

55. Физическая природа объемной усадки металлов и сплавов при затвердевании. Коэффициенты объемной усадки сплавов (формулы, диаграммы, рисунки)
Усадочные процессы в отливках вызваны изменением объема жидкого, затвердевшего и твердого металла, обусловливающим образованием усадочных пустот, изменение наружных размеров, развитие деформаций и остаточных напряжений, появление трещин. По этой причине весьма важно понимать механизм возникновения того или иного вида дефектов и возможные меры борьбы с ними.
После
заливки металла в форму при температуре
tзал
начинается его охлаждение в жидком
состоянии, сопровождающееся изменением
объема (рис.1):
![]() ,
где αvж
– коэффициент объемной усадки в жидком
состоянии.
,
где αvж
– коэффициент объемной усадки в жидком
состоянии.
По достижении температуры ликвидуса относительная величина усадки жидкого металла εvж составит
![]() .
.
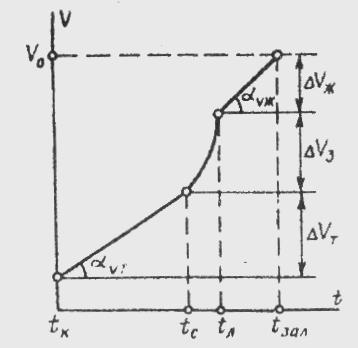
Рис.1. Изменение объема металла при понижении температуры
Как видно, чем больше перегрев металла при заливке ∆tпер = tзал – tл, тем больше сокращение объема металла в жидком состоянии, вызывающее понижение уровня расплава. Для различных сплавов αvж составляет 1-4 % на 100 °С перегрева, то есть является величиной, дающей существенный вклад в общую величину объемной усадки.
В температурном интервале кристаллизации ∆tинт = tл – tс совместно протекают три вида объемной усадки:
- усадка жидкого металла, объем которого непрерывно сокращается от V0 до нуля;
![]()
- усадка металла при фазовом переходе из жидкого состояния в твердое с удельным сокращением объема εvф;
![]()
- усадка твердого металла, объем которого при кристаллизации возрастает от нуля до Vо, с коэффициентом объемной усадки в твердом состоянии αvт.
![]()
Общая относительная величина усадки при затвердевании равна:
![]()
Основным слагаемым этой суммы является εvф, составляющая для различных сплавов от 1 до 6 %. Как следует из (2), усадка при затвердевании широкоинтервальных сплавов существенно больше, чем в чистых металлах и эвтектических сплавах, где εvз = εvф. При многофазной кристаллизации сплавов эвтектических и перитектических систем величина εvф является взвешенной суммой коэффициентов усадки для различных фаз, выделяющихся при переходе из жидкого состояния в твердое, и зависит от соотношения объемов этих фаз. Например, при затвердевании эвтектического чугуна в зависимости от интенсивности теплоотвода может кристаллизоваться белый чугун, состоящий из ледебурита (эвтектическая смесь аустенита и цементита), или серый чугун, содержащий аустенитно-графитную эвтектику, в которой удельный объем аустенита меньше, чем у расплава (εvф > 0), а графита – больше (εvф < 0). В чугунах разного состава εvз изменяется в зависимости от степени графитизации от минус 1,5 до плюс 3,0 %.
При охлаждении твердого металла от солидуса tс до конечной температуры tк (tк ≈ 0) происходит изменение объема ΔVт (рис.1), которое вызывает сокращение наружных размеров отливки и при отсутствии структурных и фазовых превращений описывается выражением
![]() .
.
56. Механизм образования усадочной пористости в отливках, факторы, влияющие на образование усадочных пор. Технологические приемы, обеспечивающие предупреждение усадочной пористости в отливках
Усадочная пористость – скопление мелких пустот, образующихся в результате усадки при затвердевании небольших объемов металла, изолирующихся в процессе формирования отливки от источников питания жидким металлом.
Формирование пор происходит на микроструктурном уровне и связано с фильтрацией жидкого металла между твердыми кристаллами в области затвердевания. Усадочная пористость делится на следующие виды: 1) рассеянная, распределенная более или менее равномерно по всему объему отливки; 2) зональная, сосредоточенная в определенных зонах или частях отливки: а) в осевых частях плоских и призматических элементов отливок; б) в утолщениях и сопряжениях стенок; в) в зонах местных разогревов при подводе литников. Развитие пористости в утолщениях и зонах местных разогревов зависит от размера изолированного бассейна жидкого металла. Если их размеры велики, усадочные пустоты приобретают характер раковин.
