвига: Q=192YMAXEJyKж/l3; где Kж – к. жесткости; l – длина искривленного участка.
15. В процессе эксплуатации на путевую решетку воздействуют поездные нагрузки, которые передаются на балластный слой и вызывают его обратимые (упругие) и необратимые (остаточные) деформации. С течением времени деформации накапливаются, как правило, неравномерно по протяжению пути. Положение рельсошпальной решетки (РШР) изменяется сначала в пределах допусков, а затем и за пределами допусков (натурное положение), т.е. наблюдаются расстройства пути, вызывающие эксплуатационные ограничения. Для обеспечения плавного и безопасного движения поездов периодически требуется устанавливать путевую решетку в проектное положение (производить выправку) и одновременно её фиксировать за счет уплотнения балластного слоя (производить подбивку). В путевом хозяйстве эти технологические операции выполняются машинами и механизмами для уплотнения балластной призмы, выправки и отделки пути.
 Балластоуплотнительные
машины производят уплотнение объемов
балластной призмы в шпальных ящиках и
зонах под ними, а также по откосах и
междупутье. Используются, в основном,
в комплексах путевых машин совместно
с выправочно-подбивочными машинами
цикличного действия при текущем
содержании пути. Необходимость
использования машины БУМ обусловлена
тем, что подбивочные блоки
выправочно-подбивочных машин цикличного
действия производят лишь локальное
уплотнение балласта под шпалами в
подрельсовых зонах,
создавая
локальные зоны уплотнения (ядро
уплотнения). В зонах, расположенных под
шпальными ящиками текстура балласта
нарушена вынимаемыми из призмы и
раскрываемыми при этом лопатками
подбоек. Здесь локализуются зоны
разуплотненного балласта, на поверхности
призмы в шпальных ящиках остаются
углубления. Если сразу после работы
выправочно-подбивочной машины пропускать
поезда, то вертикальное давление на
шпалы приводит к появлению распорных
боковых давлений, балласт постепенно
смещается в зоны под шпальными ящиками,
происходит разрушение ядра уплотнения.
Применение рабочих органов, производящих
вертикальное виброобжатие балласта в
шпальных ящиках, позволяет образовать
ядра уплотнения в зонах под ними. В
результате создается боковой подпор,
препятствующий движению частиц из ядра
уплотнения под шпалой.
Балластоуплотнительные
машины производят уплотнение объемов
балластной призмы в шпальных ящиках и
зонах под ними, а также по откосах и
междупутье. Используются, в основном,
в комплексах путевых машин совместно
с выправочно-подбивочными машинами
цикличного действия при текущем
содержании пути. Необходимость
использования машины БУМ обусловлена
тем, что подбивочные блоки
выправочно-подбивочных машин цикличного
действия производят лишь локальное
уплотнение балласта под шпалами в
подрельсовых зонах,
создавая
локальные зоны уплотнения (ядро
уплотнения). В зонах, расположенных под
шпальными ящиками текстура балласта
нарушена вынимаемыми из призмы и
раскрываемыми при этом лопатками
подбоек. Здесь локализуются зоны
разуплотненного балласта, на поверхности
призмы в шпальных ящиках остаются
углубления. Если сразу после работы
выправочно-подбивочной машины пропускать
поезда, то вертикальное давление на
шпалы приводит к появлению распорных
боковых давлений, балласт постепенно
смещается в зоны под шпальными ящиками,
происходит разрушение ядра уплотнения.
Применение рабочих органов, производящих
вертикальное виброобжатие балласта в
шпальных ящиках, позволяет образовать
ядра уплотнения в зонах под ними. В
результате создается боковой подпор,
препятствующий движению частиц из ядра
уплотнения под шпалой.

Уплотнитель балласта в шпальных ящиках: а - общий вид; б - схема работы балласта под шпалой без применения машины БУМ; в - тоже, после уплотнения машиной; 1 - рама машины; 2, 4 - приводной пневмоцилиндр и крюк транспортного запора; 3 - гидроцилиндр подъема блока; 5 - конечный выключатель; 6 - кронштейн блока; 7, 14 - гидромотор привода вибраций с зубчато-ременной передачей; 8, 9- эксцентриковый вал с маховиками; 10 - пружины; 11 - рычаги; 12, 13 - основная и реактивная направляющие; 15 - стяжки; 16 – башмаки.
Характер накопления вертикальных остаточных деформаций h в функции пропущенной по участку общей массы поездов Т (тоннажа брутто) (рисунок 5, а) позволяет выделить четыре периода - Т1-Т4 в его работе. Каждый период отражает физические процессы, происходящие в слое балласта, и характеризуется скоростью (интенсивностью) Vh = dh/dT (рисунок5, б) и ускорением (неравномерностью) Wh = d2h/dT2 (рисунок 5, в) накопления остаточных деформаций. После предварительной осадки уплотнения и стабилизации h0 наступает период T1 - стабилизации, в течение которого осадки имеют затухающий характер к его окончанию (Vh → 0; Wh → 0). Период Т2 соответствует нормальной эксплуатации Т|, Т||, Т||| и Т|V - периоды работы балласта; t - периоды между исправлениями пути по уровню; Δhзап - запас на осадку пути, осадки накапливаются медленно и равномерно. Его удлинение достигается качественным уплотнением балласта и стабилизацией пути. В результате засорения и износа балластного слоя наступает период Т3 - критической эксплуатации, к концу которого балластная призма начинает интенсивно разрушаться и требует ремонта. Т4 - период просроченного ремонта (аварийный) с потерей работоспособности пути и при эксплуатации не допускается. Уплотнение - процесс повышения плотности балластного материала (щебень, гравий, песок) за счет увеличения концентрации частиц в единице объема, соответствующей более упорядоченному по расположению и форме их пространственному построению (текстуре) при силовом воздействии. В стабилизированном состоянии Vh = const, Wh = 0 (Рисунок 5). Практически, под поездами наблюдаются только упругие деформации балластного слоя.
Машина для уплотнения балласта железнодорожного пути относится к устройствам для уплотнения балласта железнодорожного пути. Цель изобретения - повышение эффективности машины путем повышения равномерности и степени уплотнения балласта. Машина (рисунок 7) содержит экипажную часть с рамой 1, на которой последовательно смонтированы вибрационные тележки 2 -4, соединенные с ней через устройство 5 статического пригруза, образованное гидроцилиндрами 6. На тележках 2-4 установлены вибраторы возбуждения горизонтальных колебаний с дебалансами и вибраторы возбуждения вертикальных колебаний с дебалансами Указанные вибраторы синхронизированы между собой, а дебалансы вибраторов, установленные на одной тележке, повернуты относительно дебалансов следующей тележки последовательно вдоль машины.
Машина для уплотнения балласта железнодорожного пути, содержащая экипажную часть, на раме которой смонтированы вибрационные тележки, последовательно расположенные вдоль машины и несущие вибраторы возбуждения горизонтальных колебаний, включающие в себя дебалансы,и устройства статического пригруза, отличающееся тем, что, с целью повышения эффективности путем повышения равномерности и степени уплотнения балласта, она снабжена вибраторами возбуждения вертикальных колебаний, включающими в себя дебалансы, установленные на указанных тележках и синхронизированные с вибраторами горизонтальных колебаний и между собой, причем дебалансы вибраторов, установленные на одной тележке, повернуты относительно дебалансов следующей тележки последовательно вдоль машины.
 Рисунок
7 - Общий вид машины для уплотнения
балласта железнодорожного пути
Рисунок
7 - Общий вид машины для уплотнения
балласта железнодорожного пути
16. Динамические стабилизаторы пути предназначен для ускоренной и контролируемой стабилизации железнодорожного пути с сохранением в пределах допусков и норм содержания его положения в продольном профиле, по уровню и в плане. Машина применяется в составе отделочных комплексов для работ по техническому обслуживанию пути. Принцип действия стабилизатора заключается в виброобжимном воздействии на балластную призму в подшпальной зоне через путевую решетку, имитирующем уплотняющее воздействие поездной нагрузки. Динамические стабилизаторы пути (ДСП), производят искусственное осаживание рельсов под действием вибраций, сочетающихся с вертикальным прижимом РШР, ускоряют стабилизацию балластного слоя в подшпалыюй зоне, производя также и глубинное уплотнение балласта. Процесс осаживания подвергается оперативному контролю, поэтому предоставляется достаточно широкая возможность его управления.
Динамический стабилизатор пути ДСП-С (рис. 10.54) содержит экипажную часть в виде рамы 2, опирающейся па переднюю тяговую 6 и заднюю бегунковую 14 ходовые тележки. На раме смонтированы силовой дизельный агрегат 3 с трансмиссией 8, унифицированной с машиной ВПР-02, устройства гидропривода, тормозная система, автосцепки 5, сигнальные устройства. В качестве основного рабочего органа применен блок динамической стабилизации пути 12. Положение рельсовых нитей пути в продольном профиле контролируется двухтросовой КИС, имеющей трехточечную измерительную схему с измерением положения каждой рельсовой нити от отдельного стрелографа. В концевых точках стрелог рафа установлены стойки 7, 13, которые опираются на буксы колесных пар. Между этими точками по верхнему (нижнему) поясу фермы натянут нивелировочный трос 11. Измерительное устройство 9 при работе опускается роликами па рельсы. В верхней части устройства установлен датчик продольного профиля 10, а па его раме — датчик уровня. Управление машиной при работе и транспортном передвижении осуществляется из кабин 1, 4.
В транспортном режиме привод на колесные пары тяговой тележки осуществляется через механическую трансмиссию 8, а в рабочем режиме — через объемный гидропривод. Экипажная часть ДСП в значительной мере унифицирована с машинами ВПР.

Рис. 10.54. Динамический стабилизатор пути ДСП-С:
1,4- кабины управления; 2 - рама; 3 - дизельный силовой агрегат; 5 - автосцепки; 6, 14 - тяговая и бегунковая ходовые тележки; 7, 13 — концевые стойки стрелографа; 8 - силовая передача (трансмиссия); 9 — измерительное устройство продольного профиля; 10 - датчик продольного профиля; 11 — нивелировочный трос-хорда; 12 - блок динамической стабилизации пути
Динамический стабилизатор пути австрийской фирмой типа DGS-62N имеет некоторые конструктивные отличия от стабилизатора ДСП-С. Принципиальное отличие заключается в том, что блоки динамической стабилизации генерируют только горизонтальные вибрационные воздействия па путь. На машинах устанавливается два блока динамической стабилизации. Блоки подвешены к раме машины, т.е. без установки промежуточной рамы, как это сделано на ДПС-С. На машинах ДПС-С и DGS-62N установлены схожие двухтросовые системы управления осаживанием пути и системы регулирования прижатия их к РШР в процессе работы.
18. Периодическое восстановление физико-механических характеристик и геометрических параметров щебеночной балластной призмы производится путем очистки щебня или, в случае несоответствия уложенного в пути балласта требуемым характеристикам, — за счет полной его замены на щебень твердых пород машинами для очистки щебня и замены балласта. Балластная призма должна обеспечивать вертикальную и горизонтальную устойчивость рельсошпальной решетки при воздействии на нее поездной нагрузки, равномерное распределение давления от шпал на возможно большую площадь основной площадки земляного полотна, иметь возможно большую равноупругость вдоль и поперек пути и обеспечивать наименьшую неравномерность остаточных деформаций при эксплуатации железнодорожного пути. В процессе длительной эксплуатации железнодорожного пути балластная призма постоянно засоряется как сыпучими грузами с проходящих поездов, так и мелкими фракциями грунта, попадающими со стороны дефектной площадки земляного полотна, а также мелкими частицами щебня при его разрушении под действием поездной нагрузки. При этом балластная призма теряет свои первоначальные свойства, а остаточные деформации пути увеличиваются, что ведет к повышенному износу элементов верхнего строения пути, подвижного состава и возрастанию расходов железнодорожного транспорта.
Машины предназначены для забора и очистки балласта. Удаление загрязнений и укладки очищенного щебня снова в путь.
Классификация:
Машины для очистки щебня и замены балласта подразделяются на следующие основные группы:
- машины высокопроизводительные с малой глубиной очистки щебня (ЩОМ-Д, ЩОМ-ДО, ЩОМ-4, ЩОМ-4М, БМС и др.);
- машины для торцевой очистки (замены) балласта (УМ-М, УМ-С, ЩОМ-6Р и др.);
- машины для глубокой очистки (замены) щебня (RM-80, RM-76, СЧ-600, СЧ-601, СЧУ-800, АХМ-80, ЩОМ-6Б и др.).
I. По назначению они подразделяются на машины для работы:
- на перегонах, на стрелочных переводах, универсальные машины для работы на перегонах и стрелочных переводах;
II. По основным выполняемым операциям на машины:
-для очистки щебня, для очистки и вырезки балласта, машины для вырезки (замены) балласта;
III. По конструктивному исполнению, в частности, способу вырезки балласта — на машины:
- с пассивными подрезными ножами и подгребными крыльями, с активными вырезающими органами (цепными скребковыми, роторными, баровыми), с комбинированными рабочими органами;
IV. По способу очистки щебня — на машины:
- с центробежными очистительными устройствами и машины с плоскими вибрационными грохотами;
V. По способу транспортирования— на машины:
- прицепные и машины самоходные;
VI. По типу ходовой части и тяговых единиц — на машины:
- с железнодорожным ходом и тяговым локомотивом или со специальным и тягово-энергетическим модулем и машины на комбинированном ходу с тракторной тягой;
VII. По способу удаления засорителя — на машины:
- с рассевом засорителя в сторону от пути и машины с направленным переносом засорителя в специализированный подвижной состав (для последующего его вывоза) или выгрузки к основанию насыпи, или за пределы водоотводов в неглубоких выемках;
VIII. По способу работы с рельсошпальной решеткой — на машины:
- работающие с подъемом рельсошпальной решетки, машины, работающие без ее подъема, и машины, работающие при снятой путевой решетке.
Щебнеочистительная машина ЩОМ-Д. Машина служит для очистки щебеночной балластной призмы на всю ширину и глубину до 25 см, может вырезать песчаный балласт и удалять за пределы пути, выправлять продольный профиль пути с подрезкой балластного слоя и земляного полотна, устраивать отводы при подходах к искусственным сооружениям, поднимать и сдвигать путевую решетку с деревянными шпалами. Машина смонтирована на базе электробалластера ЭЛБ-1, на фермах которого, кроме его рабочих органов —подъемного устройства, балластерной рамы, дозатора, рельсовых и шпальных щеток — установлены щебнеочистительное устройство, планировщик и консольный кран грузоподъемностью 3,5 т с пультом управления.

1 – машинное отделение, 2- кабина управления; 3 — рельсо-шпальная щетка; 4 — выносной пост управления; 5 — планировщик; 6, 7 — устройства: щебнеочистительное, подъемное; 5, 9, 11— крылья; 10 — рама; 12 — растяжка; 13 — пульт управления краном; 14 — консольный кран; 15 — дозатор;
19. Периодическое восстановление физико-механических характеристик и геометрических параметров щебеночной балластной призмы производится путем очистки щебня или, в случае несоответствия уложенного в пути балласта требуемым характеристикам, — за счет полной его замены на щебень твердых пород машинами для очистки щебня и замены балласта. Балластная призма должна обеспечивать вертикальную и горизонтальную устойчивость рельсошпальной решетки при воздействии на нее поездной нагрузки, равномерное распределение давления от шпал на возможно большую площадь основной площадки земляного полотна, иметь возможно большую равноупругость вдоль и поперек пути и обеспечивать наименьшую неравномерность остаточных деформаций при эксплуатации железнодорожного пути. В процессе длительной эксплуатации железнодорожного пути балластная призма постоянно засоряется как сыпучими грузами с проходящих поездов, так и мелкими фракциями грунта, попадающими со стороны дефектной площадки земляного полотна, а также мелкими частицами щебня при его разрушении под действием поездной нагрузки. При этом балластная призма теряет свои первоначальные свойства, а остаточные деформации пути увеличиваются, что ведет к повышенному износу элементов верхнего строения пути, подвижного состава и возрастанию расходов железнодорожного транспорта.
Машины предназначены для забора и очистки балласта. Удаление загрязнений и укладки очищенного щебня снова в путь.
Классификация:
Машины для очистки щебня и замены балласта подразделяются на следующие основные группы:
- машины высокопроизводительные с малой глубиной очистки щебня (ЩОМ-Д, ЩОМ-ДО, ЩОМ-4, ЩОМ-4М, БМС и др.);
- машины для торцевой очистки (замены) балласта (УМ-М, УМ-С, ЩОМ-6Р и др.);
- машины для глубокой очистки (замены) щебня (RM-80, RM-76, СЧ-600, СЧ-601, СЧУ-800, АХМ-80, ЩОМ-6Б и др.).
I. По назначению они подразделяются на машины для работы:
- на перегонах, на стрелочных переводах, универсальные машины для работы на перегонах и стрелочных переводах;
II. По основным выполняемым операциям на машины:
-для очистки щебня, для очистки и вырезки балласта, машины для вырезки (замены) балласта;
III. По конструктивному исполнению, в частности, способу вырезки балласта — на машины:
- с пассивными подрезными ножами и подгребными крыльями, с активными вырезающими органами (цепными скребковыми, роторными, баровыми), с комбинированными рабочими органами;
IV. По способу очистки щебня — на машины:
- с центробежными очистительными устройствами и машины с плоскими вибрационными грохотами;
V. По способу транспортирования— на машины:
- прицепные и машины самоходные;
VI. По типу ходовой части и тяговых единиц — на машины:
- с железнодорожным ходом и тяговым локомотивом или со специальным и тягово-энергетическим модулем и машины на комбинированном ходу с тракторной тягой;
VII. По способу удаления засорителя — на машины:
- с рассевом засорителя в сторону от пути и машины с направленным переносом засорителя в специализированный подвижной состав (для последующего его вывоза) или выгрузки к основанию насыпи, или за пределы водоотводов в неглубоких выемках;
VIII. По способу работы с рельсошпальной решеткой — на машины:
- работающие с подъемом рельсошпальной решетки, машины, работающие без ее подъема, и машины, работающие при снятой путевой решетке.
Щебнеочистительная машина ЩОМ-4 предназначена для очистки щебеночного и гравийного балласта на всю ширину и глубину (до 400 мм) балластной призмы одного железнодорожного пути без снятия путевой решетки. Увеличение глубины очистки до 400 мм вместо 250 мм для щебне-очистительного устройства на ЭЛБ-1 стало возможным благодаря оборудованию машины ковшовым роторным устройством, которое на 30% снижает сопротивление передвижению машины при ее работе. Машину ЩОМ-4 можно использовать так же, как обычный электробалластер, поскольку она имеет все необходимое для этого оборудование. Машина (рис. VI. 15) состоит из экипажной части /, подъемной рамы с приводом ленты 5, несущей рамы 14, роторного устройства 20, устройства для отбора щебня 9, устройства для пробивки шпальных ящиков 16, подъемного устройства с электромагнитами 4, планировщика 10, дозатора 19, рельсовых щеток 17, шпальных щеток 15, ножа 13, ленты 12, бункера 11, кабины выносного пульта 8, шпально-рельсовых щеток 7, крана 3, будки управления 6, будки машинного отделения с электростанцией 2, насосных станций 18. Перемещается машина при работе специально оборудованным тепловозом ТЭЗ, который служит также энергетической базой питания постоянным током электродвигателей привода ленты очистительного устройства и электродвигателя насосной станции роторного устройства на случай, если откажет в работе электростанция переменного тока. Загрязненный щебень, подрезаемый ножом при поступательном движении машины, подается на горизонтальный участок ленты, образованный нижними отклоняющими звездочками 9 и нижними роликами батарей 3. На этом участке сетка ленты опирается скользунами, а цепи — пластинами на подрезной нож. Лента движется справа налево, увлекает щебень к криволинейному участку ее трассы, образованному батареей, где под действием центробежной силы щебень прижимается к ленте, загрязняющие его частицы отделяются и выбрасываются через ячейки сетки в полевую сторону за пределы балластной призмы. Качество очистки щебня и дальность отброса грязи зависит от скорости движения ленты (максимальная 14 м/с). Оставшийся на ленте очищенный щебень продолжает свое движение вместе с лентой до наклонного участка трассы, образованного верхними роликами батареи и зведочками регулирующего устройства. Угол наклона этого участка ленты может быть изменен регулирующим устройством, благодаря чему достигается частичное распределение щебня по ширине бункера и, в конечном итоге, по ширине балластной призмы. На наклонном участке щебень отрывается от ленты и, совершая полет по параболической кривой, попадает в бункер 5, где шиберами 6 и 8 распределяется по ширине балластной призмы и планируется отвалами планировщика. Часть его может быть направлена на транспортер устройства для отбора щебня 11, подведенного под бункер. В этом случае откидной лист 10 бункера занимает положение, показанное на рисунке пунктиром.

