

29Влияние скорости (температуры) резания на характеристики размерной стойкости
При изменении скорости резания в широком диапазоне для различных процессов обработки резанием при обработке деталей из различных материалов инструментами из быстрорежущих сталей и твердых сплавов зависимость T = f (F) носит или экстремальный, или монотонно убывающий характер (рис. 11.4}.
Зависимость длины пути резания от скорости / = f{v) носит экстремальный характер (/ -V -Т) (рис.11.4).
Положение точек максимума на кривых / = f(v) зависит от физико-механических свойств обрабатываемого материала и материала инструмента, сечения среза и других условий резания. При повышении режущих свойств инструментальных материалов наблюдается повышение оптимальных скоростей резания, соответствующих максимуму пройденного инструментом пути резания или минимуму интенсивности износа инструмента.
При экстремальной зависимости размерной стойкости инструмента от скорости резания зависимость периода стойкости от скорости резания Т = f(y) может носить как экстремальный (рис. 11.4,-/), так и монотонно убывающий характер (рис. 13.4,-2). Максимум раз-
яерной стойкости инструмента и общей стойкости наблюдается при эазиых скоростях резания, а следовательно, и температурах в зоне резания.
Д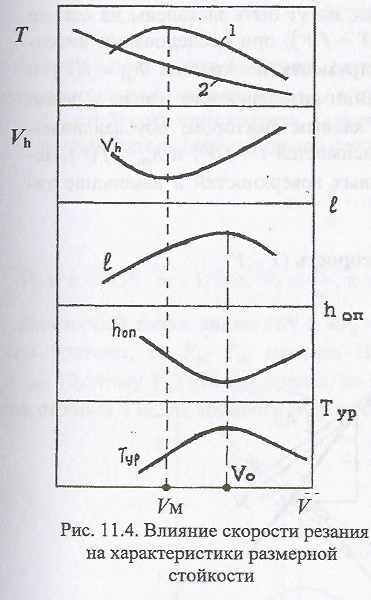 ля
определения оптимальной скорости
резания, соответствующей максимуму
пути резания, надо первую производную
пути / по скорости резания приравнять
к нулю:
ля
определения оптимальной скорости
резания, соответствующей максимуму
пути резания, надо первую производную
пути / по скорости резания приравнять
к нулю:
положительными величинами, то равенство (11.7) может наблюдаться при отрицательном значении (7")^, что возможно лишь для ниспадаю-[кривой.
Следовательно, оптимальная скорость резания соответствует фавой ниспадающей ветви кривой Т = f(V). Поэтому всегда справедливо неравенство VM < Vo, где VM - скорость резания, соответствующая максимуму периода стойкости инструмента.
Даже в тех случаях, когда период стойкости Тм, наблюдаемый при VM, выше периода стойкости 7'0, наблюдаемого при более высокой оптимальной скорости резания Vo, работа на скорости VM по сравнению со скоростью Vo является нерациональной, так как это привело бы к снижению производительности обработки, размерной стойкости инструмента и ухудшению качества обрабатываемой поверхности.
Оптимальные скорости резания могут быть выявлены на основе обычных испытаний по кривым Т = f(V), при исследовании интенсивности размерного износа инструмента по кривым hta = f(V) и AM = f(v), а также при исследовании интенсивности износа с помощью радиоактивных изотопов. Главным фактором, обуславливающим экстремальный характер зависимостей / = f(v) и kon = f(V), является рост температуры контактных поверхностей и юменение характера износа.
33Порядок назначения режимов резания при точении
Под наивыгоднейшими режимами резания понимают такое сочетание глубины резания г, подачи s и скорости резания V, при которых в данных условиях производства обеспечивается максимальная производительность обработки.
Наивыгоднейшие условия резания рассчитываются:
1) табличным методом;
2) аналитически.
13.1. Табличный метод
1. Выбирается марка инструментального материала и геометрические параметры режущей части инструмента.
2. Выбирается глубина резания. Причем необходимо стремиться снять весь припуск за один проход и лишь при повышенных классах чистоты и точности припуск снимается за два и более проходов.
Например, при черновой обработке с чистотой поверхности до R, = 80 мкм весь припуск следует снимать за один проход, т.е. Л = (■ При получистовой обработке Нг от 10 до 40 мкм припуск &<2мм следует снимать за один проход, т.е. (= Д. Если же припуск более 2 мм, то обработку производят за два прохода.
3. Назначается подача.
При черновой обработке подача назначается с учетом следующих факторов: размеров державки резца, диаметра детали, глубины резания и марки обрабатываемого материала.
Для чистовой обработки (и получистовой) подача выбирается в зависимости от R при вершине резца, Крезания и обрабатываемого материала, из всех подач выбирается минимальная подача So, которая корректируется по станку.
4. Выбирается скорость резания V по таблицам, подсчитываются обороты п и корректируются по станку.
5. Проверяется выбранный режим резания по прочности механизма подачи станка и по прочности пластинки твердого сплава. При
этом должно выполнятся неравенство ^1станка > ^peHHlira.
6. Проверяется выбранный режим резания по мощности или
двойному крутящем;' моменту 7. Подсчитывается Tнаш
13.2. Аналитический расчет наивыгоднейших режимов резания
Выбор инструментального материала, геометрических параметров режущей части инструмента и глубины резания производится так же, как и при назначении режимов резания, табличным методом.
Далее производится выбор подачи из следующих ограничивающих факторов:
а) прочности механизма подачи станка;
б) шероховатости обработанной поверхности;
в) прочности пластины твердого сплава;
г) жесткости детали с учетом способа крепления;
д) прочности державки резца;
е) жесткости державки резца.