Для выявления и исследования усадочной пористости применяются следующие методы.
1. Просвечивание проникающими излучениями. В качестве проникающих излучений применяются рентгеновские или гамма-лучи. Проходя через слой металла, имеющий пустоты, эти лучи ослабляются в меньшей мере, чем, проходя через сплошной слой металла. Попадая на фотопленку, расположенную с противоположной поверхности, они дают теневую проекцию зон пористости. Метод имеет распространение как средство контроля ответственных отливок.
2. Определение плотности. В этом случае из различных частей отливки вырезают серии образцов. Обычно они представляют собой пластинки толщиной 2-3 мм. Образцы взвешиваются в воде и на воздухе. По этим данным определяют их плотность. Для определения абсолютной величины пористости необходимо знать плотность данного сплава без пор. Для этого изготовляются специальные образцы, заливаемые в пробу в виде клина, получаемую обычно в металлической форме. Сопоставляя плотность образцов из конкретных отливок с плотностью сплава без пор, можно количественно оценить пористость в данной зоне.
Рассеянная пористость образуется по всему сечению отливки. Каждая пора возникает в результате усадки при затвердевании микроскопического объема жидкого металла, обособленного от зоны локальных перемещений в результате неравномерного роста дендритов. Чем мельче дендриты, тем меньшее развитие получает рассеянная пористость.
Если в процессе кристаллизации из металла совершенно не выделяются газы, рассеянная усадочная пористость формируется в условиях вакуума. Если металл содержит достаточное количество растворенных газов, их атомы проникают в усадочные поры и повышают в них давление; считается, что газы могут вытеснять металл из района поры.
Для повышения плотности и улучшения свойств сплавов, кристаллизующихся в широком интервале температур, применяется затвердевание в автоклаве под повышенным газовых давлением – 5-10 атм. Кроме непосредственного воздействия на питание, давление может подавлять выделение газов, увеличивая их растворимость. Это, в свою очередь, сокращает развитие пористости.
Наиболее широко развитие в отливках имеет осевая пористости, которая образуется в плоских и призматических элементах. При затвердевании осевой части отливки опускание зеркала жидкого металла, вызванное усадкой, непрерывно ускоряется. Это вызывается тем, что поверхность зеркала жидкого металла сокращается гораздо быстрее, чем периметр границы затвердевания, на которой сосредоточивается усадка.
В начале затвердевания жидкий металл движется внутри твердой корки беспрепятственно. Однако по мере сокращения расстояния между растущими навстречу друг другу фронтами кристаллизации, начинает возрастать значение трения потока о стенки канала. Поток питающего жидкого металла может нести с собой частицы кристаллов, и его вязкость должна быть существенно больше, чем обычного металла, имеющего температуру кристаллизации. При достаточном сужении канала режим движения питающего металла становится ламинарным, а затем структурным.
При увеличении скорости затвердевания относительное развитие осевой пористости будет возрастать.
Затвердевание в вакууме будет способствовать развитию осевой пористости, а кристаллизация, наоборот, под давлением будет ее подавлять.
При уменьшении толщины и увеличении длины стенки относитёльное развитие пористости будет существенно возрастать. Причем толщина имеет большее значение, чем длина.
Развитие зон пористости вблизи места подвода литника зависит от степени его разогрева жидким металлом.
На рис.3, а показано, как возрастает пористость в стальной отливке толщиной 15 мм, заливавшейся в песчаную форму, при возрастании ее длины. В отливках длиной 1000 мм, полученных при тех же условиях, пористость при увеличении их толщины уменьшается (рис.3,б).
Усадочные перемещения в осевых частях отливок связаны с развитием зональной V-образной ликвации. Поскольку ликват имеет пониженную температуру затвердевания по сравнению с основным металлом, поры образуются в его выделениях в больших количествах. Это подтверждается прямыми рентгенографическими исследованиями. Таким образом, осевая пористость и осевая ликвация сопутствуют друг другу и взаимно усиливают отрицательное влияние на качество отливки.
Развитие зон пористости вблизи места подвода литника зависит от степени его разогрева жидким металлом. Особенно интенсивно развивается пористость при подводе литника в тонкую часть отливки.