Машина ЩОМ-4М является модернизированным образцом машины ЩОМ-4, оборудована дополнительным центробежным очистным устройством, установленным на направляющей раме за роторным рабочим органом, транспортером , подающим вырезанный роторами щебень в дополнительное очистное устройство , бункером-распределителем для укладки очищенного очистным устройством щебня в вырытые роторами траншеи, транспортерами , для передачи чистого щебня от дополнительного очистного органа в бункер-распределитель , установленный за основным очистным устройством, и поворотным устройством для подачи щебня в подвижной состав, расположенный на соседнем пути.
20. Машины для глубокой очистки щебня и замены балласта (РМ-80, РМ-76, СЧ-600, СЧ-601, СЧУ-800, комплекс ЩОМ-6, АХМ-1 и др.) предназначены для очистки и вырезки загрязненного щебня на глубину до 0,5 м и более. Эти машины выпускаются на железнодорожном ходу: как в прицепном варианте (СЧ-600, СЧ-601, СЧУ-800, комплекс ЩОМ-6), так и в самоходном варианте (РМ-80, АХМ-1) и используются в составе щебнеочистительных машинизированных комплексах при ремонтах пути со сплошной очисткой или заменой балласта. Они имеют основной вырезающий орган в виде цепного скребкового устройства. В качестве тяговых единиц при прицепном исполнении машины используют тягово-энергетические модули, которые рассматриваются в следующем параграфе.
Щебнеочистительные машины СЧ-600 и СЧ-601 имеют одинаковую конструктивную схему и различаются только модернизацией некоторых узлов и дополнениями, выполненными на машине СЧ-601. В зависимости от технологического процесса, возможны два варианта работы машины: вырезка балласта — (при полной вырезке) балласт может подаваться через поворотный конвейер в специализированный состав или на откос земляного полотна, а при очистке вырезанный балласт подается на грохот, очищенный щебень возвращается в балластную призму, а мелкая фракция (загрязнитель) может отгружаться в специализированный состав или на откос земляного полотна.

Рис. 7.9. Щебнеочистительная машина СЧ-600:
1 — рама; 2, 3 — тележки; 4 — выгребное устройство; 5 — приемочный бункер; 6 — конвейер для подачи вырезанного щебня; 7 — грохот; 8 — конвейер для подачи засорителя; 9 — поворотный конвейер; 10 — накопитель; 11 — распределитель щебня; 12 — подъемное устройство для рельсо-шпальной решетки; 13 — измерительная система; 14 — кабина управления; 15 — гидроцилиндр установки уровня выгребного устройства; 16 — электродвигатели привода баровой цепи; 17 — поперечный конвейер
Щебиеочистителъная машина Щ0М-6Б выполнена в прицепном варианте и предназначена для очистки от загрязнителей щебеночного балласта по всей ширине балластной призмы железнодорожного пути с отбором засорителей и возможностью их погрузки в подвижной состав. Машина может производить вырезку балласта (без очистки) с погрузкой его в специализированный подвижной состав, находящийся на том же пути или в подвижной состав, находящийся на соседнем пути, а при работе в сцепе с машиной ЩОМ-6Р может принимать с нее вырезанный за концами шпал и очищенный щебень для укладки его в путь.
Щебнеочистительная машина RM-80 UHR выполнена в самоходном варианте и предназначена для железнодорожного пути и стрелочных переводов, а также для вырезки старого песчаного балласта и выполнения работы по подъемке пути на щебень. Машина вырезает балласт на глубину до 1000 мм ниже уровня головки рельса и подает отходы очистки за пределы пути на расстояние до 7,0 м или грузит их в вагоны, стоящие на соседнем пути (справа или слева от машины). Щебнеочистительная машина RM-80 UHR имеет сварную раму, выполненную из профильного проката, способную воспринимать ударные и тяговые нагрузки до 200 тс, что в сочетании с установкой тяговых приборов стандартной конструкции позволяет включать эти машины в любое место поезда. Щебнеочистительная машина RM-80 UHR состоит (рис. 7.16) из рамы 1, опирающейся на две двухосные приводные тележки 2,3. На раме 1 размещены кабины 4,5 управления (передняя и ходовая), внутри каждой из которых установлены отдельные силовые агрегаты приводов, вибрационный грохот 5, выгребное устройство 6, выполненное в виде цепного скребкового рабочего органа, контейнер 7 для засорителей, поворотный складывающийся конвейер 8, планировщик 9, подъемно-рихтовочное устройство 10.
Универсальная щебнеочиститепьная машина СЧУ-800
Универсальная щебнеочистительная машина типа СЧУ-800 выполнена в несамоходном варианте и предназначена для вырезки балластной призмы, укладки геотекстиля на поверхность среза, образования уплотненного песчаного слоя и создания нового балластного слоя из очищенного или нового щебня, при отводе вырезанного материала в специализированный состав или на обочину пути. Машина СЧУ-800 является рабочим комплексом, состоящим из: универсального тягового модуля УТМ-2; добывающей секции ТС-800; очистной секции ЦС-800; состава механизированных вагонов. Добывающая секция предназначена для вырезки балласта и транспортирования его на очистку или в специализированный состав.
21. БАЛЛАСТООЧИСТИТЕЛЬНАЯ МАШИНА БМС предназначена для очистки щебеночного и гравийного балласта на всю ширину и глубину балластной призмы одного железнодорожного пути. Работа по очистке балласта выполняется при снятой путевой решетке (в процессе ее смены). Кроме очистки балласта, машиной можно вести вырезку песчаного балласта с удалением его за пределы балластной призмы и выправку продольного профиля пути за счет вырезки слоя балласта переменной высоты. Песчаный балласт вырезают лишь при наличии на пути предварительно нагруженного чистого балласта в объеме 1000 м3 на 1 км. Машина выполнена полуприцепной конструкции. В рабочем положении она перемещается двумя сцепленными тракторами / марки Т-100М или Т-130. Коробки передач тракторов снабжены ходоуменьшителями для обеспечения малых (ползучих) скоростей. Необходимое тяговое усилие (16 тс) для перемещения машины во время работы достигается увеличением сцепного веса тракторов переднего — дополнительным грузом 2 массой 12 т, заднего — опиранием на него передней части машины. Для перемещения по рельсам на гусеницах тракторов предусмотрены специальные вырезы, а катки машины снабжены ребордами. Машина состоит из рамы 4, упряжного устройства 5, рабочих органов 6, дизельной установки 7, катков 9 и гидрооборудования с рычагами управления 8. На раме сварной конструкции смонтированы все узлы машины. Передняя часть рамы через упряжное устройство опирается на трактор, а задняя — на катки. Упряжное устройство передает тяговое усилие тракторов машине, а также часть веса машины на задний трактор. Кроме того, оно обеспечивает работу машины на кривых участках пути при ограниченных перекосах трактора относительно машины. Упряжное устройство состоит из двух рам. Одна из рам 3 при отцепке машины остается на тракторе, а рама 11 — на машине. Поворот катков осуществляется посредством гидравлического цилиндра 10. Работу балластоочистительной машины можно проследить по схеме, приведенной на рис. VI.25, на которой показаны в рабочем положении подрезной нож /, лента 2, роликовые батареи 3, натяжные звездочки 4, ведущие звездочки 5, щит 6, бункер 7. Загрязненный балласт, подрезанный ножом при поступательном движении машины, подается на горизонтальный участок ленты, расположенный между роликовыми батареями 3. На этом участке сетка ленты опирается скользунами на подрезной нож /. Лента движется справа налево, увлекает балласт к криволинейному участку, образованному левой роликовой батареей 3, где под действием центробежной силы балласт прижимается к ленте, загрязняющие его частицы отделяются и выбрасываются через ячейки сетки ленты 2 в полевую сторону за пределы балластной призмы. Качество очистки балласта и дальность отброса грязи зависят от скорости движения ленты (максимальная 12 м/с). Оставшийся на ленте очищенный балласт продолжает свое движение вместе с лентой до наклонного участка трассы, где балласт отрывается от ленты и, совершая полет по параболической кривой, попадает в бункер 7. Отсюда щитом 6 распределяется по ширине балластной призмы. Благодаря возможности регулирования угла наклона ленты на этом участке осуществляется распределение балласта по ширине балластной призмы. Рабочими органами балластоочистительной машины являются крылья 12, нож 20, лента It, бункер 19, планировщик 17.
![]()
22 Машины для укладки путевой решётки эти машины предназначены для укладки путевой решётки при строительстве и ремонте пути. Получили распространение два способа укладки путевой решётки: звеньевой и раздельный. При капитальном ремонте пути и при строительстве новых железных дорог с большим объёмом работ применяют звеньевые путеукладчики. Звеньевые путеукладчики бывают трёх типов: на железнодорожном ходу, тракторные (ПБ-3 и ПБ-ЗМ) и лёгкие портальные (ПУ-4). На строительстве новых железных дорог с малым объёмом работ при раздельном способе укладки пути используют стреловые краны. Сплошную смену рельсов выполняют при помощи рельсоукладчиков и путеукладчиков.
Укладочный поезд — это комплект машин и оборудования, предназначенный для транспортировки и укладки путевых звеньев. Укладочный поезд (рис. 8.1) состоит из локомотива 4, укладочного крана 1 для укладки в путь новых звеньев, платформ 2 с неприводным роликовым конвейером и устройством для крепления пакетов звеньев и самоходной моторной платформы (МПД или МПД-2) 3 для тяги хвостовой секции и перетягивания пакетов звеньев. Локомотив доставляет укладочный поезд на место укладки и увозит разгруженный поезд на звеносборочную базу.

Рис. 8.1. Укладочный поезд:
1 — самоходный укладочный кран; 2 — платформы, оборудованные ' роликовым конвейером с пакетами звеньев; 3 — самоходная моторная платформа МПД; 4 — локомотив
Укладочные краны на железнодорожном ходу При ремонте и строительстве железных дорог применяют укладочные краны УК-25/9-18. Кран состоит из следующих частей: платформы, металлоконструкции, грузоподъёмного оборудования, гидропривода и кранового электрооборудования. Платформа смонтирована на двух трёхосных тележках, у которых две крайние оси приводные. Укладочный кран служит для укладки звеньев длиной 25м с железобетонными шпалами, что обеспечивается стрелой, изготовленной из легированной стали 10ХСНД, четырёхкратными полиспастами для подвески звена, специальной траверсой, дополнительными противовесами, обеспечивающими устойчивость крана при поднятии звена массой 18т, повышенной мощностью электродвигателя (32кВт) и большей канатоёмкостью барабанов грузовой лебёдки.

Рис. 8.2. Укладочный кран УК — 25/9 — 18:
1,9 — трёхосные тяговые тележки; 2 — рама; 3 — силовая установка; 4 — пульт управления платформой; 5 — кабина управления; 6 — электрооборудование платформы; 7, 13, 15 — лебёдка; 8 —траверса грузовая; 10,11 — блок; 12 — стрела; 14 — пульт; 16 — средняя поперечная балка; 17 — ограничитель грузоподъёмности; 18 — откидные балки; 19 — каретка портала; 20 — гидроцилиндры подъёма стрелы; 21 — стойка портала; 22 — ограждение; 23 — роликовый конвейер; 24 — электрооборудование на стреле
Моторные платформы МПД в составе укладочного поезда при отцепленном локомотиве служит для тяги хвостовой секции укладочного поезда и перетягивания пакетов звеньев с хвостовой секции на головную секцию, а на звеносборочной базе — для маневровой работы при формировании укладочного поезда и подачи вагонов и платформ под загрузку и разгрузку. На платформе МПД и укладочных кранах установлено одинако- вое силовое и тяговое оборудование. Внутри рамы 2, под её полом, размещено силовое оборудование: дизель 10 мощностью 121 кВт (165 л. с), водяной и масляный радиаторы 9 систем охлаждения и смазки и генератор 11 мощностью 100 кВт. Рама платформы опирается на две двухосные тележки 1 с тяговыми электродвигателями и осевыми редукторами 15. Две лебёдки 3 для перетягивания пакетов звеньев и электродвигатели 4 приво- да лебедки расположены снаружи рамы ниже пола, а барабаны выступают над поверхностью пола. По роликовому конвейеру 13, установленному на полу платформы, перетягивают пакет звеньев. На моторной платформе установлены две короткие автосцепки 17 (без фрикционных аппаратов).
Погрузочный кран ПКД-25 предназначен для погрузки собранных рельсовых звеньев массой до 9 т на железнодорожные платформы, оборудованные роликовым транспортером. Звенья укладывают на платформу крана, по мере образования пакетов их перетягивают на платформы путеукладочного поезда. Кран используется также на звеносборочных базах для выгрузки и штабелирования рельсов, прибывающих в ПМС, и для их раскладки при сборке рельсовых звеньев.
23 Моторный гайковерт предназначен для отвинчивания, смазки и завинчивания гаек клеммных и закладных болтов рельсовых скреплений (ШПМ-02/МГ, ПМГ). Путевой моторный гайковерт ПМГ – это самоходная двухосная машина, имеющая силовую установку — дизель-генератор и кабину для 5 чел., в том числе для машиниста и оператора; в средней части рамы размещены 4 блока рабочих органов с гидравлической и пневматической системами. Мощность передается к колесным парам при помощи тяговых электродвигателей постоянного тока, смонтированных в каждом из колесно-моторных блоков 8, обеспечивающих движение машины в рабочем и транспортном режимах.

1 – антенна; 2 – блоки гайковертов; 3 – дизель-генераторная установка; 4 – датчик скоростемера; 5 – трехшпиндельный гайковерт; 6 – устройство ориентации (копир); 7 – рычажная передача тормозов; 8 – колесно-моторный блок
Мощность каждого гайковерта (разгон маховика): N1=Мдинω1/975; Мдин – динамический момент; ω1 – угловая скорость. Усилие прижатия маховика к ролику: P=Jω1/tfr; t – к. трения; f – время разгона; r – радиус приложения силы. Мощность необходимая для работы рельсовых щеток: N2=N2тр+N2из+N2ин; N2тр, N2из, N2ин – мощности, расходуемые на трение щеток, изгиба проволок, инерции. Мощность на передвижение машины: N3=Wυмμ2/(1000η3); W – общее сопротивление; υм – скорость машины; μ2 – к. запаса.
При укладке плетей бесстыкового пути нужно сначала отвинчивать, а потом завинчивать до 8000 гаек клеммных болтов инвентарных рельсов на 1 км (4 болта на одной шпале, до 2000 шпал на 1 км). Во время эксплуатации бесстыкового пути 2 раза в год — весной и осенью -перед резкой сменой температуры окружающего воздуха разряжаются температурные напряжения. Для этого плети освобождают от температурного и механического воздействия: происходит изменение их длины — напряжения снимаются. При этих работах на 1 км отвертывается и завертывается до 8000 гаек клеммных болтов. Для выполнения таких работ М. Д. Матвеенко сконструировал гайковерт. Его выпускают на базе шпалоподбивочной машины ШПМ-02 или самоходного механизма с электроприводом, питающимся от электростанции; кроме того, ЦКБ «Путьмаш» разработало самоходный вариант путевого моторного гайковерта ПМГ в виде несъемной машины.
Моторный гайковерт ШПМ-02/МГ предназначен для отвинчивания, смазки и завинчивания гаек клеммных и закладных болтов рельсовых скреплений. Его базой служит машина ШПМ-02 (от нее использованы рама, силовая установка, компрессор, трансмиссия транспортного хода, тормоза, привод рабочих органов, кабина и дистанционный выносной пульт управления). Дополнительно установлены рабочие органы: восемь трехшпиндельных гайковертов, цилиндр их подъема, гидропривод рабочего хода, щетки-очистители скреплений с приводом. Основные рабочие органы – трехшпиндельные гайковерты (по четыре над каждым рельсом) отвертывают и завертывают гайки. Вращение к ним передается от дизеля через карданный вал и центральный редуктор, далее на два боковых редуктора, продольные карданные валы, трансмиссионный вал со шкивами, а от него через клиноременную передачу и фрикционные ролики маховикам привода трехшпиндельных гайковертов. Инерционные маховики карданными валами соединены с трехлучевыми редукторами гайковертов. В редукторе от солнечной шестеренки через паразитную вращение передается на ведомую шестерню шпинделя с патроном гайковерта. Всего предусмотрено 2 ряда трехшпиндельных гайковертов по шт. в каждом. Первый ряд может отвинчивать и завинчивать гайки скреплений. Для этого маховики первого ряда приводятся во вращение в нужную сторону фрикционным роликом (А или Б). Гайковерты второго ряда только завинчивают гайки. Для ограничения момента маховики второго ряда снабжены гидромуфтой предельного момента. Гайковерты правой и левой рельсовых нитей смонтированы отдельно на подъемно-опускных рамах и приводятся в транспортное положение цилиндром.
1. Установки предназначены для механизированной выгрузки и подачи на склад цемента и др мат-ов. Преимущества по сравнению с механическими разгрузчиками: -транспортирование по трассе любой конфигурации+одновременная сушка,нагрев,смешивание -герметичность магистрали исключающей пыление груза -мин-ое кол-во обслуживающего персонала и легкость управления -возможность полной автоматизации работ
Недостатки: - высокий удельный расход энергии -абразивный износ трубопроводов -повреждение груза и его потери из-за недостаточной очистки в фильтрах
Пневматические разгрузчики всасывающего действия предназначены для выгрузки из крытых железнодорожных вагонов бестарного цемента и других мат-ов тонкого помола в приемные устройства прирельсовых складов или раздаточные бункера. Дальность транспортирования материалов до 12 м при высоте подачи не более 1,6-2 м. Применяют обычно в комплекте с другим оборудованием - винтовыми пневматическими подъемниками или ковшовыми элеваторами и шнеками для полной механизации процесса выгрузки. Разряжение воздуха создается в пункте захвата груза. Схема пневм разгрузчика всасывающего действия, представляет собой стационарную установку из эл. двигателя 1, вакуум-насоса 2, воздухопровода 3,5, осадительной камеры 4, заборного устройства 6.

Осадительная камера представляет собой металлический бункер с коническим днищем и рукавными фильтрами. Механизм выгрузки находится у нижнего основания бункера и представляет собой напорный шнек с приводом от эл. двигателя и обратного клапана.
Пневматические разгрузчики всасывающе-нагнетательного действия в отличие от разгрузчиков всасывающего действ., способны подавать выгружаемый из железнодорожных вагонов- и складских помещений сыпучий груз по горизонтали на расстояние до 40-50 м и в высоту до 25-35 м в емкости. Разгрузчики этого типа совмещают в себе преимущества погр-ов всасывающего действия с возможностями машин нагнетательного типа, обеспечивающих транспортирование мат-ов на знач-ую высоту. Это позволяет осуществлять разгрузку по следующим схемам: железнодорожный вагон - складские прирельсовые склады или бункерная установка для загрузки автотранспортных средств, склад напольного типа - автотранспортные средства или смесительная установка. В нижней части смесительной камеры, смонтирована микропористая перегородка аэродшища. Под аэроднищем по трубопроводу поступает сжатый воздух от компрессора. На микропористую перегородку через обратный клапан поступает цемент, который аэрируется и по вертикальному трубопроводу подается к емкостям склада.
В уст-ах нагнетательного действия мат-ал перегружается под действием избыточного давления создаваемого компрессором, который подает возух в транспортный трубопровод. Эти установки применяют при транспортировании по разветвленному трубопроводу в несколько мест, на значительные расстояния (до400м), при большом перепаде высот.p=0,2-0,8МПа.
К аэрационным уст-ам относятся аэрожелоба, воздухораспределительные коробки, донные и боковые разгружатели. В этих установках используется принцип насыщения материалов тонкого помола воздухом, повышающим их текучесть в процессе последующего транспортирования под действием избыточного давления сжатого воздуха, а в аэрожелобах-под действием силы тяжести. Аэрожелоб представляет собой трубопровод, прямоугольного сечения разделенный воздухопроницаемой перегородкой.В нижний короб-воздухопровод через диффузор подаетеся от вентилятора сжатый воздух, а в верхний через загрузочный татрубок-материал. Насыщенный проходящим через перегородку воздухом материал приобретает свойство текучести и перемещается со значительной скоростью по транспортному лотку аэрожелоба, установленного с уклоном.
2. Нерудные строительные материалы выгружают из железнодорожных вагонов и платформ следующими способами: гравитационным, черпанием и сталкиванием.
Элеваторно-ковшовый разгрузчик. Способ разгрузки вагонов черпанием является достаточно эффективным и получил наиболее широкое распространение. В комплекте применяют маневровые и зачистные устройства вибрационного и других типов, рыхлительные установки (в зимних условиях), люкоподъемники и другие вспомогательные устройства.
Конструкция разгрузчика включает портал-1 передвижную раму-17, два ковшовых элеватора-3, передаточный-4 и отвальный-5 конвейеры, балластную плиту-9, электрооборудование, приборы безопасности и кабину управления-7.
После ковшей элеватора материал поступает на передаточный ленточный конвейер. Подъем и опускание ковшового элеватора осуществляются духбарабанной лебедкой через систему полиспастов; разгрузчик оборудован отвальным ленточньм конвейером, одним концом подвешенным к порталу на двух траверсах, а другим шарнирно прикрепленным к ногам портала.

