

43 Резка на кривошипных ножницах
Рейтинг:

Дата добавления: 2011-12-26
Для штамповочного производства используют все виды проката нормальной и повышенной точности, который проходит разделительные операции на исходные заготовки в заготовительном отделении кузнечно-штамповочного цеха. Наиболее дешевой, производительной и распространенной разделительной операцией является резка на кривошипных ножницах (рис. 2.15). Исполнительными элементами ножниц являются нижний 1 и верхний 2 ножи, упор 3 и прижим 4. Пруток 5 лежит на рольганге 6 перпендикулярно режущим кромкам ножей и на нижнем неподвижном ноже 7 вплотную прижат к упору 3, посредством которого удаляется отрезанная мерная заготовка 7. Резка прутка происходит в три стадии: упругой, пластической и скола. В момент надавливания ножей в прутке возникают упругие деформации. По мере увеличения силы давления от действия ножей происходит пластическая деформация металла, ножи внедряются в металл, что приводит к образованию сначала нижней трещины, а затем со стороны верхнего ножа. При нормальной величине зазора между ножами трещины сходятся, образуя сплошную, но криволинейную поверхность среза. Повышенный зазор приводит к увеличению скоса на торцах разделенного прутка. Рекомендованная величина зазора 3—4 % от толщины разрезаемого прутка. Для уменьшения сопротивления деформации и во избежание образования продольных трещин при резке стали нагревают до 400—700° С в зависимости от химического состава и размеров исходной заготовки.
 Рис.
2.15. Схема резки прутков на ножницах:
1
— нижний нож, 2 — верхний нож, 3 — упор,
4
— прижим, 5 — пруток, 6 — рольганг, 7—
отрезанная заготовка
Рис.
2.15. Схема резки прутков на ножницах:
1
— нижний нож, 2 — верхний нож, 3 — упор,
4
— прижим, 5 — пруток, 6 — рольганг, 7—
отрезанная заготовка
Основным недостатком процесса резки на ножницах является низкая точность и кривизна профиля среза. Помимо резки на ножницах, ее можно производить на штампах, установленных на кривошипных прессах. Повышенное в 3—5 раз число ходов прессов по сравнению с ножницами сопровождается соответственно увеличением скорости резки, что приводит к уменьшению глубины пластического внедрения и увеличения зоны скола. Профиль среза становится ровней, а заготовка точнее, чем при резке прутков на ножницах, но усилие резки возрастает. Для резки прутков используют ножи, профиль которых соответствует профилю заготовки. На рис. 2.16 показано начало второй стадии резки круглого прутка, наклоненного под углом а к направлению движения ножа, с переменным зазором между ножами, каждый из которых состоит из двух сжимающих пруток полувтулок.
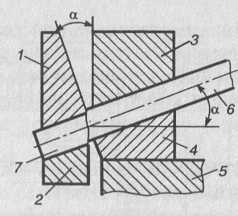 Рис.
2.16. Схема резки прутков в штампах:
1
— верхняя подвижная полувтулка, 2 —
нижняя подвижная полувтулка, 3—
неподвижная верхняя полувтулка, 4 —
неподвижная нижняя полувтулка, 5 — плита
штампа, 6 — разрезаемый пруток, 7 —
отрезанная заготовка
Рис.
2.16. Схема резки прутков в штампах:
1
— верхняя подвижная полувтулка, 2 —
нижняя подвижная полувтулка, 3—
неподвижная верхняя полувтулка, 4 —
неподвижная нижняя полувтулка, 5 — плита
штампа, 6 — разрезаемый пруток, 7 —
отрезанная заготовка
Получили распространение отрезные штампы, обеспечивающие высокую точность отрезаемой заготовки путем регулируемой силы поперечного зажатия прутка и отрезаемой заготовки.
44 Ломка прутков на хладноломе
Рейтинг:
Дата добавления: 2011-12-26
Другим способом получения мерных заготовок является ломка прутков на хладноломе. При ломке прутка предварительно его надрезают с целью получения концентрации напряжений, которые понижают пластичность. Надрез должен находиться с противоположной стороны ломателя (рис. 2.17) посредине между опорами во избежание косого и волнообразного среза. Под воздействием силы Р вблизи надреза возникают растягивающие напряжения, которые, концентрируясь и возрастая в опасном сечении (см. эпюры напряжений на рис. 2.17), обеспечивают ломку прутка почти без пластической деформации.
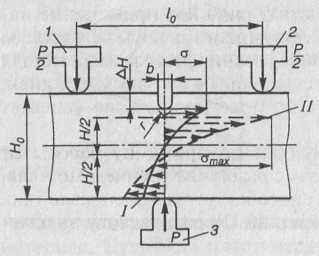 Рис.
2.17. Схема устройства для хладно- лома и
эпюра напряжений при ломке прутков с
надрезом:
1,2— верхние подвижные опоры
хладнолома, 3 — нижняя неподвижная опора
хладнолома; I— эпюра напряжений в начале
нагружения; II— эпюра напряжений в момент
ломки прутка
Рис.
2.17. Схема устройства для хладно- лома и
эпюра напряжений при ломке прутков с
надрезом:
1,2— верхние подвижные опоры
хладнолома, 3 — нижняя неподвижная опора
хладнолома; I— эпюра напряжений в начале
нагружения; II— эпюра напряжений в момент
ломки прутка
Большое значение для ломки имеют формы и размеры надреза: чем глубже надрез и чем меньшим радиусом он выполнен, тем в большей степени проявляется концентрация напряжений. Надрез прутка — наиболее трудоемкая операция в общем процессе ломки. Надрезы выполняются пилами и газовыми резаками по предварительной разметке, которую производят делительными устройствами в штабелях для металла или на рольганге перед хладноломом. Глубину надреза принимают равной 3—8 % от Н0. Усилия, затрачиваемые на ломку прутков, значительно ниже усилий для резки их ножницами, что экономит потребляемую энергию.