Вагоноопрокидыватель-для механизированной разгрузки насыпных грузов из ж.-д. грузовых вагонов опрокидыванием или наклоном их в поперечном либо продольном направлениях. По способу разгрузки различают: боковые, торцевые и комбинированные. Боковые В. бывают башенные и роторные. Башенные В. поворачивают вагон вокруг оси, лежащей вне вагона; роторные В., наоборот-вокруг оси, почти совпадающей с геометрической продольной осью полувагона. Торцевые В. обеспечивают продольный наклон вагона и используются для разгрузки подвижного состава с раскрывающимися торцевыми стенами. Комбинированные В. наклоняют вагон в поперечном и продольном направлениях. В.-наиболее эффективное средство механизации с темпом выгрузки 20—30 вагонов в 1 ч. Электропривод механизма поворота роторного вагоноопрокидывателя. Для уменьшения момента инерции, привод выполнен двухдвигательным, что позволяет улучшитьдинамикут переходных процессов.
Способ разгрузки сталкиванием применяется для выгрузки материалов с платформ и производится с помощью передвижных или неподвижныхщитов.
3. В зимнее время в условиях низких температур влажные сыпучие материалы, перевозимые в ж-д полувагонах, смерзаются. Это затрудняет их выгрузку. Наиболее экономичным способом восстановления сыпучести смерзшихся материалов является рыхление. В настоящее время применяют следующие основные виды рыхлителей: виброрыхлители, устройства виброударного рыхления, бурофрезерные рыхлители и установки резания смерзшихся пластичных грузов.
Применение комплекта машин позволяет максимально механизировать трудоемкие операции при выгрузке смерзшихся материалов и обеспечивает высокую производительность. В состав комплекта входят бурофрезарная установка, стационарное маневровое устройство и подбункерный комкорыхлитель.
Бурофрезерная установка состоит из стационарного портала, бурофрезерной рыхлительной машины, рабочими органами которой являются шнековые фрезы с резцами на торце и сбоку, лебедки подъема с канатной системой подвески машины, электрошкафа и пульта управления.

1-портал,2-рама-каретка,3-бурофрезы,4-лебедка подъема рамы-каретки
Маневровое устройство служит для перемещения вагонов во время выгрузки, включает в себя тяговую станцию с канатоведущими барабанами и толкающую тележку.
Виброрыхлитель подвешивается на крюке стрелового или козлового крана грузоподъемностью не менее 5т на вылете крюка 6-7 м. Грузовая подвеска к крану включает кроме обоймы и грузового кольца специальную раму, установленную на пружинах и раскрепленную горизонтальными упругими тягами для изоляции механизмов крана от воздействия вибрации, 1-вибровозбудитель,2-направляющая рама.
Автоматизированные системы очистки (АСО) бункеров, дозаторов, полувагонов и хопперов обеспечивает непрерывность технологических процессов по переработке и транспортировке сыпучих материалов и увеличение выхода продуктов за счет: предупреждения образования отложений, налипания, намерзания на рабочих поверхностях металлических емкостей; обрушения сводов и зависания сыпучих веществ. Принцип действия АСО основан на использовании силового воздействия импульсного магнитного поля на электропроводный материал - якорь. АСО состоит из импульсного источника питания и нескольких индукторов.
Между индуктором и очищаемой емкостью располагается якорь. Индуктор с якорем плотно прижимаются с помощью несущей конструкции двумя болтами к внешней стороне очищаемой емкости. Мощность источника питания зависит от толщины очищаемой обшивки, наличия ребер жесткости, а также от величины сил сцепления частичек вещества с поверхностью и между собой. Способ и условия крепежа (сварное или болтовое соединение) системы обвязки индукторов должны обеспечивать достаточную жесткость конструкции, максимально сохраняя упругие свойства очищаемой поверхности.Обрушение свода и зависания, а также разрушение отложений, налипаний и намерзаний на рабочих поверхностях металлических емкостей происходят в результате упругих деформаций обшивки конструкции при воздействии на нее мгновенного импульса механической силы.
Основные преимущества перед установками аналогичного назначения:
Более высокая эффективность очистки емкостей. Малое потребление электроэнергии (от 50 до 400 Вт). Исключение возможности механической деформации емкостей. Экологическая чистота.
Также используются щеточные механизмы – вращающиеся щетки подают остатки груза на вращающиеся шнеки, от которых к скребковому питателю который передает их в загрузочную воронку ковшового элеватора, а потом на поперечный конвейер . Очистка производится при перемещении портала относительно вагона.
Гидравлическая моечная машина использующая динамический удар горячей струи, подаваемой в вагон сверху через сопла двух водобоев под давлением 5 атм.
Газодинамический способ –за счет теплового и динамического воздействия реактивной струи газа от турбореактивного двигателя удаляет прилипшие, слежавшиеся и сильно примерзшие остатки грузов. Производительность до 200-250 полувагонов в час, недостаток – шум.
После выгрузки грузов вагоны контейнеры должны быть очищены внутри и снаружи, с них должны быть сняты приспособления для крепления груза, за исключением несъемных приспособлений для крепления, а также должны быть приведены в исправное техническое состояние несъемные инвентарные приспособления для крепления (в том числе турникеты) грузополучателем, или перевозчиком - в зависимости от того, кем обеспечивалась выгрузка грузов.
7. Одно из важнейших качеств погрузчиков–сила тяги на ведущих колесах при движении с различными дорожными покрытиями, весовыми нагрузками, скоростями и преодолеваемыми уклонами. Для обеспечения требуемой эксплуатационной технической характеристики погрузчика при проектировании необходим тяговый расчет, по результатам которого подбирают двигатель, разбивают общее передаточное число по ступеням передач, определяют развеску на ведущую и управляемую оси при движении с грузом и без него.
Тяговая сила на ведущих колесах (Н), необходимая для преодоления сопротивления движению:

где Рк, Рп, Рв, Рр – силы сопротивления соответственно качению ведущих и ведомых колес, при преодолении подъема (со знаком "-" на спуске), воздуха (учитывается только при скорости 30 км/ч) и при разгоне (со знаком "-" при замедлении) .
Погрузчики проверяют на продольную и поперечную устойчивость.
При расчете принимают номинальный груз. В наклонном положении погрузчик должен удерживаться основным тормозом.
Продольную устойчивость рассчитывают в пяти разных случаях.
1. Погрузчик с поднятым на полную высоту номинальным грузом и отклонением вперед до отказа грузоподъемником стоит на горизонтальной площадке.
2. Погрузчик с поднятым на полную высоту номинальным грузом и нормально установленным к основанию погрузчика грузоподъемником стоит на наклонной площадке. Уклон площадки принимают равным 4% для погрузчиков грузоподъемностью до 5 т и 3,5%– свыше 5 т.
3. Погрузчик с грузом при увеличенной его массе на 10%, поднятым от земли на высоту h = 300 мм, и отклоненным назад грузоподъемником до отказа движется с максимальной скоростью и затормаживается с замедлением a = 1,5 м/с2.
4. Погрузчик с номинальным грузом, поднятым от земли на h = 300 мм и отклоненным назад грузоподъемником стоит на площадке с уклоном 18%.
5. Погрузчик без груза и ковшом, поднятыми на 300 мм от земли, и отклоненным назад до отказа грузоподъемником съезжает с уклона на максимальной скорости и при резком повороте.
Поперечную устойчивость погрузчика с поднятым номинальным грузом на полную высоту и отклоненным назад грузоподъемником стоит на поперечном уклоне с углом.
4. Автопогрузчики применяются для погрузочно-разгрузочных и складских работ с тарно-штучными и пакетированными грузами на железнодорожных станциях и промышленных предприятиях. Автопогрузчики в сравнении с идентичными по грузоподъемности электропогрузчиками имеют повышенные скорости подъема в 2-2,5 и передвижения в 2-5 раз. Они предназначены для работы в более тяжелых дорожных условиях и имеют меньше ограничений в отношении проходимости. Сфера применения автопогрузчиков ограничивается вредными действиями выхлопных газов, что практически не позволяет использовать их в закрытых, плохо вентилируемых помещениях. Для работы на автопогрузчиках требуется более высокая квалификация водителя и обслуживающего персонала, так как они сложны в управлении и чаще требуют ремонта двигателя, чем электропогрузчики. Классифицируют:
–по назначению: общего и специального;
–по грузоподъёмности: лёгкие (1 – 2 т.), средние (3,2 – 5 т.) и тяжёлые (до 10 т.);
–по исполнению:малогабаритные (короткобазовые)–для эксплуатации на открытых площадках и в складах с хорошим твердым покрытием и с ограниченными (малыми) уклонами; улучшенной проходимости (длиннобазовые) – для эксплуатации на открытых площадках с переходными и плохими покрытиями; автопогрузчики повышенной проходимости–для эксплуатации на грунтовых неподготовленных площадках и в полевых условиях;
–по расположению грузоподъёмника: фронтальные и боковые;
–по типу грузоподъёмника: с двухрамным, с трехрамным, с полным свободным подъемом, с частичным свободным подъемом;
–по типу привода: с двигателем карбюраторным или дизельным
–по типу трансмиссии: с гидравлической (гидростатической и гидродинамической), с механической, с дизель-электрической трансмиссией;
–по рулевому управлению: с механическим, с гидрообъёмным, с механическим или гидравлическим усилителем руля;
–по типу шин: с пневматическими шинами, с грузовыми (массивными), с полупневматическими типа "супер-элас-тик";
–по конструктивной схеме ходовой части: трёх- и четырёхопорные.
Конструктивно автопогрузчик состоит из укрупненных узлов, для новых моделей характерно использование гидромеханической или механической коробки передач, которые унифицированы по присоединительным размерам к картеру.
Силовой агрегат, соединенный по моноблочной схеме, включает двигатель, гидромеханическую или механическую коробку передач, ведущий мост.
Тип тормозов–колодочные,с серводействием(внутренним самоусилением). Тормоза имеют два независимых привода: гидравлический (рабочий тормоз) и ручной (стояночный)
Грузоподъемный механизм двухрамный, с плунжерным гидроцилиндром. Рамы грузоподъемника выполнены из специальных профилей швеллерного и двутаврового типа.Давление в гидросистеме повышено до 16 МПа.
Сопротивление
сил трения в грузоподъемном механизме
при подъеме вил с грузом массой:
 ,
,
 -коэффициент
учитывающий трение в рамах грузоподъемника,
в цилиндре подъема и рабочей жидкости
в трубопроводах при подъеме вил без
груза);
-коэффициент
учитывающий трение в рамах грузоподъемника,
в цилиндре подъема и рабочей жидкости
в трубопроводах при подъеме вил без
груза);
 -коэф
определяющий потери в грузоподъемнике
от его конструкции и качества изготовления;
-коэф
определяющий потери в грузоподъемнике
от его конструкции и качества изготовления;
 -масса
поднимаемых частей грузоподъемника и
груза.
-масса
поднимаемых частей грузоподъемника и
груза.
5. Одно из важнейших качеств автопогрузчика–сила тяги на ведущих колесах при движении с различными дорожными покрытиями,весовыми нагрузками,скоростями и преодолеваемыми уклонами. Для обеспечения требуемой эксплуатационной технической характеристики автопогрузчика при проектировании необходим тяговый расчет,по результатам которого подбирают двигатель,разбивают общее передаточное число по ступеням передач,определяют развеску на ведущую и управляемую оси при движении с грузом и без него. Тяговая сила на ведущих колесах (Н), необходимая для преодоления сопротивления движению: , где Рк, Рп, Рв, Рр – силы сопротивления соответственно качению ведущих и ведомых колес, при преодолении подъема (со знаком "-" на спуске), воздуха (учитывается только при скорости 30 км/ч) и при разгоне (со знаком "-" при замедлении).
Погрузчики проверяют на продольную и поперечную устойчивость.
При расчете принимают номинальный груз с формой куба, у которого сторона равна удвоенному расстоянию от центра тяжести груза до спинки грузовых вил. В наклонном положении погрузчик должен удерживаться основным тормозом.
Продольную устойчивость рассчитывают в пяти разных случаях.
1. Автопогрузчик с поднятым на полную высоту номинальным грузом и отклонением вперед до отказа грузоподъемником стоит на горизонтальной площадке. Такой случай встречается при штабелировании груза и считается самым тяжелым для устойчивости.
2. Автопогрузчик с поднятым на полную высоту номинальным грузом и нормально установленным к основанию автопогрузчика грузоподъемником стоит на наклонной площадке. Уклон площадки принимают равным 4% для автопогрузчиков грузоподъемностью до 5 т и 3,5%– свыше 5 т.
3. Автопогрузчик с грузом при увеличенной его массе на 10%, поднятым от земли на высоту h = 300 мм, и отклоненным назад грузоподъемником до отказа движется с максимальной скоростью и затормаживается с замедлением a = 1,5 м/с2.
4. Автопогрузчик с номинальным грузом, поднятым от земли на h = 300 мм и отклоненным назад грузоподъемником стоит на площадке с уклоном 18%.
5. Автопогрузчик без груза с вилами, поднятыми на 300 мм от земли, и отклоненным назад до отказа грузоподъемником съезжает с уклона на максимальной скорости и при резком повороте.
Поперечную устойчивость автопогрузчика рассчитывают при штабелировании. Автопогрузчик с поднятым номинальным грузом на полную высоту и отклоненным назад грузоподъемником стоит на поперечном уклоне с углом.
8. Предназначены для черпания, транспортирования и погрузки сыпучих, мелкокусковых и штучных грузов непрерывным потоком. Для получения рабочих скоростей в трансмиссии шасси установле гидроходоуменыпитель. Он обеспечивает бесступенчатое регулирование рабочих скоростей и выбор оптимального режима работы.Спереди машины навешен шнековый рабочий орган, управление которым осуществляется посредством гидро- и пневмосистемы. Гидросистема погрузчика включает насосы, гидрораспределитель, дроссель, гидроцилиндры подъема рабочего органа, поворота и подъема транспортера, бак, краны и системы трубопроводов. Пневмосистема управления рабочим органом и другими агрегатами состоит из компрессора, клапана, пневмоцилиндров включения редуктора отбора мощности, заднего моста и системы трубопроводов.

1-базовое пневмоколесное шасси;2-транспортер;3-механизм модъема транспортера;4-механизм поворота транспортера;5-гидропровод;6-пульт управления с кабиной;7-механизм подъема элеватора;8-ковшовый элеватор с рабочим органом;9-редуктор отбора мощности
По конструкции рабочего органа:
1шнековые 2роторные 3дисковые 4с подгребающими лапами
Производительность
питателя с подгребающими лапами: ,
,
 -плотность
груза;
-плотность
груза;
 -частота
вращения диска;
-частота
вращения диска;
 -объем
грунта подаваемый лапой за один оборот
криволинейного диска.
-объем
грунта подаваемый лапой за один оборот
криволинейного диска.
Производительность
роторно-ковшового питателя: ,
-частота
вращения ротора;
,
-частота
вращения ротора;
 -общее
число ковшей;
-объем
ковша;
-общее
число ковшей;
-объем
ковша;
 -коэф-т
заполнения ковша;
-коэф-т
заполнения ковша;
Производительность
элеваторного погрузчика с винтовыми
питателями: ,
,
 -скорость
движения ковшей элеватора;
-скорость
движения ковшей элеватора;
 -шаг
ковшей;
-объем
ковша;
-коэф-т
заполнения ковша;
-шаг
ковшей;
-объем
ковша;
-коэф-т
заполнения ковша;
Производительность
двух подгребающих винтов:
 -наружный
радиус винта;
-наружный
радиус винта;
 -шаг
винта;
-частота
вращения винта;
-коэф-т
заполнения;
-шаг
винта;
-частота
вращения винта;
-коэф-т
заполнения;
6. Эти погрузчики универсальные, предназначены для выполнения погрузочно-разгрузочных работ с различными видами грузов(сыпучими, кусковыми, штучными и др.), перемещения грузов на различные расстояния, землеройно-погрузочных и вспомогательных работ.
Универсальность погрузчиков обеспечивается наличием сменных рабочих органов (ковшей различного типа и емкости, вилочных захватов, челюстных захватов, крановых безблочных стрел), а также рыхлителями, навешиваемыми с задней стороны базового трактора (тягача, шасси).Классификация по грузоподъемности:
-малой(0,5т)-легкой(0,6-2)-средней(2-4)-тяжелые(4-10)-большие(>10)
По способу разгрузки:-с передней(фронтальные);-с боковой(полуповоротные);-перекидные;
По виду базового шасси:-на тракторах;-на тягачах;-на гусеничном ходу;
От способа наполнения ковша:-напорного действия; -черпающие погрузчики
В зависимости от применяемой рамы различают пневмоколесные погрузчики:
с цельной рамой(с двумя или четырьмя ведущими колесами и двумя управляемыми);
с шарнирно-сочленевнюй рамой (со всеми ведущими колесами).
Погрузочное оборудование включает обвязочную раму,стрелу,рабочий орган (ковш), механическую следящую систему и гидросистему для привода рабочих органов. Обвязочная рама из балок коробчатого сечения крепится к трактору в трех точках: спереди-шкворнем, сзади-двумя сферическими самоустанавливающимися шарнирами. Стрела закреплена на стойках обвязочной рамы. На стреле закреплен рабочий орган. Основным рабочим органом является опрокидной погрузочный ковш со сплошной режущей кромкой.
Гидравлическая система включает два гидроцилиндра подъема-опускания стрелы, два гидроцилиндра поворота ковша, трубопроводов и соединительных рукавов и подключается к гидросистеме базового трактора.
Техническая производительность:
 ,
Q-масса
поднимаемого груза в тоннах;
,
Q-масса
поднимаемого груза в тоннах;
 -коэффициент
использования грузоподъемности
-коэффициент
использования грузоподъемности
Продолжительность
цикла:
 ,
,
 -время
захвата груза;
-время
захвата груза;
 -время
для отъезда от штабеля;
-время
для отъезда от штабеля;
 -время,
на подъезд к транспортному средству;
-время,
на подъезд к транспортному средству;
 -время
разгрузки;
-время
разгрузки;
 -время
на отъезд от транспортного средства;
-время
на отъезд от транспортного средства;
 -время
подъезда к штабелю.
-время
подъезда к штабелю.
На погрузчиках с приводом от двигателей внутреннего сгорания применяют в основном четыре типа трансмиссий, передающих энергию от двигателя к ведущим колесам:1)механическая коробка передач с обычной муфтой сцепления;2) механическая коробка передач с обычным сцеплением и гидромуфтой;3)механическая коробка передач с гидротрансформатором и обычным сцеплением;4)автоматическая коробка передач с гидротрансформатором.
Механическая коробка передач с обычной муфтой сцепления. От двигателя крутящий момент передается на сухое дисковое сцепление, которое через поводковый патрон врашает шестерню коробки передач. Передвижной блок шестерен коробки приводит в движение основной вал и позволяет двигаться погрузчику передним или задним ходом. При движении в обоих направлениях вращение передается валу, соединенному с гипоидной шестерней.
Механическая коробка передач с обычным сцеплением и гидромуфтой. Она отличается от ранее рассмотренной схемы наличием гидромуфты, установленной между двигателем и сцеплением. Но эта муфта позволяет плаввно наращивать мощность двигателя и уменьшать таким образом ударную нагрузку при внезапном пуске.
Механическая коробка передач с гидротрансформатором и обычным сцеплением. От двигателя вращение передается гидротрансформатору; последний вращает сухое дисковое сцепление, которое передает крутящий момент на зал коробки передач. В такой трансмиссии можно в значительных пределах изменять величину крутящего момента, особенно в зоне малых скоростей, приводя тяговое усилие в соответствие со скоростью перемещения автопогрузчика.
Автоматическая коробка передач с гидротрансформатором. Отличается от предыдущей наличием автоматической коробки передач. Гидротрансформатор позволяет добиться высокого крутящего момента при трогании погрузчика с места и приводят постоянно в соответствие необходимое тяговое усилие со скоростью движения машины. Сцепление, расположенное в автоматической коробке передач, приводится в действие от гидропривода автоматически в соответствии с направлением движения.
Первый тип трансмиссии, получивший широкое распространение, хорошо известен, второй и третий типы трансмиссий имеют некоторые преимущества по сравнению с первым, но им еще в значительной степени свойственны недостатки, присущие механической коробке передач, что связано с необходимостью частого переключения передач при маневрировании погрузчика.
9. Нерудные строительные материалы выгружают из железнодорожных вагонов и платформ следующими способами: гравитационным, черпанием и сталкиванием.
Способ разгрузки сталкиванием применяется для выгрузки материалов с платформ и производится с помощью передвижных или неподвижных щитов.
Для выгрузки заполнителей с открытых железнодорожных платформ применяют разгрузчики платформ, это стационарные установки и состоят из сварной станции, внутри которой смонтирована обойма с роликами, поддерживаемая двумя домкратами. Домкраты, приводимые в движение электродвигателем, перемещают обойму с помощью конической пары и винта вверх и вниз по направляющим станины. В обойме с роликами расположен скребковый рабочий орган, на конце которого закреплен отвал. Скребковый рабочий огран совершает возвратно-поступательные движения с помощью цепи и специального поводка. Цепь приводится в движение от электродвигателя через редуктор. Разгрузка платформ осуществляется отвалом, который перемещается поперек платформы и сталкивает с нее материал в приемный бункер. Для приемки материала под железнодорожными путями сооружается приемный бункер с лотковым виброзатвором-питателем (или другого типа) и ленточным конвейером, подающим выгруженный материал на складу. Передвижение вагонов осуществляют маневровым агрегатом, поэтому работа машины независима от наличия локомотива.

1-разгрузчик,2-полувагон,3-решетка,4-приемный бункер,5-вибраторы,6-лотковый виброзатвор,7-наклонный ленточный конвейер,8-бурофрейзерный рыхлитель
10. Машина МВС-4 применяется для выгрузки из крытых вагонов суперфосфата, калийной соли, сульфата аммония и других сильно слеживающихся грузов. Машина состоит из вертикального многошнекового рушителя 2, заборного ковшового элеватора 1 с нижним подгребающим ленточным шнеком 3, отвального или разгрузолного конвейеpa 5, гусеничной тележки 4 для перемещения машины и несущей рамы с металлоконструкцией, на которой расположены раздельные электроприводы с механическими передачами. Верхний вал элеватора с двумя ведущими звездочками вращается электродвигателем через зубчатый цилиндрический редуктор и цепную передачу. От этого вала при помощи второй цепной передачи и конического редуктора приводятся в движение семь, а в последних моделях машины четыре вертикальных шнековых рушителя. Между собой шнеки соединены зубчатыми колесами через паразитные шестерни. Нижний вал элеватора с подгребающим шнеком является натяжным. Корпус элеватора с расположенным на нем рушителем подвешен на приводном валу. Корпус относительно этого вала вверх и вниз поворачивается при помощи отдельного электрического или резервного ручного привода с винтовым механизмом подъема, укрепленным на основной несущей раме у гусеничных тележек. Нижний барабан отвального конвейера является приводным. Электродвигатель и редуктор расположены внутри барабана. Верхний барабан снабжен винтовым натяжным устройством. Угол наклона конвейера может изменяться при помощи простейшего ручного привода винтового типа. Поворот конвейера в горизонтальной плоскости выполняется вручную без специального привода. Самоходная гусеничная тележка имеет индивидуальные реверсивные приводы к каждой гусенице, включающей электродвигатель, цилиндроконический зубчатый редуктор и ведущий вал со звездочками. Предусмотрена также работа привода вручную от съемных рукояток для вывода машины из вагона в случае отказов электрооборудования. Питание машины электроэнергией осуществляется через гибкий кабель от сети переменного тока напряжением 380 В. Для дистанционного управления электродвигателями используют переносный кнопочный пульт, соединенный с машиной шланговым кабелем.

1. Анализ уровня выхлопных газов.
Диагностирование ДВС разделяется на общее , в ходе которого оценивается техническое состояние (отдельных сборочных) всего двигателя по некоторым обоюдным его параметрам , и поэлементная диагностирование, которое позволяет определить техническое состояние отдельных сборочных единиц двигателя, как с качественной, так и с количественной стороны.
Анализ цвета выхлопных газов основан на существовании зависимости между техническим состоянием отдельных систем двигателя и цветом выхлопных газов.
Белый цвет не полное сгорание топлива ( поздняя подача или плохое распределение), низкая компрессия из-за износа ЦПГ и падения герметичности клапанов, наличие воды в цилиндрах (дефекты в головке цилиндра, прогорание прокладок), переохлаждение двигателя, дефекты форсунок, засорения фильтров тонкой очистки топлива, износ топливного насоса.
Светло- и темно-синий цвет дефект форсунок, горения масла (высокий уровень масла или высокое давление масла в чартере), за коксование поршневых колец, износ поршневых колец, большой зазор между втулкой и стержнем клапана.
Коричневый или черный цвет признак неполного сгорания топлива из-за плохого разлива топлива, вызванного износом или раскрытием форсунки, или уменьшением угла отражения впрыска топлива; недостаточная подача воздуха или увеличенная подача топлива.
Сизый или светло-серый цвет указывает на недостаточную обкатку двигателя (плохо приработаны детали поршневой группы), залегание и за коксование поршневых колец, увеличение зазоров в сопряжении поршневой группы.
Если при запуске двигателя нет дыма или он выпускается редкими клубами, то это свидетельствует о недостаточной подаче топлива, заседании клапанов и поршня, поломке пружины подкачивающего насоса, заедание иглы распылителя форсунки, заедание обратного клапана.
Некоторое применение находит цветовой анализ отпечатков, оставленных выхлопными газами на бумаге:
серо-желтый цвет указывает на выброс масла, т.е. на через мерное сгорание картерного масла.
серо-бурый цвет свидетельствует о выбросе не сгоревшего топлива.
Наличие в дыме крупных частичек копоти указывает на излишек подачи топлива или засорения воздухоочистителя, а также на снижение герметичности камеры сгорания, большое утопание клапанов, плохое распределение топлива.
Капли воды на отпечатках прогорание прокладок головки блока цилиндров или наличие трещин в головке блока, а также повреждение утопленных гильз цилиндра.
2. Анализ развиваемых двигателем шумов.
Этот метод осуществляется путем прослушивания двигателя. Механические шумы увеличиваются достаточно хорошо. Для прослушивания применяются механические и электрические стетоскопы. Механические бывают акустические резонансные, отличающиеся от акустических наличием устройства для расшифровки воспринимаемых частот.
3. Анализ содержания в картерном масле примесей.
Весьма перспективен и точен метод общего диагностирования технического состояния двигателя по анализу попадающего в масло продуктов износа его деталей, который производится с помощью колометрических, полиграфических, магнитно-индукционных, радиоактивных и спектральных способов.
Километрический способ заключается в сравнении окраски исследуемого масла с эталонным. Принцип измерения основан на определении степени загрязнения, вызванного продуктами сгорания масла и твердых примесей в картерном масле.
Полиграфический способ базируется на установлении зависимости между силой и напряжением, проходящим через загрязненные пробы масла тока с помощью погружаемого в масло капельного ртутного электрода.
Магнитно-индукционный способ основа на зависимости магнитной индукции от содержания в масле продуктов износа.
Радиоактивный способ проба масла облучается потоком нейронов, в результате чего продукты износа приобретают радиоактивность, которую потом замеряют с помощью специальной аппаратуры.
Спектральный – содержание в масле продуктов износа определяют с помощью разложения их в вольтовой дуге на отдельные спектры, которые расшифровываются с помощью счетно-решающих устройств. Для спектрального анализа масла применяют спектрографы ИСП- 28, ИСП- 30 и квантометры МРС- 3.
Плохое качество масла свидетельствует о неисправности центрифуги воздухоочистителя, повреждений системы топливоподачи, попадании воды.
При отсутствии специальных приборов оценка качества масла может производиться визуально с помощью приспособления, в котором капля масла(картерного) наносится на предметное стекло, после чего подсвечивается с низу белой или красной лампочкой.
4. Анализ развиваемой двигателем эффективной мощности.
Диагностическими параметрами двигателя, указывающими на его общее техническое состояние, и позволяющими сделать заключение о его годности для дальнейшей эксплуатации, служат развиваемая им эффективная мощность и крутящий момент на валу. Для определения эффективной мощности двигателя, под которым понимается разница между индикаторной мощностью и мощностью механических потерь, применяются тормозные, безтормозные и порциональные способы.
Тормозной способ основан на использовании нагрузочных устройств тормозов, которые подключаются к двигателю и препятствуют его вращению. Тормоза могут быть механические, пневматические, гидравлические и электрические.
При безтормозном способе эффективная мощность определяется с помощью замера времени разгона двигателя, производимого прибором ИМД- 2М.
Для испытания мощных двигателей используется так называемый порциональный способ: на тормозной установке испытывается двигатель с частично выключенными цилиндрами, в то время как работающие цилиндры нагружают до режима, соответствующего максимальному массовому расходу топлива.
3. 1. Общее диагностирование системы питания. Это диагностирование производится, как правило, путем исследования состава рабочей смеси и расхода топлива путем анализа систем управления.
В отработанных газах специальными экспресс – газоопализаторами и СО. Системы питания диагностируются на двух скоростных режимах при 600 и 2200 об\мин номинального вала. Первый позволяет выявить состояние системы холостого хода карбюратора, а второй – состояние экономайзера, насоса ускорится дозирующей системы карбюратора. Нормальное количество смеси углерода в 1 м3 составляет не более 2%, а в 2 м3 - 1%.
Определение коэффициента избытка воздуха на различных скоростных режимах обеспечивает контроль технического состояния движущихся и вспомогательных систем карбюратора, установление повышенного расхода топлива, засоренности воздушных клапанов.
2. Для определение давления, развиваемое топливным насосом, пользуются манометрическим прибором К-3436 или 5275, присоединяемого в разъёме топливопроводов соединяющий карбюратор с топливным насосом.
Нормальной величиной давления считается 0,2-0,5 м/см2 для машин на базе ГАЗ и 0,17 – 0,23 кгс/см2 – на базе ЗИЛа. После давление должно упасть более чем на 0,05 кгс/см2, иначе отличается нарушение герметичности клапана насоса или запорной иглы карбюратора.
3. Определение производительности топливного насоса. Производительность насоса может быть определена с помощью расходомера РГ–71 и К–427, принудительность работы основана, а функциональной зависимости между частотой вращения ротора количеством проходящего топлива. Расходомер подключается к карбюратору и насосу с помощью штуцеров.
4. Диагностирование работы карбюратора. Уровень топлива в поплавковой камере проверяется с помощью стеклянной трубки, соединяемой с карбюратором через гибкий шланг.
Пропускная способность жиклеров устанавливается с помощью приборов. Принцип проверки заключается в размере объема дистиллированной воды протекающей через жиклёр за единицу времени (ГОСТ 2093-43).
Герметичность поплавка определяется путем его погружения на 30с в нагретую до 30-80 0С и воду для визуального наблюдения за появлением пузырьков.
Герметичность игольчатого клапана оценивается на вакуумном приборе, в корпусе которого помещается игольчатый клапан, после чего с помощью поршня создается разряжение, регистрируемое на шкале. Герметичность нагруженной если скорость падения столба воды за 1 с будет больше 10мм.
Насос ускоритель диагностируют по производительности. В топливную камеру снятого с двигателя карбюратор заливают топливо, в то время, как под отверстие смесительной камеры устанавливается гранулированный мерный сосуд, в котором подается топливо в результате 1 полных ходов поршня. Объём вытекающего топлива сравнивается с эталоном.
Общая оценка действия системы питания карбюраторного двигателя производят путём проверки устойчивости работы двигателя на холостом ходу при отрегулированной воздушной заслонке.
2. В состав работ по ТО системы охлаждения двигателей входит:
- контроль температуры. Температура в системе должна быть 80-90°
- уровня охлаждаемости жидкости и герметичности системы. В качестве охладительной жидкости применяется мягкая вода, антифриз (А-40, А-65), тосол (А-50).
- очистка сердцевины радиатора. Проверяют по эффективности действия радиатора путем изменения температуры воды на входе и выходе из него. Если разность температур менее 10°, то сердцевину требуется прочистить.
- проверка состояния уплотнителей водяного насоса
- смазывание подшибников
- удоление накипи из системы. Наличие накипи определяют по времени нагрева в ней охладительной жидкости, если вода нагревается до температуры 50-60° более чем за 8 мин значит в системе есть накипь.
- проверка исправности термостата и термометра
К работам по ТО смазочной системы относят:
- проверка уровня масла в картере. Проверяют ежемесячно перед запуском двигателя и в конце смены.
- очистка фильтрующих элементов. Грязевые отложения с поверхности удоляют деревянной лопаткой , а затем промывают в чистом керосине и обдуваются чистым воздухом.
1. Датчик-сигнализатор температуры воды ТМ-111 загерметизированный корпус, в котором помещены чувствительные элементы, нормально-разомкнутая контактная пара и регулировочное устройство. Датчик предназначен для измерения температуры охлаждающей жидкости в заданных пределах. Предназначен для контроля температуры воды (масла) автотрансформаторных двигателей с водяным охлаждениям величина которого изменяется при изменении температуры контролируемой жидкости, в результате чего изменяется максимум и показания указателя температуры.
2. Термометр и термостат диагностируем путем их снятия с машины, внешнего осмотра и опускания термостата с проверяемым и контролируемым термометрам в прозрачный сосуд с нагреваемой водой. Техническое состояние определяется путем сравнение показателей термометра, а также с фиксацией температуры при которой производиться начало и полное открытие клапанов термостатов. Нормальной температурой начало открытие клапана считаться 68-72 °С и полное открытие 83-85 °С. Допустимое значение температуры начало открытия 75°С, конца открытия 90°С.
3. В диагностировании системы охлаждении исследуется её герметичность и давления срабатывания клапанов пробки радиатора. Диагностирование производиться с помощью прибора (рис 1). Клапан пробки радиатора проверяется путём её закрепления на стакане 5, закрытие крана 3 и снижения давления воздуха до заданной величины. После чего открывается кран и воздух поступает в нижнюю полость стакана. Если паровой клапан и пробки срабатывают, что фиксируются путем наблюдения за подъемам поплавка то воздух из верхней полости стакана через кран проходит в индикатор 10. Воздушный клапан 11 стакана пробки диагностируется аналогично.
4. Герметичность системы проверяется с помощью специальных специального устанавливаемого вместо пробки горловины радиатора прибора, который создаёт в нём давление порядка 1,5 кгс/см2 и последнего наблюдением за его падением. При падении давления со скоростью, большей чем 0,1 кгс/см2 в 10 с система признается неисправной.
5. Общее диагностирование системы смазки двигателя производиться путем контроля температуры и давления масла по холостому ходу и на высокой скорости, а также состоянием фильтров и насоса. Нормальное давление в системе смазки в летнее время в пределах 4-5 кгс/см2 , при пуске холостого двигателя и по мере его разогревания доходит до 2-4 кгс/см2 . Давление в системе смазывания можно проверять приборам КИ-4940 путем сравнения фактически зарегистрированного давления с допускаемым, значительное превышение давление свидетельствует о засорении системы, а также о использовании масла повышенной вязкости.
6. Техническое состояние реактивных масляных центрифуг анализируется по скорости их вращения или по замеру времени их вращения после остановки двигателя. С этой целью в первом случае используется вибротахометр КИ 1308 Б. Прибор оформлен в виде переносной конструкции в сочетании с встроенным источникам питания позволяет его использовать в полевых условиях. Во втором случае – исходя из того, что ротор исправной центрифуги должен останавливаться через 35-40 с после остановки двигателя.
7. Степень засоренности фильтров грубой очистки масла оценивается путем замера их пропускной способности. С этой целью чистый фильтр загружают и погружают в нагретое до 20°С летнее дизельное топлива. Фильтр признается неисправным в случае если время, потраченное для заполнение каждой его секции до уровня, расположенного на 50 мм ниже его верхней кромки более 100 с. Нормальным считается срок в 20-40 с. Для диагностирования фильтров грубой очистки также рекомендуется использовать устройства работающее на принципе оценки перепада давления масла до и после фильтра.
8. Для проверки масляного манометра к масляной системе подключают прибор КИ-4940 и полученные данные сравниваются с номинальными. Допускаемая разница ±0,2 кгс/см2. Диагностирование масленого насоса непосредственно на двигателе основывается на определении его производительности при температуре масла в 75-85 °С с помощью прибора КИ-4858 вводимого в систему смазки. Зная производительность и давление насоса, можно установить техническое состояние, пользуясь его гидравлической характеристикой. Правильность показаний масляного манометра проводиться путем его сравнения его показаний с показаниями прибора, при этом допустимое отклонение ±0,2 кгс/см в противном случае манометр признается неисправным.
9. В состав работ по техническому обслуживанию системы и условий охлаждающей жидкости и герметичности системы, очистка сердцевины радиатора, проверка состояний уплотнений водяного насоса, смазывание его подшипников, удаление накипи из системы, проверка исправности действия термостата и термометра
К основным работам по ТО смазочной системы двигателя относиться проверка уровня масла в картере, очистка фильтрующих элементов, фильтров, замена масла в системе и её промывка.
4. Форсунки проверяют в снятом состоянии на приборе КИ–562. Для этого промытая в бензине и дизельном топливе форсунка крепится на приборе и путем замера по манометру давления при нагнетании рычагом топлива в форсунку проверяется давление впрыска топлива, а по наблюдению за конусом распыла проверяют качество работы форсунки; распыл должен быть равномерным и туманообразным без капель и струй, иначе распылитель должен быть заменен.
Проверка величины давления при впрыске топлива форсункой может проводиться и с использованием максиметра. Для этого испытываемую форсунку снимают с двигателя и подсоединяют к топливопроводу, идущему от секции топливного насоса через максиметр. После этого, прокручивая пусковым двигателем коленчатый вал основного двигателя, добиваются путем поворота регулировочной головки максиметра одновременного впрыска топлива через форсунку и через максиметр. По делениям шкалы на головке прибора определяют давление впрыска.
Износ плунжерной пары топливного насоса проверяется при подсоединении устройства КИ–4802 к штуцеру высокого давления испытуемой секции насоса. Прокручивая коленчатый вал двигателя с помощью пускового двигателя, при включении подачи топлива следят за показанием манометра на устройстве. Если давление не достигает 30 МПа, то плунжерные пары заменяют. При этом плотность прилегания к седлу нагнетательного клапана определяется после прекращения вращения коленчатого вала и подачи топлива по перемещению стрелки манометра. Время падения давления с 15 до 10 МПа не должно быть меньше 10 с, иначе клапан заменяют.
Герметичность воздухоочистителя проверяется при работе двигателя на максимальном режиме при подведении наконечника индикатора КИ–4870 к местам уплотнения корпуса воздухоочистителя и к месту его крепления на двигателе. Если уровень воды в трубке индикатора понижается, проверяемый узел негерметичен и требует проведения работ по ликвидации негерметичности (подсоса воздуха).
Неисправностями обратного клапана являются: потеря плотности по разгрузочному пояску; потеря герметичности по запирающему конусу; поломка пружины клапана. В процессе эксплуатации клапан теряет герметичность по конической части фаски и плотность по разгрузочному пояску. Ремонт обратного клапана заключается в притирке фаски к гнезду. Притирку производят вручную, используя специальную оправку, которую плотно надевают на хвостовик клапана. После притирки клапан и гнездо тщательно промывают керосином, а затем бензином. Притертые поверхности должны быть чистыми, без рисок и круговых линий. Герметичность сопряжения притертых поверхностей клапана и гнезда проверяют на установке с подводом воздуха давлением 0,4–0,7 МПа, направляемого так, чтобы он прижимал клапан к гнезду. Появление пузырьков воздуха из трубки приспособления в топливе, налитом в стакан, не допускается. Отремонтированный обратный клапан должен садиться на гнездо под действием силы тяжести из любого положения по высоте и окружности.
5. В процессе эксплуатации машин с дизельным двигателем основные неисправности электрооборудования приходятся на аккумуляторные батареи, генератор с регулятором напряжения, стартер и другие потребители электроэнергии.
Поэлементное диагностирование аккумуляторных батарей включает проверку уровня и плотности электролита, степени заряженности элементов, наличия короткого замыкания пластин.
Уровень электролита должен быть на 10-15 мм выше сепараторных пластин. Наличие контакта пластин с воздухом приводит к быстрому снижению емкости батарей. При понижении уровня доливают дистиллированную воду, так как она испаряется быстрее, чем кислота. Плотность электролита замеряется ареометром. Разница между плотностью электролита в отдельных элементах не должна превышать 0,02 г/см3. Степень заряженности аккумуляторной батареи влияет на ее работоспособность. При длительном хранении или эксплуатации в разряженном состоянии на поверхности активного слоя пластин оседают крупные кристаллы PbS04. Этот дефект практически не устраняется и приводит к снижению емкости батарей. Заряженность аккумуляторов определяют по плотности и напряжению. При разрядке аккумуляторных батарей плотность понижается. Так, снижение ее на 0,01 г/см3 соответствует разрядке аккумуляторной батареи на 6 %. Заряженность элементов по напряжению проверяется нагрузочной вилкой. Если аккумулятор заряжен и исправен, то напряжение под нагрузкой в конце 5-й секунды остается в пределах 1,7-1,8 В. При снижении напряжения за это время на 1,4-1,5 В батарею отправляют на зарядку.
В настоящее время на в качестве источника электрической энергии применяют трехфазные синхронные генераторы. В них, как правило, устанавливаются выпрямители на кремниевых диодах, которые закрепляются на крышке генератора со стороны контактных колец. Для определения работоспособности генератора проверяют частоту вращения якоря генератора, соответствующую его возбуждению без нагрузок и с нагрузкой. При проверке на начало отдачи частота исправного генератора без нагрузки не должна превышать 1000 об/мин в момент достижения напряжения 12,5 В (12-вольтовый) и 25 В (24-вольтовый) электрооборудования. После возбуждения генератора нагрузку и частоту вращения плавно увеличивают до номинальных значений. Проверяется устойчивость работы под нагрузкой и наличие искренний на щетках коллектора. Без снятия нагрузки отключается генератор и повторно проверяется частота его возбуждения. Если результаты измерений не соответствуют паспортным данным, то производится локализация неисправностей. Исправность элементов выпрямителя проверяют путем измерения обратного тока. Необходимость разборочных операций генератора и регулятора напряжения определяют на основании результатов испытаний.
При установке новых щеток их притирают к коллектору. Для этого полоску мелкой стеклянной шкурки, ширина которой должна быть равной ширине коллектора, вводят между щеткой и коллектором, затем протаскивают ее в направлении, противоположном направлению вращения якоря, повторяя эту операцию до полного прилегания щетки к коллектору.
Давление пружины проверяют динамометром, оттягивая им нажимной рычажок щеткодержателя. Фиксируют показания динамометра в момент, когда полоска бумаги, введенная между щеткой и коллектором, свободно вытаскивается.
Регулятор напряжения представляет собой электронную схему, которая в период эксплуатации не разбирается и не ремонтируется.
Регулировку регулятора следует вести, стараясь максимально приблизиться к среднему значению регулируемого напряжения. При проверке и регулировке регулятора напряжения на машине достаточно подключить вольтметр к генератору, а требуемая нагрузка достигается одновременным включением потребителей. При этом суммарный ток приближается к номинальному. Частота вращения измеряется тахогенератором.
Комплексная оценка работоспособности стартера производится по параметрам режимов холостого хода и полного торможения, по развиваемой мощности, щеточно-коллекторному соединению и механизму привода. Диагностирование стартера проводится по количественным значениям контролируемых параметров, приведенным к температуре 20 °С.
Одна из основных неисправностей магнето – отсутствие искрообразования. Причинами ее могут быть размагничивание ротора, отрыв первичной обмотки от пластины и износ контактов прерывателя. Степень намагниченности ротора магнето проверяют магнитометром МД-4. Для этого снимают крышку магнето и трансформатор. На место трансформатора устанавливают магнитопроводы, а на них ставят магнитометр. Затем проворачивают рукой ротор и следят за стрелкой прибора. Измерение проводят 3–5 раз. Нормальной считается намагниченность при 220 мкВб. Если степень намагниченности ротора ниже указанной величины, его намагничивают специальным аппаратом, который подключают к аккумуляторной батарее или к электросети с переменным напряжением и укрепляют на аппарате ротор, включают аппарат 2–3 раза на 1–2 с, если он подключен к аккумулятору, или один раз до перегорания вставки, если он подключен к сети переменного тока. По окончании намагничивания повторно проверяют намагниченность ротора магнитометром.
У свечей встречаются такие неисправности, как сколы и трещины изолятора, наличие нагара на нижней его части и электродах, разгерметизация уплотнения и обгорание электродов. При обнаружении трещин и сколов изолятора свечи выбраковывают. Нагар на свечах удаляют пескоструйным приборами. Герметичность свечей проверяют на приборе Э203-П. Для свечи, бывшей в эксплуатации, допускается протечка воздуха не более 40 см3/мин.
10. Дозаправлять машины следует чистым и отстоянным дизельным топливом в конце рабочего дня, чтобы не допустить конденсации паров воды в баке. Заправляют машины топливом, которое соответствует сезону эксплуатации. Крышки заливных горловин баков перед открытием очищают от пыли и грунта. Машины заправляют на месте использования с помощью топливомаслозаправщиков, а на эксплуатационных базах – из топливораздаточных колонок или установок. При заправке необходимо точно учитывать количество заливаемого в баки топлива, используя для этого счетчики, имеющиеся на заправочных средствах. При неисправности или отсутствии счетчиков расход топлива можно учитывать мерными линейками, протарированными применительно к размерам и конфигурации баков заправляемых машин. В этом случае перед заправкой бака измеряют линейкой остаток топлива в нем. Разность между замерами до и после заправки и составит тот объем топлива, который заправлен в бак. А так как учет расхода топлива ведется в килограммах, то полученный объем заправки требуется перемножить на коэффициент удельной массы заправленного топлива. Топливо должно обладать высокой теплотой сгорания и обеспечивать: бесперебойную подачу его из топливного бака к карбюратору, форсункам или газовому смесителю; образование качественной горючей смеси; надежную воспламеняемость и мягкую работу двигателя; минимальное коррозионное воздействие на металл; минимальное образование нагара и отложений в камере сгорания, в зоне распылителей форсунок, клапанов и в деталях системы питания; отсутствие затруднений при его хранении, заправке и транспортировке при любых климатических условиях.
При заправке водой необходимо следить как за ее чистотой, так и за ее химическим составом. Вода не должна быть излишне жесткой, так как последняя способствует отложению накипи на внутренних поверхностях рубашки охлаждения двигателя, что приводит к нарушению его теплового баланса.
При заправке антифризом особое внимание следует уделять вопросам безопасности работ с этой жидкостью, гак как она ядовита. Переливать антифриз необходимо в резиновых перчатках. Недопустимо попадание антифриза на лицо и слизистую оболочку носа и рта. Хранить антифриз необходимо в темном прохладном помещении в опломбированной металлической таре, снабженной надписью «Яд». Пломбируется и опорожненная тара из-под антифриза.
Хранение ТСМ должно быть в отдельном здании, которое будет оборудовано: огнетушителем; песком; подвалом и вакуумно закрытыми цистернами (запломбированными); отдельными колонками для заправки различными видами топлива. Помещение для хранение должно быть оборудовано так, чтобы предотвращать смешивание топлива, легкого его воспламенения, искрообразования.
8. В гидравлическую систему управления входят: насос высокого давления; масляный резервуар; перепускной и обратный клапаны; масляной фильтр; аккумулятор; распределитель; гидравлические цилиндры управления и детали магистрали высокого и низкого давления. Характерными неисправностями гидравлической системы являются: низкое и неустойчивое давление в системе, полное отсутствие давления в магистралях, шумы при работе золотников или насосов высокого давления. В большинстве случаев неисправности возникают в результате загрязнения масла; вязкости масла, несоответствующей данной системе; утечки масла; износа; заедание отдельных частей системы (манжет, уплотняющих сальников).
Полная потеря давления во время работы машины указывает на повреждение привода насоса высокого давления, засорённости перепускного клапана, попадание масла во всасывающий трубопровод, идущего от бачка к насосу, заклинивании лопастей насоса, неисправность нагнетательной или всасывающей магистрали.
Наличие шумов в золотниках указывает на износ или недостаточную вязкость масла.
При установлении причин ненормальной работы системы надо прежде проверить и устранить нарушения плотности в соединениях деталей.
Для контроля различных механизмов гидравлической системы используют стенды типа СГУ-3 и СТУ -3.
Контроль гидравлических муфт осуществляется проверкой уровня чистоты масла, температуры, давления, исправности всасывающих фильтров. В исправной и нормально работающей муфте температура масла не должна превышать 80-90ºС, а давление должно быть 0,5-1 кг/см².
Контроль за типом управления, где привод осуществляется за счёт отбора части мощности двигателя, ч/з механическую передачу, сводится к проверки технического состояния карданных валов, блоков, распределительных коробок.
Контроль и технический уход за карданными валами при техническом обслуживании сводится к систематическому их внешнему осмотру, проверке плотности затяжки болтов, к их шплинтовки, а также контролю за исправностью уплотнительного устройства полости карданных валов и недопущению их биения.
Контроль рычажной ручной системы управления осуществляется наблюдением и осмотром её деталей. Размеры общих и рабочих ходов рычагов ручного управления определяются заводской конструкцией и должны быть не более: для рукоятей – 400 мм, для педалей – 250 мм.
Давление на рычаги управления не должно превышать 3 Вт при наличии сервопривода, 6-8 кг – для часто включаемых и 12-16 кг – для редко включаемых механизмов.
Контроль пневматических систем управления и пневматических приводов сводится к проверке давления воздуха в системе и плавности работы всех рабочих органов. Давления сжатого воздуха в исправной системе должно постепенно и равномерно возрастать при включении компрессора со скоростью 1,4 кг/см² в минуту, при выключении компрессора давление должно понижаться не более чем на 0,5 кг/см² в час.
6. Основным показателем правильности регулировки сцепления постоянно-замкнутого типа служит зазор между отжимными рычагами и муфтой выключения. Он должен быть в установленных пределах. Сводный ход рядами проверяют линейкой или с помощью прибора КИ-9919. Зазор между отжимными рычагами и муфтой выключения проверяют щупом. После установления зазора всех рычажков проверяют их разницу. Нормальная разница положения рычажков 0.3 мм.
У сцеплений, имеющих гидроусилитель, регулируют зазор между штоком гидроусилителя и его нажимным рычагом и свободный ход штока. Зазор должен быть 0.5 – 1 мм, а свободный ход штока 14 – 15 мм. Если при выключении сцепления с трудом переключаются передачи КП машины, а при выключении сцепления они переключаются свободно, необходимо проверить регулировку блокировочного механизма.
Правильность регулировки механизма управления поворота гусеничных тракторов проверяют по свободному ходу рычагов управления. Нормальный их ход 60 – 80 мм. Диски муфт поворота тракторов промывают.
При диагностировании КП в эксплуатационных условиях можно руководствоваться следующими основными положениями:
– сильный нагрев и шум при работе говорит о недостаточном качестве масла;
– подтекание масла указывает на нарушение герметичности прокладок и манжет;
– сильный шум при работе без нагрева свидетельствует о износе зубьев шестерен и подшипников.
Общее диагностирование КП осуществляется по анализу легкости включения передач.
Для безразборной диагностики редукторов существует метод виброакустической диагностики, основанный на сравнении фактически замеренных величин уровня вибраций с эталоном.
Для поэлементного диагностирования закрытых зубчатых передач разработано устройство. Принцип работы которого заключается в записи изменения момента сопротивления на входном валу исследуемой передачи.
Общий контроль технического состояния тормозов в эксплуатационных условиях у гусеничной машины легко проверяется путем ее установки на крутом склоне – если в этом положении они уверенно удерживают машину, то тормоза признаются исправными.
При общем диагностировании тормозных систем колесных машин в эксплуатационных условиях можно руководствоваться следующими основными положениями:
– плохое торможение свидетельствует об износе или замасливании накладок тормозных колодок;
– неравномерное притормаживание сопровождающееся легким шумом показывает на поломку или ослабление возвратной пружины;
– нагрев тормозных барабанов указывает на отсутствие зазора между накладками колодок и тормозным барабаном.
У машин с гидроприводом тормозной системы проваливание подачи указывает на (потерю герметичности) проникание воздуха в систему гидропривода.
У машин с пневмоприводом:
– уменьшение давления в системе после остановки двигателя указывает на потерю герметичности;
– плохое торможение при нормальном давлении говорит о засорении тормозного крана;
– свист от утечки воздуха из тормозных камер или клапанов свидетельствует о нарушении их герметичности.
Суммарные окружные люфты в силовых передачах хода замеряются с помощью нагрузочных динамических вилок.
Для проверки прогиба карданной передачи машины возможно применение прибора КИ-8902А.
Диагностирование иных передач заключается в определении стрел их прогиба, параллельности валов, положение звездочек и степени износа из звеньев.
Величина стрелы прогиба иной передачи замеряется с помощью линеек в средней его части. Параллельность валов контролируется с помощью замера расстояний между ними, а положение звездочек с помощью прикладывания к ним жестких линеек или туго натянутых струн.
Диагностирование ременных передач заключается в проверке параллельности валов и определении натяжения ремня. Контроль натяжения ремня производится из условия обеспечения оптимального натяжения P0 ремня в статическом состоянии. Натяжение ремня проверяется путем измерения стрелы его прогиба.
Работоспособность трансмиссии машины поддерживается выполнением работ технического обслуживания таких как регулировка сцепления и промывка его дисков, регулирование блокировочного механизма коробок передач, механизма управления тормозов и промывка муфт поворота.
7. Натяжение гусеничных цепей проверяется с помощью замера стрелы их провиса между верхними поддерживающими роликами. Получение значения стрелы провиса сравниваются с номинальными, которые имеются в заводских инструкциях. Для установления величины зазора в подшипниках направляющих колёс и опорных роликов, а также осевого перемещения каретки применяется прибор КИ-4850, а степень герметичности уплотнений устанавливается с помощью приспособлений ПГСК-1, присоединяемого к шлангу маслонагнетателя. Наконечник приспособления присоединяется к каналы, служащий для подачи в камеру подшипников масла. Герметичность уплотнения оценивают по величине давления масла, при которой он начинает просачиваться. Износ гусениц определяется путём замера длины растянутого и составленного из 10 звеньев куска гусеничной цепи и её сравнить с номинальной. Регулировка натяжения гусениц проверяется по величине стрелы их провисания. При общем диагностировании установки управляемых колёс в эксплуатационных условиях следует учитывать, что ухудшения наката и ускорение изнашивания протектора шин передних колёс свидетельствует о нарушении угла сходимости колёс, показывает на нарушение углов установки колёс, а биение колёс при высоких скоростях движения машины – на нарушение их балансировки. Углы установки передних колёс на канаве. С этой целью линейка устанавливается в горизонтальном положении между внутренними краями ободьев колёс так, чтобы концы, расположенные по её концом цепочек, касались вала. Ноль на корпусе линейки. После этого машина перекатывается вперёд до тех пор, пока линейка не окажется позади переднего моста при соблюдении касания нижними концами цепочек пола. При обратном перекатывании машины линейка должна вставать в первоначальное положение так, чтобы её стрелка показывала на ноль. При несовпадении стрелки с нулём замер повторяется.
Прибор 2183 – определении угла развала устанавливается на проверку передних колёс установочными уровнями вверх, далее при сохранении его кромки параллельно колесу он выверяется в горизонтальное положение. Машина перекатывается на половину оборота колеса. Угол развала устанавливается по соответствующей шкале при положении пузырька уровня шкалы напротив нуля. Развал второго колеса проверяется аналогично.
В эксплуатационных условиях подвеска диагностируется путём замера: прогиба рессор, чрезмерное значение которого указывает на потерю упругости листов рессор:
- наклона кузова, наличие которого показывает на половину пружин или коренного листа рессоры;
- наклона кузова на крутых поворотах, значительные величины, которое показывает на обрыв стойки стабилизатора поперечной боковой устойчивости.
Для проверки амортизаторов применяется стенд. Динамические поворотные площадки 4 стенда приводятся в движение кривошипом через упругие элементы. Индикатор 3записывает амплитуду вынужденных колебаний подвески при снижении их частоты.
Участок кривой, записанный на ленте, соответствующий зоне резонанса, анализируется по величине минимального значения амплитуды путём сравнивания с эталонными кривыми.
Колёса диагностируются в основном. Неуравновешенность колёс бывает статическая и динамическая.
В первом случае центр тяжести колеса не совпадает с его осью, во втором масса колеса и дебаланс проявляется только при его вращении.
Статическая неуравновешенность может быть установлена как непосредственно на машине, так и на специальных стендах путём вращения колеса сначала в одну , а потом в другую сторону до полной остановки с отметкой мелом низших точек. Наиболее “тяжёлое место” колеса окажется между ними. Динамическая балансировка колёс проводится как со снятием, так и без снятия колес с машины с помощью специальных стендов.
Динамометр мофтометр К-402 приводится по двум основным параметрам – суммарному моменту и общей силе трения в элементах ручного управления. Суммарный момент определяется по углу поворота рулевого колеса при заданном усилии на ободе, а общая сила трения – по усилия прикладываемому к ободу рулевого колеса для поворота вывешенных колёс машины. Прибор состоит из двух узлов мофтомера со шкалой 23 – 0 – 25 и динамометра с усилием от 0 до 12 кгс. Прибор устанавливается на машине путём крепления динамометра на рулевом колесе, а мофтамера на рулевой колонке. Прибор имеет габариты 245х160х110 мм и массу 1,6 кг.
12. Транспортирование может производиться собственным ходом, на буксире, прицепе тяжеловозе, железной дороге, водным и воздушным транспортом. При этом необходимо учитывать следующее:
– гусеничные машины могут перемещаться собственным ходом, только в порядке исключения вне дорог общего назначения на расстоянии 15 км. При перевозке их на большие расстояния применяют грузовые машины и прицепы- тепловозы. Экскаваторы и асфальтоукладчики на гусеничном ходу разрешается транспортировать только прицепами тяжеловозами.
– дорожные катки с гладкими вальцами и кулачковые катки транспортируют на грузовых авто или прицепах тяжеловозах.
– пневмоколесные самоходные дорожные машины собственных ходом могут перемещаться только на расстояние до 20 км., а на буксире до 150 км.
– перевозку машин на расстояние до 50 км. , а в отдельных случаях до 300 км. Целесообразно осуществлять на прицепах-тяжеловозах.
– перевозка дорожных машин по железной дороге, водным и воздушным транспортом осуществляется на расстояние более 300 км.
Транспортирование по ж/д:
При подготовке машин к транспортированию их открытые части покрывают антикоррозионной смазкой; из систем питания, смазки, охлаждения и гидросистем удаляют соответствующие жидкости, двери кабин пломбируют; стекла прикрывают щитами, ценное оборудование и инструмент снимают и упаковывают отдельно. Габаритные размеры машин должны соответствовать действующим правилам эксплуатации железных дорог (высота габарита погрузки 5,3м), в противном случае машину разбирают. При размещении машины на платформе необходимо соблюдать равномерность погрузки на рессоры вагонов. Допускается смещение центра массы машины по отношению к продольной оси платформы не более чем 0,1м. Закрепляют машины на платформе клиньями и растяжками, рассчитанными на максимальную сдвигающую машину силу. Под каждое колесо машины устанавливают дополнительные подкладки, а с наружной и внутренней стороны колеса бруски. Количество растяжек должно быть не менее 4-х. Погрузка машины осуществляется с погрузочных площадок или ГПМ.
Транспортирование по автодорогам:
Должно осуществляться в соответствии с правилами дорожного движения. Транспортировать собственным ходом разрешается только исправные машины, а все остальные на буксире. Буксировка машины при гололеде и других плохих дорожных условиях запрещается. Габариты перевозимого груза по высоте 4м от поверхности дороги, по ширине 2,5м, по длине 20м, причем груз не должен выступать за заднюю точку габарита транспортного средства более чем на 2м. Крупногабаритные грузы перевозят по специальному разрешению ГАИ. Перед ночной поездкой водитель должен проверить электрооборудование. При появлении встречной машины дальний свет должен быть переключен на ближний на расстоянии не менее 300м. При остановке и стоянке освещение должно быть включено. Обгонять, выезжать из полосы движения, буксировать в тумане запрещается.
Преодоление крутых спусков и подъемов:
Для преодоления крутых подъемов сила тяги машины должна быть больше силы сопротивления движению. Движение по крутым спускам производится на постоянной и безопасной скорости при совместном торможении колесными тормозами и двигателем. На крутых подъемах нельзя переключать передачи и останавливаться. На крутых и длинных спусках скорость снижают тем больше, чем больше уклон. Если машину требуется остановить на подъеме или спуске торможение производится без выключения сцепления и смены передач. Преодоление косогоров с уклоном более 10% возможно только после анализа поперечной устойчивости машины и прицепа с грузом. На косогорах нельзя выполнять крутые повороты и быстро менять скорость движения во избежании возникновения сил инерции, увеличивающих опрокидывающую силу.
11. Сейчас для ДСМ и автотранспорта применяется ППР ТО и ТР. Она представляет собой комплекс организационно-технических мероприятий, проводимых в плановом порядке с целью обеспечения работоспособности и исправности машин в течении всего срока службы. ППР - основана на планировании, подготовке и проведении по каждой машине соответствующих видов ТО и ТР с заданной последовательностью и периодичностью. Основными документами, определяющими сумму ППР, является для ДСМ: рекомендации по ТО и ТР, автоположение о ТО и ТР.
Система ППР включает:
ТО: ЕО, СО, ТО-1, ТО-2, ТО-3
Ремонт: ТР и ТР
ЕО – контроль, направленный на обеспечение безопасности работы машины, работы по поддержанию внешнего вида авто, заправка топливом, рабочей жидкостью и санитарная обработка. Основная цель ТО – предупреждение наступления предельного состояния машины. ТР – должен обеспечить работоспособность машины до предельного ремонта путем восстановления и замены отдельных сборочных единиц и деталей машин. КР – должен обеспечить исправность и полный или близкий к полному ресурсу машины путем восстановления и замены сборочных единиц и деталей, включая базовые.
ЕТО навесного оборудования бульдозера:
очистка оборудования от грязи и пыли
проверка визуальным осмотром
проверка надежности крепления навесного оборудования и сохранности сварных швов
смазка узлов по карте смазки
ТО-1:
все работы ЕТО
подтянуть крепление узлов РО
смазать РО и узлы управления по карте смазки
ТО-2:
ТО-1
соответствие сварных швов и при необходимости произвести рихтовку и подварку отвала, рамы и других элементов.
проверить и подтянуть крепление ГУ
надежность уплотнения гидросистемы, устранить подтекание масла, заменить негодные детали ГП, заправить бак ГС.
СО:
операции очередного ТО
осмотреть бульдозер, проверить комплектность
работы по утеплению
проверить и отрегулировать освещение
привести в исправное состояние ножи и стойки рыхлителя
подварить рамы трактора и металлоконструкции бульдозера
заменить смазку
ТР:
ТО-2
отделить навесное оборудование трактора
обследовать все сварочные швы и при наличии поломок произвести ремонт
при необходимости заменить все изнашиваемые детали
смазать бульдозер
Средства диагностирования:
Диагностирование – это процесс определения технического состояния машины и ее агрегатов и узлов без разборки и прогнозирования исправностей работы в будущем. Цель: обеспечение функционирования объекта на заданных режимах, управляемые и преобразующие с помощью датчиков, сигналов, выражающих значение диагностируемых параметров и постановку диагноза на основе логической обработки полученной информации путем сопоставления текущих значений параметров с нормативными.
Средства диагностирования:
тормозная система
система освещения
двигатель
рулевое управление, передняя подвеска, углы установки колес
система выпуска отработавших газов: карбюратор (газоанализаторы), дизель (димометры)
Хранение машин:
Различают: межсменное (до 10 дней), кратковременное (от 10 дней до 2 мес.), долговременное ( 1год и более). Перед постановкой на хранение машину очищают, моют, проводят ТО, заправляют топливную систему, сливают воду из системы охлаждения, консервируют отдельные детали и сборочные единицы. При хранении необходимо выполнять следующие требования:
места хранения машин располагаются не ближе 50м от жилых зданий и производственных помещений и не ближе 150м от мест хранения топливо-смазочных материалов.
сооружения для хранения машин обеспечивают противопожарными средствами
расположение машин в местах хранения должно позволять вывести их в случае пожара
открытые площадки и навесы располагаются в сухих не затапливаемых местах, поверхность площадок должна быть ровной и иметь уклон 2-3%, обеспечивающий сток воды
территория стоянки оборудуется ветрозащитными и снегозадерживающими установками и имеет по периметру водоотводные канавы
на площадке размечают места стоянки машин и на месте стоянки каждой машины должна быть табличка с ее маркой и инвентарным номером
минимальное расстояние между машинами в одном ряду не менее 0,7м, а между рядами не менее 6м.
на стоянках запрещается производить чистку и мойку машин
Работы по подготовке, установке и снятию с хранения машин выполняется лицами, за которыми они закреплены под руководством механика. Прием машин на хранение и выдача с хранения оформляются приемосдаточными актами или записью в журнале учета. ТО машин, находящимся на длительном хранении, осуществляется в соответствии с требованиями руководства по эксплуатации, а именно, машины длительно хранящиеся под навесом или открытых площадках, должны проверяться не реже 1 раза в месяц, а после сильного снегопада, дождя не позднее следующего дня. Машины, хранящиеся в закрытых гаражах, проверяют 1 раз в 2 месяца. Запрещается разукомплектовывать машины, находящиеся на хранении.
13. Технология планировки зон ТО и ремонта определяется оснащением рабочих постов. Общими деталями для всех постов являются: местные отсосы отработавших газов, устройства заборов масел, смазочно-заправочное оборудование, средство механизации постановки машины на посты. Для зон ТО и ремонта предусматривается централизованная система подачи сжатого воздуха, сбора и выдачи масел. В зонах ТО и ремонта не допускается применение открытого огня, в отдельных случаях сварочные работы допускается при наличие ограждение кранами высотой 1,8м.
По способу постановки машины посты делятся на:
1 Тупиковые
2 Проездные.
Посты должны размещаться так чтобы избежать маневрирование в зонах, обеспечить удобное размещение оборудование около машин и между самими постами. Расстояние между осями постов не менее 5-и метров.
Пневмо. и гидро. оборудование: Может иметь несколько участков разборки сборки дифектации механической обработки и стендовых испытаний. В отделении могут организовываться рабочие места для ремонта ГЦ, насосов, распределителей ,усилителей рулевого управления, фильтров, и узлов системы смазки двигателей . Если на участки проводится глубокая разборка необходимо обеспечить особую чистоту воздуха, что обеспечивается воздуховодами.
Электротехническое отделение В отделение организуются места по ремонту генераторов, стартеров, контрольно измерительных приборов и тд. Разборка, сборка производится на верстаках с применением универсального инструмента и спе. приспособлений для замены обмотки пайки проводов. На некоторых предприятиях могут быть отделение по ремонту силового оборудования.
Аккумуляторное отделение. Может иметь следующие участки: Кислотную, зарядную, электролитною, помещение для ремонта аккумуляторов. Часто объединяют кислотный и зарядный участки. Отделение располагают в одном помещение, при этом работы с кислотой и зарядку аккум. производят в цехах с индивидуальной вентиляцией.
Шиномонтажное отделение. Организовывают на предприятиях с большим числом колесных машин. Если мало то только фулк. отделение, а шиномонтажные работы выполняются в зонах ТО и ремонта
14. Технология планировки зон ТО и ремонта определяется оснащением рабочих постов. Общими деталями для всех постов являются: местные отсосы отработавших газов, устройства заборов масел, смазочно-заправочное оборудование, средство механизации постановки машины на посты. Для зон ТО и ремонта предусматривается централизованная система подачи сжатого воздуха, сбора и выдачи масел. В зонах ТО и ремонта не допускается применение открытого огня, в отдельных случаях сварочные работы допускается при наличие ограждение кранами высотой 1,8м.
По способу постановки машины посты делятся на:
1 Тупиковые
2 Проездные.
Посты должны размещаться так чтобы избежать маневрирование в зонах, обеспечить удобное размещение оборудование около машин и между самими постами. Расстояние между осями постов не менее 5-и метров.
Кузнечно-термическое, сварочная, медницко-радиаторное, отделение. Могут располагаться отдельно или в общем помещении называемым тепловым. На участки сварочных работ должно быть не менее 2-х рабочих мест, для ручной, газовой и кислородной сварок. Рабочее место для электродуговой сварки располагают у теневой стены и ограждают металлическими экранами образующие ряд кабинок. Посты газовой сварки могут не ограждаться. На стационарном сварочным посту болоны хранят раздельно в металлическом шкафу примыкающим к стенки здания. На участках кузнечных работ предназначаются посты для ручной и механизированной ковки на молоте. Оборудование располагают по групповому признаку. Горный располагают у стены. В кузнечных помещениях применяют нагревательные печи. Основным на медницком участки является рабочее место по ремонту радиаторов, может организовываться отдельное помещение по ремонту топл. баков. В помещениях где происходит пайка устанавливают шкафы для пайки некоторых видов рабочего инвентаря.
Молярное отделение. Размещают в изолированных помещении на крупном эксплутационном предприятии. В его состав входит кладовая лакокрасочных материалов, краско приготовительный участок, участок покраски и сушки, участок подготовительных работ. Молярное отделение должно иметь выход наружу. В виду не допустимости противопожарным требованием перемещение машин своим ходом в отделение должны быть средство механизации.
Механическое отделение. Предназначено для ремонта большинства агрегатов машин, обработки изготовление деталей, в агрегатном отделении агрегаты ремонтируются заменой не исправных деталей. В соответствии с технологии работ в нем могут выделятся участок мойки , моторный участок и участок испытания ДВС. На крупных предприятиях могут устраиваться участки для ремонта ходовой части Гус. машин. Сборочно-разборочные работы в отделении производят на стендах которые размещают в зоне действия кранбалки. Для размещении и разборки, сборки снятых с агрегатов узлов устанавливают верстаки монтажные. Испытание после ремонта производят на стендах. Стенды размещают в изолированных помещениях.
1. В узлах и агрегатах машин возникают разл. неисправности (дефекты), кот. в зав-сти от причин их появления, делят на 5 гр.: 1)дефекты, возникающие в ест. рез-те износа, явл. следствием неизбежного измен. формы и раз-ров деталей машин при их работе, чем дольше работает машина, тем больше изнашивается пов-сти ее деталей и увел-ся зазоры м/у сопряженными деталями. В бол-ве дор. стр. машин бывает полужидкостное или полусухое трение. Износ – неизбежный процесс измен. размеров и форм деталей машин под действием сил трения. В зав-сти от причин, вызывающих износ, разл-т 4 его разно-сти: 1.механ.; 2.физико-мех.; 3.химико-мех.; 4.комбинированный. Осн. факторами, снижающими интенсивность износа детали, явл.: применение терм. обработки; упрочнение пов-сти детали; выбор соотв. Сортов смазочных мат-лов; повышение качества обработки трущихся деталей; исп-ние антифрикционных мат-в. 2)эксплуатац. возникают в следствии неправильной эксплуат. машин и плохой орг-ции. Дан. дефекты могут и должны быть полностью предотвращены путем надлежащей эксплуатации и прав. техн. обслуживания; 3)аварийные возникают в рез-те нарушения правил экпл-ции машины, ее перегрузки сверхдопустимой небрежности обсл-щего персонала, усталости металла. Бол-во аварийных дефектов можно и могут предотвратиться; 4)производственые. возникют в рез-те ошибок и отступлений технолог. пр-са допущенных при ремонте или изготовлении машины. ; 5) конструктивные- возникают вследствии конструктивного несовершенства отдельных узлов или деталей машин, а также как рез-т ошибок допущенных конструктором при ее проектировании. Ремонт- это устранение обнаруженных дефектов путем замены или востоновления неисправных деталей,узлов, и агрегатов
Система и виды ремонта. В настоящее время примен. планово- предупредительная си-ма техн. обслуживания и ремонта машин кот. предусматривает комплекс технических, направленных на повышение надежности и долговечности машин, улучшение качества, сокращение сроков и снижение стоимости ремонта.ППР вкл. в себя периодические ТО, текущий средний и кап. ремонт.
Виды: Текущий ремонт выполняют в процессе операции:1)Производят частичную разборку двигателя с заменой быстро изнашивающих деталей. 2)Притирку клапанов 3)Очистку от нагара головки цилиндров 4)Полностью очищают систему смазки и охлаждения 5)Регулируют топливную систему, гидроприводы и электрооборудование. 6)В агрегатах трансмиссии производят регулировку натяжения цепей и приводных ремней 7)Проверяют состояние звездочек и пленок цепей питателей.
Средний ремонт - при котором производится частичная разборка машины.
Капитальный ремонт- это такой вид ремонта при кот. ремонтируют все агрегаты и узлы, полностью собирают и разбирают машины, замена всех негодных или требующих ремонта деталей
. 1)Индивид. метод ремонта машин. Ремонт выполняет одна бригада сост. из высоко-поставленых специалистов на рабочем месте универсальный пост. (-)Продолжит. простой машины и его высокая стоимость
2)Узловой –весь комплекс рем. работ делится на части каждая из кот. предст. вполне законченный цикл ремонта кокого-либо агрегата или узла.
(+)Сокркщение продолжительности простоя машин в рез-те повышения качества снижения себестоимости ремонта.
3)Поточный . Технологический процесс в разборке и сборке машин и сложных агрегатов расчленяются на ряд операций строго согласованных по времени. Данный метод обеспечивает высокую производительность труда.
Ремонтные заводы предн. для кап. ремонта машин изготовление запасных частей и полуфабрикатов. В состав рем. завода входят: 1)Цех металлов конструкций 2)Гальвонический 3)Дерево- отделочный 4)Ремонтно механический
Методы ремонта машин в дорожных организациях. 1)Агрегатный метод ремонта заключ. в том, что снятые с ремонтируемой машины неиспр. агрегаты заменяют новыми или заранее отремонтируемыми. Примен. метода позволяет сократить сроки ремонта уменьшить его трудоемкость, улучшить качество и снизить себестоимость ремонта.
2)Доставочно –обменный метод заключ. в том что машины требующие кап. ремонта заменяются в эксплуатации заранее отремонтир. на ремонтном заводе или в центральных мастерских машинами из обменного фонда. Данный метод явл. наиболее экономичным из всех применяемых методов ремонта
3)Метод периодической замены комплектов и агрегатов-В процессе эксплуат. однотипных дор. машин детали одной и той же номенклатуры изнашиваются при определенных условиях работ почти одинаково через равные периоды времени исходя из условий одинаковых износов однотипных деталей машину конструктивно расчленяют на опред. кол-во ремонтных единиц сост. из нескольких узлов и агрегатов. (+)Заключ. в том что устраняются простои машин вызванные транспортировкой их на ремонтное предприятие, уменьшается себестоимость.
3. В наст. время действуют инструкции на прием и сдачу машин в ремонт. В ремонт направляется машина требующая кап. ремонта и отработавшая как правило ремонтный цикл. Машины и агрегаты сдаваемые в ремонт должны соответствовать установленной комплектности. Дл бульдозеров, экскаваторов, грейдеров устанавл. 1-я комплектность, а для грузовых автомобилей 2-я.
1 Комплектность относ. машины со всеми агрегатами, приборами и аппаратурой
2 Те у кот. отсутствует платформа металлический кузов, спец. оборудования и детали крепящие их.
Машины и агрегаты напрвл. на ремонтное предприятие своим ходом по ж.д. или на прицепе. Машину приним. в кап. ремонт при наличии след. документов: 1)Наряда на ремонт 2)Справки о тех. состоянии машины 3)Тех. паспорт 4)Сопроводительный лист 5)Описи снятых с машины мелких узлов и деталей.
Наружная мойка - машины очищают на битонированых площадках или в помещении расположенном как можно ближе к участку разборки. Участки оборудуют стоком для воды, эстакадой, резервуаром для хранения, маслосборочном колодцем, мойку производят водой 75С в воду добавляются моющие средства (лабамид 101 102) t наружного воздуха должна 5С. Давление =2,5 МПа.

8. По пригодности к ремонту детали ПТМ делят на две группы: 1-не ремонтируемые которые не возможно и не разрешено ремонтировать. 2- ремонтируемые. К первой группе относят стальные канаты, подшипники качения, крюки при износе выше 95 %, петли, пружины с трещинами и изломами, тормозные колодки, клиновые ремни, валы скрученные. Ко второй группе относятся все остальные механизмы детали.
Валы и оси. Их ремонт должен обеспечивать исправление следующих дефектов и повреждений: прогиба, износа шеек и повреждение под сальниками. Износ и повреждение посадочных поверхностей, износ шпоночных пазов или шлицов. Повреждение резьбы.
Правка- при искривлениях ремонт начинают с правки. Прямолинейность оси или вала проверяют индикатором, при установке в центрах токарного станка. При частоте вращения менее 500 об.мин допустим прогиб 0,15 мм на 1м но не более 0,3 на всю длину.
При частоте вращения более 500 об.мин допустим 0,1 мм на 1 м, но не более 0,2 мм на всю длину. Прогиб валов и осей менее 0,5 мм устраняют шлифованием, а прогиб более 0,5 мм правкой в холодную т.е. без нагрева . применяют правку нагревом со стороны выпуклости. Вал выпрямляется под действием внутренних напряжений. Восстановление изношенных поверхностей валов ответственного назначения осуществляют только хромированием или обработкой на ремонтный размер увеличением диаметра не более чем на 3%.
4. Разборка машины осущ. в строгой последовательности придусматривает технолг. процессом с применением необх. обор-я, приспособлений и инструментов. Для этого составляется технологические карты производства разборочных работ. Разборка большинства ДСМ начинается с отсоединения гидравлического управления от рабочих органов, затем отсоединяют рабочие органы от рамы трактора или автомобиля на кот. были закреплены. Разборку самаходных дор. машин начинают со снятия кожухов, рабочих органов, топливных баков, радиаторов, приборов зажигания и топливной аппаратуры затем отсоед. мех-мы управления и пуска двигателя, рулевое управление после этого снимают двигатель, коробку передач, В последнюю очередь отсоединяют ходовую часть. Разборку производят 2-мя способами: 1)Тупиковым- разборка производится на одном универсальном посту. 2)Поточный- весь процесс производится на нескольких рабочих местах кот. распологаются в строгой последовательности хода технологического процесса разборки, причем все операции синхронизированы.
Дефектация деталей, Дефектация – это процесс технического контроля соединений и деталей и сортировки их на группы в соответствии с техническими требованиями. При дефектации определяют пригодность деталей к дальнейшей работе и выявляются необходимость их ремонта или выбраковки. При дефектации детали помечают краской:Негодные-красные, Требующие ремонта- желтые, Годные- зеленой. Результаты дефектации накоплены за несколько лет, анализироваться они позволяют уточнить коэф-ты: Ремонта nр=nтр/nо где nо –общее кол-во детали; Коэф-нт сменности nс=nн/nо где nн-кол-во негодных деталей Коэф-нт годности nг=nгод/nо
Последовательность проведения 1)Деталь подвергается внешнему осмотру с целью выявления таких дефектов как коррозия, вмятины, трещины. 3)По возможности устранения а)устраняемые б)неустраняемые 4)По отражению нормотивной документации а)скрытые б)явные 5)По причинам возникновения а)дефекты кот. возникают в рез-те естественного износа. б)эксплуатационные в)аварийные г)производственные д)конструктивные
Методы контроля при дефектации деталей
1)Визуально-оптический 2)Люминесцентный 3)Гидравлических испытаний-для проверки полых деталей 4)Керосиновой пробы – определяет трещины не менее 0,03мм 5)Метод красок- обнаруживается трещины не менее 0,01мм 6)Метод магнитной дефектоскопии – выявляются трещины шириной до 0, 001мм, а также такие дефекты как раковины и пустоты до 1ммрасположенные под поверхностью детали на расстояние до 15 мм. 7)Ультразвуковой- основан на способности ультразвука, отражаться от поверхности раздела двух сред в том числе от дефектов. Наличие дефектов можно определить рентгенно- гаммой излучение.
5. Ремонт деталей гусеничного хода. Быстроизнашивающимися деталями ходовой частью гусеничных машин является:
- ведущие направляющие колеса
- опорные и поддерживающие катки и ролики
- звенья гусениц
- рессоры
- балансиры кареток
Опорные и поддерживающие катки и ролики – их изготавливают из стали и чугуна. Основные дефекты: износ беговых дорожек, наружных и внутренних поверхностей буртов, цилиндрических отверстий, помятость и срыв резьбы.
При небольшом износе беговых дорожек – их поверхность протачивают на токарно-винтовом станке до выведения следов износа, но не менее допустимого размера.
Износ цилиндрических отверстий устраняют механической обработкой под ремонтные размеры.
Помятость и срыв резьбы устраняют прогонкой или нарезанием резьбы номинального размера в новом месте.
Ведущие колёса – из стали. Основные дефекты: износ зубьев по толщине, износ отверстий под шпильки крепления.
При износе зубьев при толщине восстанавливают наплавкой жидких металлов. Наплавку осуществляют ручной электродуговой сваркой или на полуавтоматах в среде углеродистых газов.
Изношенные отверстия под шпильки крепления рассверливают под шпильку увеличенного размера.
6. Имеют дефекты: износ зубьев, режущие полукруглые кромки, проушин, режущие кромки ножей, днища, запорного устройства. Зубья ковшей экскаваторов изнашиваются на несколько десятков мм. Поэтому осуществлять их полную восстановительную наплавку не целесообразно.
Полукруглые режущие кромки ковшей наплавляют в порядке профилактике с двух сторон. При незначительном износе режущую кромку наплавляют с помощью электродов до устранения площади износа на не сношенной поверхности и получения заостренной кромки, а потом наплавляют износостойкими сплавами.
Изношенные проушины срезают ацетиленовой горелкой, заваривают, зачищают, просверливают отверстия. Затем проушины подгоняют, вставляя в отверстие контрольный палец, и приваривают проушины к ковшу.
Ремонт ножей. Изношенные ножи бульдозеров и автогр. Наплавляют с двух противоположных сторон. На ноже отмечают краской все дефекты подлежащие устранению, после этого нож укладывают на приспособления для правки.
7. 1. Ремонт шестеренчатых насосов. В большинстве случаях ремонту подвергаются корпуса, шестерёнки и крышки.
Ремонт корпуса насоса. Дефекты: износ со стороны высасывающей полости и на колодке, износ или срыв резьбы под болты. При износе поверхности колодцев применяют слесарно-механическую обработку с использованием дополнительных деталей. Износ или срыв резьбы устраняют путём рассверливание отверстий и нарезанием в них резьбы ремонтного размера. Изношенные торцы зубьев шестерен восстанавливают шлифовкой в центрах на шлифовальном станке. Крышки. Основные дефекты – износ торцов поверхности со стороны корпуса насоса, забоины и задиры, срыв буртика. Износ торцов поверхности восстанавливают проточкой на токарном станке. Задиры и забоины устраняют путём шлифованием поверхности шкуркой. При срыве буртика в гнезде сальника – крышку восстанавливают постановкой стального кольца.
2. Ремонт гидрораспределителей. Ремонту подвергаются корпус, золотники, гнезда клапанов. Ремонт корпуса. Корпус изготавливают из серого чугуна. Отверстие в корпусе и золотнике гидрораспределителей при изготовлении и восстановления делятся на размерные группы. Это позволяет при большом ремонтном фонде и не значительных износах восстанавливать насос в паре корпус-золотник, за счёт перекомплектовке этих деталей с последующей подготовкой. Ремонт золотников. Золотник изготавливают из стали. Он изнашивается по поверхности рабочих поясков сопрягаемых с отверстием корпуса. Кроме того могут изнашиваться детали автоматики и фиксацией золотника. Ремонт гнезда клапана. Гнездо перепускного клапана изготавливаются из стали. В нём изготавливаются уплотняющая кромка с конической частью перепускного клапана. Гнездо клапана при износе шлифуют до появления острой кромки. Аналогично восстанавливают гнездо предохранительного клапана.
9. 1. Ремонт блоков цилиндра блок цилиндра изготавливаются из серого чугуна или алюминиевого сплава. Основные дефекты: трещины в рубашке охлаждения, пробоины, износ или нарушения соосности гнёзд под вкладыши коренных подшипников, износ отверстий под втулки толкателей и втулки распределительного вала, износ резьбовых отверстий. Трещины и пробоины в зависимости от размера и места расположения устраняют используя сварку, сварку с последующим нанесением полимерного материала, для обеспечения герметичности. Применение полимерных материалов более предпочтительно как они обеспечивают высокую прочность и сцепляемость с основным материалом детали. Коробление верхней полости цилиндра – при короблении более 0,15 мм производят шлифовку используя специальные приспособления. После обработки необходимо с тойже установки углубить на такой же размер, выточить под бурты головки цилиндры. Восстановление резьбы в отверстиях: 1. нарезание резьбы ремонтного размера; 2. заварка отверстия с последующим нарезанием резьбы; 3. постановка резьбового отверстия
2. Ремонт головок блока цилиндра. Головки цилиндра изготавливаются из серого чугуна и алюминиевого сплава. Перечень дефекта: трещины на плоскости сопряжения блоков цилиндров, трещины на стенках рубашки охлаждения, деформация поверхности, износ отверстий, повреждение отверстий под направляющие втулки клапанов, износ фасок сёдел клапанов, ослабление посадки сёдел клапанов, повреждение резьбы в отверстии. 1. Перед сваркой у концов трещины расположены на плоскости сопряжения с блоком сверлится отверстие 4 мм, на глубину 3 мм. Края трещины обрабатываются по всей длине на глубину 3 мм, под угол от 90-120. Головка нагревается до температуры 180. Поверхность подлежащая, сварке очищается металлической щёткой. Подготовленная трещина заваривается электросваркой постоянного тока, электродом диаметром 5 мм. После сварки шов промывается раствором азотной кислоты и горячей водой. 2. Устраняется с помощью полимерных материалов. Для ускорения процесса затвердевания композиции головка цилиндров нагревается до температуры 100, время выдержи 1 час. После устранения трещины головка проверяется на герметичность. 3 фрезеруют и шлифуют. 4. Изношенные направляющие втулки выпрессовываются. Контролируются размеры отверстий под втулки. 5. Отверстия под направляющие втулки размеры которых допускают допустимые развёртываются под ремонтный размер. При сборке используются втулки ремонтного размера по наружному диаметру. 6. фрезеруют и шлифуют. 7. Сёдла клапанов выпресовывают и посадочные гнёзда растачивают под ремонтный размер.
3. Ремонт клапанов. Верхние клапаны пусковой и выпускной расположены в головки блоков цилиндров. Клапаны изготавливаются из жаростойкой стали, стержни хромируются. Для повышения долговечности рабочей фаски выпускной клапан имеет механизм принудительного перемещения, при повреждении данного механизма его следует заменить. Основные дефекты клапанов: 1. Нарушение герметичности рабочей фаски клапанов. 2. Износ тарелки. 3. износ стержня по диаметру к торцу. 4. Прогиб стержня. 5. Не допускаются использование клапанов имеющие трещины, коробление тарелки.
Восстановление герметичности осуществляется притиркой рабочих фасок клапанов к их сёдлам. Фаску шлифуют после шлифования стержня до выведения неровности. Изношенный торец стержня шлифуют до выведения следов износа. Прогиб стержня устраняют правкой на прессе или с помощью специальных приспособлений
4.Ремонт шатунов. Основные дефекты. 1-изгиб и скручивание, 2-износ поверхности отверстий верхней и нижней головок, а так же поверхности по плоскости разъема крышки. 3-износ отверстий и опорных поверхностей под гайкой и головкой шатунных болтов. Нижняя головка шатуна обрабатывается в сборе с крышкой поэтому при разборке контроля и сборке шатун и крышку необходимо сохранять в комплекте. Крышки шатунов центрируются по шлифованным поверхностям шатунных валов. Не допускается дальнейшее использование шатунов имеющих трещины, сколы, задирына на боковых поверхностях нижней головки. Изгиб и скручивание шатуна устраняют правкой на специальных приспособлениях. Иногда после правки шатун подвергают термостабилизации, для этого его нагревают до температуры 400-450 градусов, выдерживают в течении часа после чего охлаждают на воздухе.Изношенную внутреннюю поверхность верхней головки шатуна растачивают под ремонтный размер и затем запрессовывают втулку увеличенного размера. Изношенную поверхность и нижних головок шатунов восстанавливают растачиванием с последующим хаметованием под нужный размер. Чтобы создать припуск для растачивания с плоскости разъёма шатуна и крышки снимают слой металла на фрезерных станках. При значительных износах поверхностей отверстий – нижнюю головку шатуна вместе с крышкой наплавляют в среде углекислого газа или вибродуговым способом затем отверстия растачивают на расточных или токарных станках. Изношенные поверхности нижней и верхней головок шатуна, а также поврежденные пл-ти разъёма шатуна с крышкой можно восстановить астсливанием с последующей механической обработкой поверхности. Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют до выведения следов износа. После фрезерования при сборке нижней головки шатуна следит чтобы отверстие для шплинта шатунного болта не выступало за торцевую поверхность гайки. В противном случае поверхность наплавляют, а затем фрезеруют до нормального размера.
5. Восстановление распределительных волов. Распределительные валы двигателя обычно изготавливаются из стали, а также из легированного чугуна. Кулачки, эксцентрики и (((опорки))) (((шлейки)) валов из углеродистой стали подвергаются закалки током высокой частоты на глубину 2-6 мм, твердость закаленного слоя HRC 52-62
Основные дефекты распр. валов.
1-деформация вала, 2-износ опорных шеек, 3-износ кулачков и эксцентриков, 4-повреждение шейки под распределительную шестерню, 5-повреждение шпоночной канавки (отверстие под штифт), 6-повреждение резьбы.
Допустимое биение составляет от 0,03 до 0,05 мм. Правка проводится на прессе или наклепом. Опорные шейки шлифуются под ремонтный размер. При достижении последнего ремонтного размера шейки восстанавливают под размер завода изготовителя наплавкой плазменным газотермическим напылением. Применяются также гальвановые покрытия.
Кулачки восстанавливают шлифованием при сохранении профиля кулачка. При шлифовании вал базируем по центрам и шпоночному пазу, обеспечивающую правильное угловое положение вала. После шлифования каждого кулачка вал поворачивается на нужный угол для обработки следующего кулачка. Окончательно обработка кулачков выполняется полированием мелко-зернистой полировочной лентой.
Шпоночный паз востонавл. заваркой с последующим сверлением, заварка производится электродуговой сваркой постоянным током обратной полярности. Возможно без применения сварочных операций фрезеровать.
11. Этот способ разделяют на: дуговой, плазменный, электроимпульсный и высокачастотный. Для нанесения покрытий в основном используют дуговой электрический разряд двух видов: 1)столб дуги имеет минимальные размеры, его используют при дуговой металлизации. 2)столб дуги имеет большое межэлектронное расстояние, его используют при плазменном напылении. Дуговая металлизация

1-деталь; 2-расходуемые проволочные электроды; 3-клема; 4-механизмы для подачи проволоки.
Сущность дуговой металлизации состоит в том, что в зону металлизации подают непрерывно две проволоки находящиеся под напряжением, при соприкосновении которых возникает электрическая дуга, расплавленный металл подают на поверхность под давлением р=0,4…0,6 МПа.
Установки: ЭМ-1,3,5. В качестве материала покрытий используют черные или цветные металлы. Разработаны и гостированы электродные сварочные проволоки. Технологический процесс имеет два этапа: 1) нанесения подслоя (защищает от окисления); 2)нанесения покрытия требуемого основного состава.
Плазменное напыление
Сущность: в плазмотроне возникает электрическая дуга, которая нагревает плазма образующий газ (аргон, азот) до температур 40000 С. В электрическую дугу вводят напыляемый материал который оплавляется и наносится на поверхность детали.

1-катод; 2-медный охлаждаемый анод; 3-плазма образующий газ.
В комплект оборудования для плазменного напыления входит плазматрон, механизм транспортирования распыляемых материалов (порошка или проволоки), пульт управления , источник питания дуги, источник и приемник охлаждающей воды, а также коммуникации для подвода воды, электроэнергии.
12. Тех процесс нанесения покрытий вкл.: 1) подготовка поверхности; 2) нанесение полимерного слоя на Ме; 3) формирование беспористого слоя при термообработке при Т=Тпл+(50..100) С; 4) мех обработка поверхности.

Классификация: I по исходному состоянию полимерного покрытия: 1. р-ра; 2. пленочного покрытия; 3. порошкового полимера; II по типу полимера: термо- и реактопласты; III по методу нанесения: 1.плазменное; 2.гозообразное; 3.из псевдоожижженного слоя.
Композиционный материал (полимер) – материалы сложного состава, состоящие из 2-х более разнородных компонентов, кот имеют четкую границу раздела м/д ними. Состоит из: наполнителя и связующего (матрицы).
14. Наиболее эффективным методом явл-ся ремонт обработка и давление. Он основан на палстическом деформировании материала, его перераспределении и изменении формы и размеров детали без изменения ее массы. Применяют следующие виды обработкой давлением:
1)осадка; 2)вдавливание; 3)раздача; 4) обжатие; 5)вытежка;6)правка и др.
1) Осадка
![]()
При осадке деталь деформируют в направлении перпендикулярно усилию, с помощью этого метода восстанавливают бронзовые втулки, уменьшают длину на 15%.
2) Вдавливание

Востановление зубьев.
Этим методом восстанавливают изношенные боковые поверхности шлицов на валах, а также зубья шестерен.
3)Раздача

Раздачу применяют для увеличения наружнего диаметра полых цилиндрических деталей без изменения высоты: проводят пуасоном или шариком.
4) Обжатие

Проводят проталивание детали через матрицу меньшего диаметра, для остальных деталей нагревают Т=900 С. Востанавливает втулки, звенье гусениц, зубчатые муфты, все возможные рычаги.
5) Правка

Обеспечивает исправление искрывленых и покоробленных деталей и восстанавливает, валы, рычаги и т.д. Если деформация не превышает 2% холодное восстановление, >2 нагревают до Т=200…400 С.
13. Гальванические покрытия — электролитическое осаждение тонкого слоя металла на поверхности какого-либо металлического предмета для защиты его от коррозии, повышения износоустойчивости, предохранения от цементации, в декоративных целях и т. д. Получаемые покрытия — осадки — должны быть плотными, а по структуре — мелкозернистыми. Чтобы достигнуть мелкозернистого строения осадков, необходимо выбрать соответствующие состав электролита, температурный режим и плотность тока.
В зависимости от требований, предъявляемых к функциональным характеристикам изделий, различают покрытия:
- защитные (защищают от коррозии)
- защитно-декоративные (обеспечивают защиту от коррозии и придают поверхности изделия декоративный вид)
- декоративные (придают поверхности изделия различные декоративные свойства)
- специальные (придают поверхности изделия специальные свойства)
Одни и те же покрытия в зависимости от области их применения могут относиться к защитным, защитно-декоративным или специальным.
Хромирование — нанесение хрома или его сплава на металлическое изделие для придания поверхности комплекса физико-химических свойств: высокого сопротивления коррозии, износостойкости, жаростойкости, высоких механических и электромагнитных свойств.
Хромирование применяется как в декоративных целях (матовое), так и для придания антифрикционных и износостойких свойств (молочное, блестящее). Для повышения поверхностной твёрдости и износостойкости хромируют трущиеся детали, например цилиндры двигателей внутреннего сгорания, поршневые кольца, калибры. В этих случаях наносят покрытия толщиной более 1 мм.

Для хромирования используют электролит. Анодом является свинцовая пластина, материалом ванны является или свинец или полимер. Процесс хромирования включает следующие стадии: 1) шлифование и полирование поверхности; 2) Обезжирование в органических растворителях; 3)обработка в щелочах; 4)хромирование;
Достоинства: 1.Высокая износостойкость и коррозионная стойкость; 2.Сохранение структуры и свойств основного металла; 3. Высокая адгезионная стойкость
Недостатки: 1. низкая скорость процесса (до 30мкм/ч); 2.небольшая толщина покрытий с оптимальными свойствами до 0,35мм.; 3.большие производственные площади для реализации процесса.
1. Тяговый расчет базируется на уравнении тягового баланса, которое отражает взаимосвязь всех сил действующих на машину при перемещении по опорной поверхности.
Рсц ≥ Ро ≥ W , где Рсц – сила сцепления движителя с опорной поверхностью, которая зависит от свойств опорной поверхности и типа ходового оборудования;
Ро – окружная сила на ведущих колесах;
W – общая сила сопротивления при движении машины;
Колесный движитель ДМ преобразует подводимый к нему от двигателя крутящий момент в силу тяги машины. Движение машины перед – е двигателю и приложенная к ведущему колесу максимальная окружная сила.
Ро = Ро*/nк , nк – число ведущих колес.
КПД η = Nвых/Nвх
Передат. Число U =ωвх/ωвых
Коэф –т преобразования Кпр = Мвых/Мвх = ηU
Мкр = ηUМдв
Nдв = Мдвωдв = 2πМдв nдв
Окружная сила на ведущем колесе Ро* = Мкр/rк
Тогда Ро = Ро*/ nк = Мкр/(rк nк) = ηUМдв/(rк nк) = ηUNдв/2π nдв nк rк
Рсц = φсцGсц
φсц = 0,1…0,6 – коэф – т сцепления
Gсц – сцепная сила тяжести, т.е нагрузка на ведущие колеса
Gсц = (В/А)G, где В- числа ведущих колес, А- общее число колес
Сила сопротивления
W = Wпер + Wин + Wвет + Wраб
1)Wпер – сила сопротивления передвижению машины
Wпер = (f + i)G, где f- коэф. сопротивления передвижению = 0,01…0,3, i- коэф –т уклона = 0,1…0,15.
2)Wин – сила инерции на движение машины Wин = Gv/gtр, где v- скорость движения, tр- время разгона
3)Wвет- сопротивление ветровой нагрузки Wвет = РветF, где Рвет – удельное сопротивление ветровой нагрузки(давление ветра), F – площадь
4)Wраб – сопротивление рабочему процессу- для каждой машины рассчитывается индивидуально
Очень часто на 1м этапе проектирования отсутствуют сведения о силовой установке машины, т.е Ро нельзя найти. В этом случае Ро ≈ W , а W можно найти
N=Wv/η
2. Тяговый расчет базируется на уравнении тягового баланса, которое отражает взаимосвязь всех сил действующих на машину при перемещении по опорной поверхности.
Рсц ≥ Ро ≥ W , где Рсц – сила сцепления движителя с опорной поверхностью, которая зависит от свойств опорной поверхности и типа ходового оборудования;
Ро – окружная сила на ведущих звездочках;
W – общая сила сопротивления при движении машины;
Гусеничный движитель ДМ преобразует подводимый к нему от двигателя крутящий момент в силу тяги машины. Движение машины перед – е двигателю и приложенная к ведущей звездочке максимальная окружная сила.
Ро = Ро*/nзв, nзв – число ведущих звездочек.
КПД η = Nвых/Nвх
Передат. Число U =ωвх/ωвых
Коэф –т преобразования Кпр = Мвых/Мвх = ηU
Мкр = ηUМдв
Nдв = Мдвωдв = 2πМдв nдв
Окружная сила на ведущей звездочке Ро* = Мкр/rзв
Тогда Ро = Ро*/ nк = Мкр/(rзв nк) = ηUМдв/(rзв nк) = ηUNдв/2π nдв nзв rзв
Рсц = φсцGсц
φсц = 0,1…0,6 – коэф – т сцепления
Gсц – сцепная сила тяжести, т.е нагрузка на гусеницы
Gсц = G,
Сила сопротивления
W = Wпер + Wин + Wвет + Wраб
1)Wпер – сила сопротивления передвижению машины
Wпер = (f + i)G, где f- коэф. сопротивления передвижению = 0,01…0,3, i- коэф –т уклона = 0,1…0,15.
2)Wин – сила инерции на движение машины Wин = Gv/gtр, где v- скорость движения, tр- время разгона
3)Wвет- сопротивление ветровой нагрузки Wвет = РветF, где Рвет – удельное сопротивление ветровой нагрузки(давление ветра), F – площадь
4)Wраб – сопротивление рабочему процессу- для каждой машины рассчитывается индивидуально
Очень часто на 1м этапе проектирования отсутствуют сведения о силовой установке машины, т.е Ро нельзя найти. В этом случае Ро ≈ W , а W можно найти
N=Wv/η
3. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления.
Привод выбирают из условий:
- технологии производства работ;- условий эксплуатации;- режимов нагружения
Приводы классифицируют по следующим признакам:
по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные
по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными;
по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной
Мощность привода определяется:
Nро = Nдвη ; Nро = Тω; Nро = Рv
Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом;
ω - угловая скорость
Р – усилие внешнего сопротивления
V – линейная скорость исполнительных механизмов
N = Тv – идеальный вариант
Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)

идеальная внешняя характеристика при N = const не зависит от режимов работы
жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно
мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость
ДВС как правило используют N = 20…1200 кВт
ДВС по способу газообмена различают: 2х и 4х тактные
По способу наполнения рабочего цилиндра: без и с наддувом
По числу и расположению цил – в:рядные и V – образные
Используют 3 вида ДВС: тракторные, автомобильные,промышленные.
Перегрузочная способность ДВС составдяет Кп = 1,1…1,3 = Тмах дв/Тном дв,поэтому ДВС выбирают с запасом мощности Кзап = 1,17…1,25 – дизели и Кзап = 1,11…1,17 – карбюраторные.
Достоинства: автономность, отн – но высокий кпд, малая масса на единицу мощности.
Недостатки: чувствительны к перегрузкам, затруднена эксплуатация прм низких температурах.
Например в 1ноковшовых экскаваторахприменяются ДВС в сочетании с механической троансмиссией. От ДВС движение к рабочим механизмам передается через главную муфту с помощью цепных,зубчатых и канатных передач,при использовании кулачковых и фрикционных муфт
4. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления.
Привод выбирают из условий:
- технологии производства работ;- условий эксплуатации;- режимов нагружения
Приводы классифицируют по следующим признакам:
1. по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные
2. по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными;
3. по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной
Мощность привода определяется:
Nро = Nдвη ; Nро = Тω; Nро = Рv
Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом; ω - угловая скорость; Р – усилие внешнего сопротивления; V – линейная скорость исполнительных механизмов;
N = Тv – идеальный вариант. Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)
 Т
Т
идеальная внешняя характеристика при N = const не зависит от режимов работы
жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно
мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость
Гидропривод включает гидравлическое силовое оборудование, которое может быть 2х видов: гидрообъемное (гидронасосы, гидродвигатели, силовые гидроцилиндры) и гидродинамическое(гидромуфты и гидротрансформаторы). Преимущества: небольшая масса и размеры,возможность получения больших передаточных чисел до 1000 и более,малая инерция и высокая производительностьиз-за высоких скоростей рабочего оборудования. Недостатки: высокая стоимость оборудования, сложность в эксплуатации,нелбходимость специальных жидкостей в различных климатических условиях, высокие динамические нагрузки из-за быстродействия исполнительных механизмов.
Объемный гидропривод состоит из объемного гидронасоса,системы распределения,бака с жидкостью,соединительных трубопроводов(всасывающих и напорных),гидродвигателей поступательного движения(силовые гидроцилиндры) и вращательного(гидромоторы).
Структурная схема
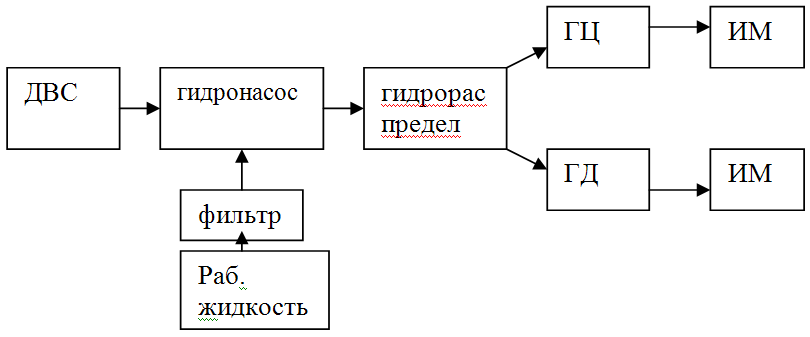
ОГП классифицируют по следующим признакам:
1)по конструктивным признакам:открытые и закрытые
2)по виду энергопреобразования:шестеренные,поршневые,пластинчатые.
3)по регулированию парвметров:регулируемые,нерегулируемые
4)по назначению:основные,вспомогательные
4)по кол-ву потоков рабочей жидкости:1но,2х,3х,4хпоточные
В гидродинамических передачах общими элементами являются гидромуфты и гтдротрансформаторы.
Достоинство:гм можно использовать как предохранительную муфту
Недостаток:ограничивают передачу энергии
Гидромуфта имеет 2 рабочих колеса:насосное,соединенное с валом ДВС и турбинное,связанное с валом исполнительного механизма. Гидромуфта служит защитоц ДВС от перегрузок, а также для автономного бесступенчатого изменения скорости движения рабочего органа в зависимости от внешней нагрузки. Гидромуфта преобразует только скоростные параметры передач. η=0,94…0,96
Гидротрансформатор имеет 3 ро:насосное,турбинное и реактивное колеса. Реактивное колесо неподвижно-гидротрансформатор преобразует скорости и крутящие моменты. η=0,85
Недостатки:сравнительно низкий кпд,передача мощности только на расстояния,ограниченные габаритами гидротр-ра,передача только вращающего движения
Гидромеханической передачей считают систему передач,содержащую гидродинамическую передачу и механическую с приводом от ДВС.
Возможные варианты соединения:
1)непосредственное соединение двигателя с ГТ


2) соединение двигателя с ГТ через редуктор
3)с отводом мощности на вспомогательные механизмы


5. Привод – это совокупность устройств для сообщения движения и усилия исполнительным механизмам машин. Привод включает силовое оборудование(двигатель), трансмиссию(сист. Силовых передач) и систему управления.
Привод выбирают из условий:
- технологии производства работ;- условий эксплуатации;- режимов нагружения
Приводы классифицируют по следующим признакам:
по значимости:-основные(ход-е и раб-е оборудование), - вспомогательные
по типу трансмиссии: - с мех-ми трансмиссиями, - с электрическими, - с гидравлическими, - с комбинированными;
по типу сист. управления:- с мех-й рычажной, -с электрической, с гидравлической, с пневматической, с комбинированной
Мощность привода определяется:
Nро = Nдвη ; Nро = Тω; Nро = Рv
Т – крутящий момент сопротивления, преодолеваемый исполнительным механизмом;
ω - угловая скорость
Р – усилие внешнего сопротивления
V – линейная скорость исполнительных механизмов
N = Тv – идеальный вариант
Для оценки работы привода используют его внешнюю характеристику – зависимость ω=f(Т)
 Т
Т
идеальная внешняя характеристика при N = const не зависит от режимов работы
жесткая характеристика – с увелич – м крутящего момента в шир – х пределах скорость изменяется незначительно
мягкая хар – ка – с ростом нагрузки резко уменьшается угловая скорость
Электропривод ДВС-ЭГ-ЭД-ИМ
Первичный двигатель-ДВС,который приводит в действие электрогенератор,который питает электродвигатели,приводящие исполнительные механизмы.
В ряде случаев в качестве силового оборудования используют ЭД постоянного или переменного тока,которые приводят в действие исполнительные механизмы и работают от внешней сети 220;380 В непосредственно через трансформатор.
ЭД переменного тока просты в управлении,надежны в эксплуатации,выдерживают кратковременные перегрузки.Кп=1,8…2,2 ,ночувствителен к колебаниям напряжения в сети. Обычно используют общепромышленные им специальные крановые асинхронные двигатели 3хфазного тока U=220,380 В, ν=50 Гц.
ЭД постоянного тока считаются наиболее подходящими для приводов МЗР с тяжнлыми условиями работы. Они обеспечивают плавность пуска и торможения,имеют значительную перегрузочную способность и независят от температуры эксплуатации.
Обычно их применяют в эксплуатации при средних и больших мощностях,а также в ЗТМ большой мощности.
6. При взаимодействии грунта с рабочим органом в грунте развиваются силы сопротивления. Эти силы зависят от 3-х основ. параметров: –технологии разработки грунта; –физ-мех. свойств грунта; –геометрических характеристик рабочего органа.
Основные виды рабочих органов машин для земляных работ классифицируют следующим образом:
Рабочие органы которые только отделяют грунт от массива(фрезы, шнеки)
Рабочие органы которые отделяют грунт от массива одновременно захватывают его и трансп.
А) перемещают по поверхности массива (отвалы бульдозера, грейдера)

Б) накапливают и переносят грунт в специальных ёмкостях (ковши)
1– передняя грань
2– задняя грань
3– режущая кромка
 –
угол заострения
(25-30)
–
угол заострения
(25-30)
 –
угол резания
(30-40)
–
угол резания
(30-40)
В– ширина режущей кромки
В зависимости от свойств грунта при резании р.о образуется 3 вида стружки:
![]()
сыпучий пластинчатый скалывающийся
При взаимодействии рабочего органа с грунтом р.о. действует с силой <Р> которая вызывает со стороны груза силу противодействия:

1) Резание грунта. Для инж. расчетов используют следующую формулу связывающую силы сопротивления с геометрией р.о. и свойствами грунта: Р01=Рк = кр*В*с; кр–удельн. сопр. грунторез(0,012–3,5МПа) ; с– толщ. срез. грунта
2) Копание грунта. Для инж. расчетов силу сопротивления копания рассчитывают по той же ф., что и силу сопротивления резания учитывая другие силы сопротивления. Учет всех остальных сил осуществляется за счёт увеличения коэффициента удельного сопротивления копанию: Р01=Рк= к1*В*с к1=0,018–4,5МПа.
Норм.
сост. Р02= ,
где
,
где
 -коэф.
пропорциональности(0,1-0,8) зависит от
свойств грунта. Степени затуп. раб.
орг., а также от расположения р.о.
-коэф.
пропорциональности(0,1-0,8) зависит от
свойств грунта. Степени затуп. раб.
орг., а также от расположения р.о.
7. Подготовительные работы включают очистку площадки от леса и кустарника, удаление пней и камней, рыхление скальных пород и мерзлых грунтов.
РЫХЛИТЕЛИ: Рама с зубьями для послойного разделения грунта. Классификация:
По назначению:
–общего назнач.(h 1м);
–специального назначения(h
1м);
–специального назначения(h )
)
По способу передвижения: –навесные, –прицепные.
По тяговому усилию: –легкие(Тсц<130кН), –средние, –тяжелые, –сверх тяжелые(Тсц>300кН)
По ходовому оборудованию: –гусеничные, –колесные
По конструктивным признакам:


трехточечная четырёхточечная схема подвески
Рабочий орган оснащен 1 или несколькими зубьями крепление которых может быть жёстким или шарнирным. Поворот зубьев на угол +/– 15о осуществляется с помощью специальных кронштейнов – флюгеры. По форме зубья разделяют: -изогнутые, -прямые, -полуизогнутые.
Число зубьев и их шаг зависит от глубины рыхления, свойств грунта, и мощности рыхлителя.
ДП–на базе трактора; ДЗ–на базе бульдозера.
В расчетах рыхлит. оборудования следует рассчитать рабочий орган и систему подвески на прочность, а также определить необходимые усилия заглубления и выглубления для подбора зубьев рыхлителя.
При расчетах на прочность используют 2 основных расчетных положения при которых возникают наибольшие нагрузки.
заглубление выглубление
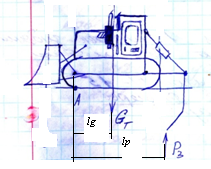

 МА=0;
МВ=0;
МА=0;
МВ=0;
РМАКС.=КРХ*F, где F= nBh – площадь зуба, КРХ–коэф. сопротивления рыхлению
КОРЧЕВАТЕЛЬ: Предназначен для выкорчевывания пней, расчистки строительных участков от корней и камней-валунов, уборки стволов и кустарника, срезанных кусторезом. Классификация:
По характеру установки на тракторе: – с передней навеской; – с задней навеской
По типу установки отвала на толкающей раме: – жёсткая, – с возможностью поворота относительно рамы в вертикальной плоскости.
Р.о. корчевателя является отвал с зубьями. Он монтируется на толкающей раме охватывающего типа, которая своими задними концами шарнирно крепится к лонжеронам трактора.
КУСТОРЕЗ: Предназначен для очистки строительных участков от кустарника и мелколесья.
Кусторез является передним навесным оборудованием гусеничного трактора. Оборудование кустореза состоит из универсальной рамы, рабочего органа, ограждения трактора. Срезание кустарника и деревьев производится ножами рамы р.о. В передней части рамы приварен носовой лист для раскалывания пней и раздвигания сваленных деревьев. Для заточки ножей в процессе работы кусторезы снабжаются заточным приспособлением, состоящим из заточенной головки с наждачным кругом, гибкого вала и механизма привода, работающего от переднего конца коленчатого вала дизеля или редуктора привода гидронасосов трактора.
11. Их производят как навесное оборудование к пневмоколесным тракторам. Эти экскаваторы имеют основное рабочее оборудование (кош прямой и обратной лопаты), а так же дополнительное (грейфер, ковшовый и вилочный погрузчики, кран).
1-рама; 2-поворотная платформа; 3-г. ц. управления стрелой; 4- г. ц. управления рукоятью; 5- рукоять; 6- ГЦ управления ковшом; 7- ковш; 8-стрела; 9-ведущая звездочка; 10-г.ц. механизма поворота

8. Предназначен для срезания, планировки и перемещения грунта на расстояние до 150м.
Классификация:
По типу ходового оборудования: –колёсные, –гусеничные
По назначению: –общего назначения, –специального назначения
По номинальному тяговому усилию и мощности: –легкие(N<20кВт), –средние, –тяжелые, –сверхтяжёлы
По конструкции рабочего оборудования: –с неповоротным отвалом, –с поворотным отвалом,
–с универсальным отвалом, –бульдозер погрузчик.
Бульдозер с неповоротным отвалом. Отвал устанавливается перпендикулярно продольной оси машины в 2-х вариантах или неподвижно, или с небольшим углом в поперечной плоскости.
Бульдозеры с поворотным отвалом его можно поворачивать на заданный угол в обе стороны от основного положения.
Универсальный бульдозер оборудован шарнирно-сочлененным отвалом состоящим из 2-х частей – эти части можно устанавливать перпендикулярно или под углом.
Бульдозеры–погрузчики на подъёмной стреле шарнирно установлен отвал.


1– ножи; 2– отвал; 3– раскосы; 4– толкающие брусья; 5– г/ц управления положением; 6– гусеницы; 7– универсальная толкающая рама
Отвал – это V-металлоконструкция сваренная из лобового листа полукруглого профиля с верхним и нижним задними поясами жёсткости. Сверху приварен козырёк в нижней части лобовой лист образует подножную плиту, на которую спереди крепят съёмные секционные ножи. Торцы отвала закрыты боковыми щеками. Его снабжают дополнительным съёмным оборудованием: боковыми ножами, выдвижными боковыми зубьями, боковыми щёками.
Отвал можно снабдить гребенчатыми ножами, зубьями, кусторезными ножами, грузовыми вилами, подъёмным крюком. Виды отвалов: -савковый, -сферический, -универсальный, -короткий прямой,
-прямой простой.
Основные
параметры отвала:
–ширина(В), –радиус кривизны(r),
–угол резания( ),
),
–угол наклона
отвала( ),
–угол опрокидывания(
),
–угол опрокидывания( )
)

= 50..60
= 75
= 30..80
ЗАГЛУБЛЕНИЕ


МА=0; РЦ.З
МВ=0;
9. СКРЕПЕРЫ – Землеройно-транспортные машины с ковшовым рабочим органом который производит копание, перемещение, отсыпку и разработку грунта I–IV категории. L=100…5000м.
Классификация:
По вместимости ковша: –малой(<6m3), –средней, –большой, –особо большой(>25m3)
По способу агрегатирования с тягачом: –прицепные, –полуприцепные, –самоходные
По способу загрузки ковша: –со свободной загрузкой, –с принудительной загрузкой(подъем гр. шнекам)
По способу разгрузки ковша: –свободная разгрузка(опрокид. ковша), –с принудительной разгрузкой
По конструкции ходового оборудования: 1 и 2-х осные
Состоит из: –рабочее оборудование(ковш с исполн. мех.), –ходового оборудования, –привода, –сцепного устройства, –буферного устройства, –тягача, –гидросистемы управления скреперным оборудованием.
Ковш – ёмкость открытая спереди и сверху, ограниченная днищем, боковыми стенками о оснащен ножами. ––––– Боковые стенки, режущая часть и др. неподвижные конструкции соединены каркасом.
Спереди ковш закрыт передней заслонкой соединённой с ним шарнирно и управляется гидроцилиндрами. Задней частью ковш опирается на ось задних колёс. Передней частью он соединен упряжными шарнирами с боковыми балками тяговой рамы

1– шарнир сцепного устройства, 2– хребтовая балка, 3– г/ц. управления ковшом, 4– передняя заслонка, 5– г/ц управления передней заслонкой, 6– тяговые балки, 7– боков. стенки, 8– задняя стенка, 9– г/ц управления задней стенкой, 10– буферные устройства, 11– ножи, 12– днище.
Самоходный скрепер является шарнирно–сочлененной машиной. Особенность скрепера состоит в отсутствии управляемых колес. Поворот одной секции относительно другой, вокруг вертикальной оси шарнира с помощью 2-х г/ц. Седельно-сцепное устройство дает возможность относительного поворота тягача и скрепера в вертикальной и горизонтальной пл.

Расчет на прочность
активные силы: РТ, РТОЛ, GСКР+ГРУНТ
реактивные: fR1, fR2, R1, R2, PК, PН,
х=0
у=0 –– R1, R2, PК
М0=0

Транспортное положение следует учитывать динамические нагрузки на элементы скрепера, которые в 2 раза превосходят статические:
GДС+Г =2GС+Г
(GС+Г=GТ+GСО+GГ)
х=0
у=0 –– PТ=f(R1+R2)
М0=0
Проекция сил на ось х называется уравнением движения:
РТ f(R1+R2)
10 Самоходная землеройно-транспортная машина с ковшовым рабочим органом. Разрабатывает с 1 по 4 кат. грунты и частично5-6.
Классификация
По ходовому оборудованию: –гусеничные, –пневмоколесные
По типу привода: –одноприводные, –многоприводные
По исполнения рабочего оборудования: –гибкой, –жёсткой, –телескопическим р.о.
По исполнению опорно-поворотного устройства: –полноповоротные, –неполноповоротные
К основным элементам относится: р.о.(ковш, рукоять, стрела), силовая установка, поворотная платформа с различными механизмами и системой управления, опорная рама и ходовое оборудование.
ОСНОВНЫЕ виды р.о.: прямая лопата, обратная лопата, погрузчик, драглайн, грейфер, планировщик.

1– ходовая часть, 2– опорно-поворотное устр., 3– поворотная платформа, 4– г/ц управления стрелой, 5– стрела, 6– г/ц управ. рукояти, 7– рукоять, 8– г/ц управ. ковшом, 9– ковш
Механизм передвижения включает: раму, гусеничный или колёсный движитель а также мех. привода и стопорения.
1) для пневмоколесного ходового оборудования имеется 2 варианта привода:
а) для привода используется 1 г/м который передаёт движение перед. и зад. мосту.
б) привод осуществляется по схеме мотор-колесо от индивидуального г/м движение передаётся на
ступичный планетарный редуктор, на колесо.
2) для гусеничного используют 1 схему: г/м –––– 3-х ступенчатый редуктор(привод гусеницы индивид.)
Механизм поворота имеет 2 варианта исполнения:
1) поворот осуществляется с помощью высокомоментного (Т>1000Нм) г/м который передает движение на ведущий вал 5 непосредственно
2) поворот осуществляется с помощью низкомоментного г/м через 2-х ступенчатый цилиндрический или планетарный редуктор

![]()
Вид сбоку Вид сверху
1– гусеничная тележка, 2– рама с обечайкой, 3– поворотная платформа, 4– ведущая шестерня
РО основным элементом унифицированного рабочего оборудования является: стрела, рукоять, г/ц подъёма стрелы, рукояти, ковша. Эти основные элементы сочетают со сменным рабочим органом. Стрела–выполнена как моноблочной так и сочлененной, имеет коробчатое сечение как и рукоять.
Ковш–состоит из сварного корпуса и листового козырька с зубьями. Его оснащают боковыми зубьями.
Одноковшовый экскаватор имеет следующие виды сменного р.о.:
1 Ковш погрузчик - прямая и обратная лопата, в широком диапазоне ширины ковша(0,25–5м);
2 Грейфер: 2-х и многочелюстной, круглыми, с зубьями / без., с накопителем;
3 Молоты: пневмо/гидро, со сменным инструментом, ломами, трамбовками и др.;
4 Пилами, кран. подвес., бульдозерным отвалом;
5 Оборудование со смещенной ось копания
Унификация позволяет уменьшить количество деталей необходимых для различных типоразмеров.
12. ЭТЦ
Раб оборудование включает ковшовую цепь, отвальный конвейер, механизмы управления, передаточные и подъемные механизмы. Основной раб орган - цепь, на звеньях которой крепятся раб элементы (скребки , ковши, резцы)
1-рама; 2- цепь; 3- ковши; 4-поддерживающие ролики; 5- приводная звездочка; 6- отвальный орган; 7- опорные ролики; 8-натяжная звездочка

Цепи бывают 2х-рядные,1 и 3х. Для отрывки узких траншей на цепи крепят плужки или скребки. При разработке мерзлых грунтов используют однорядную цепь с зубьями. Для изменения ширины траншеи ЭТЦ комплектуют 2мя, 3мя комплектами дополнительных ковшей.

1-корпус; 2-уширитель; 3-боковой зуб; 4-основной зуб; 5- козырек
Ковши являются саморазгружающимися, открытые спереди и сверху с проушинами на боковой стенке для крепления, и цепи. Корпус из листовой стали. Жесткость придает козырек 5, выполненный из легированной стали. Для предотвращения выхода из строя раб органа цепь оборудована муфтами предельного момента.
13. Используют 3 основных вида уплотнения материалов
1)укатка 2)тромбование 3)виброуплотнение
![]()
![]()
![]()
Катки классифицируются по
1)принципу действия
а) статические
б) вибрационные
2)типу раб органа
а) с металлическими вальцами (гладкие и фигурные)
б) с вальцами в виде пневмошин
в) с комбинир.-ми раб органами
3)массе
а) легкие (до 5т)
б) средние (5-10т)
в) тяжелые (св. 10т)
4)способу перемещения
а) самоходные
б) прицепные
5) числу осей ( для гладких вальцов)
а)1
б)2х
в)3х
На рисунках х- ведущие катки
а)3х вальцовые 3х осные
б) 3х вальцовые 2х осные
в) пневмошины
![]()
![]()
а) б) в)
Для катков статического действия с гладкими вальцами их выполняют как правило сварными и полыми.
Катки как правило уплотняют слой до 20см. основными параметрами катков являются сила тяжести, диаметр и ширина вальца.
Вв=(1…1,2)Dв
Для повышения качества уплотняемой АБ смеси передние управляемые вальцы делают разрезными.
К виброкаткам относят со встроенным вибратором. Виброкатки выполняют с гладкими, кулачковыми и решетчатыми вальцами. Наибольшее распространение получили 2х вальцовые 2х осные и 3х вальцовые 3х осные. Виброкатком явл. ведущий каток. Их классифицируют по
1)массе
а) легкие (до 2т)
б) средние (2-6т)
в) тяжелые (св. 6т)
2)типу трансмиссии
а) мех
б) гидромех
в) гидрообъемная
14. Машины для устройства асфальтобетонных покрытий
1)Распределители дсм
Классификация
1)по способу передвижения
а) навесные
б) прицепные
в) самоходные
2)по ходовому оборудованию
а) гусеничные
б) пневмоколесные
3)по 2)по ходовому оборудованию
а) гусеничные
б) пневмоколесные распределительным органам
а) щелевые
б) шнековые
в) тарельчатые
Распределители на гусеничном ходу Распределители на пневмоходу


1- рама; 1- приемный бункер
2-заслонка 2-питатель
3-приемный бункер 3- распределительный бункер
4-дозирующий брус 4-распределительный шнек с
5-виброплита левой и правой навивкой
2)Асфальтоукладчики - для приема, распределения и уплотнения смеси
1- приемный бункер; 2- питатель (скребк); 3- заслонка; 4-распределительный шнек; 5- уплотняющий брус; 6- выглаживающая плита; 7-рама раб органа.

Классификация
1)по ходовому оборудованию
а) гусеничные
б) пневмоколесные
в) комбинир.-е
2)по типу приемного устройства
а) бункерные
б) безбункерные
3)по хар.-ру воздействия на АБ смесь
а) с уплотняющим органом
б) без него
4)по производительности
а) легкие (до 25т/ч)
б) средние
в) тяжелые
г) сверхтяжелые (св. 300т/ч)
5)по типоразмеру
а) 1 3000*100мм (шир*толщина)
б) 2 5000*200
в) 3 8000*300
г) 4 15000*400
Техпроцесс вкл. операции
1)приемка раб смеси в бункер из самосвала
2)подача смеси из бункера к распределительным шнекам при помощи скребкового питателя
3)распределение смеси шнеками по ширине укладываемой полосы
4)разравнивание, уплотнение и формирование профиля с пом. бруса
5)отделка поверхности покрытия с пом. Выглаживающей плиты
В современных АУ прим. систему брус-плита 2х типов
1)система предварительного уплотнения вкл. тромбующий брус и выглаживающую виброплиту
2)система высокого уплотнения, которая вкл. в себя
а) тромбующий брус предварительного уплотнения
б) основной тромбующий брус
в) виброплита
3)по хар.-ру колебаний системы
а) с тромбующим брусом (вертикальные колебания)
б) с плавающим брусом(гориз.-е)