

2.1 Понятия посадки и видов посадок
Поверхности двух или нескольких подвижно или неподвижно соединяемых в изделии деталей называют сопрягаемыми, другие поверхности – несопрягаемыми (свободными). Основные вопросы, которые решают при нормировании точности геометрических параметров и обеспечении взаимозаменяемости, связаны с вопросами соединения деталей, т. е. с образованием посадок.
В соединении двух деталей, входящих одна в другую, участвуют охватывающая и охватываемая поверхности. Вне зависимости от конфигурации первую принято называть «отверстием», вторую «валом», и, как указано выше, эти понятия относятся как к гладким цилиндрическим соединениям с размерными параметрами «диаметр отверстия» и «диаметр вала», так и к соединениям, ограниченным плоскими поверхностями.
Посадкой называют характер соединения поверхностей деталей, определяемый величиной получающихся в нем зазоров или натягов. Способ представления графического изображения посадки показан на рисунке 2.1.
Зазор (S) – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор дает возможность относительного перемещения собранных деталей. Посадка с гарантированным зазором образуется, если наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (в последнем случае значения EI и es совпадают, зазор равен нулю). На графическом изображении такой посадки (рисунок 2.2, 2.5, а) поле допуска отверстия расположено всегда над полем допуска вала.
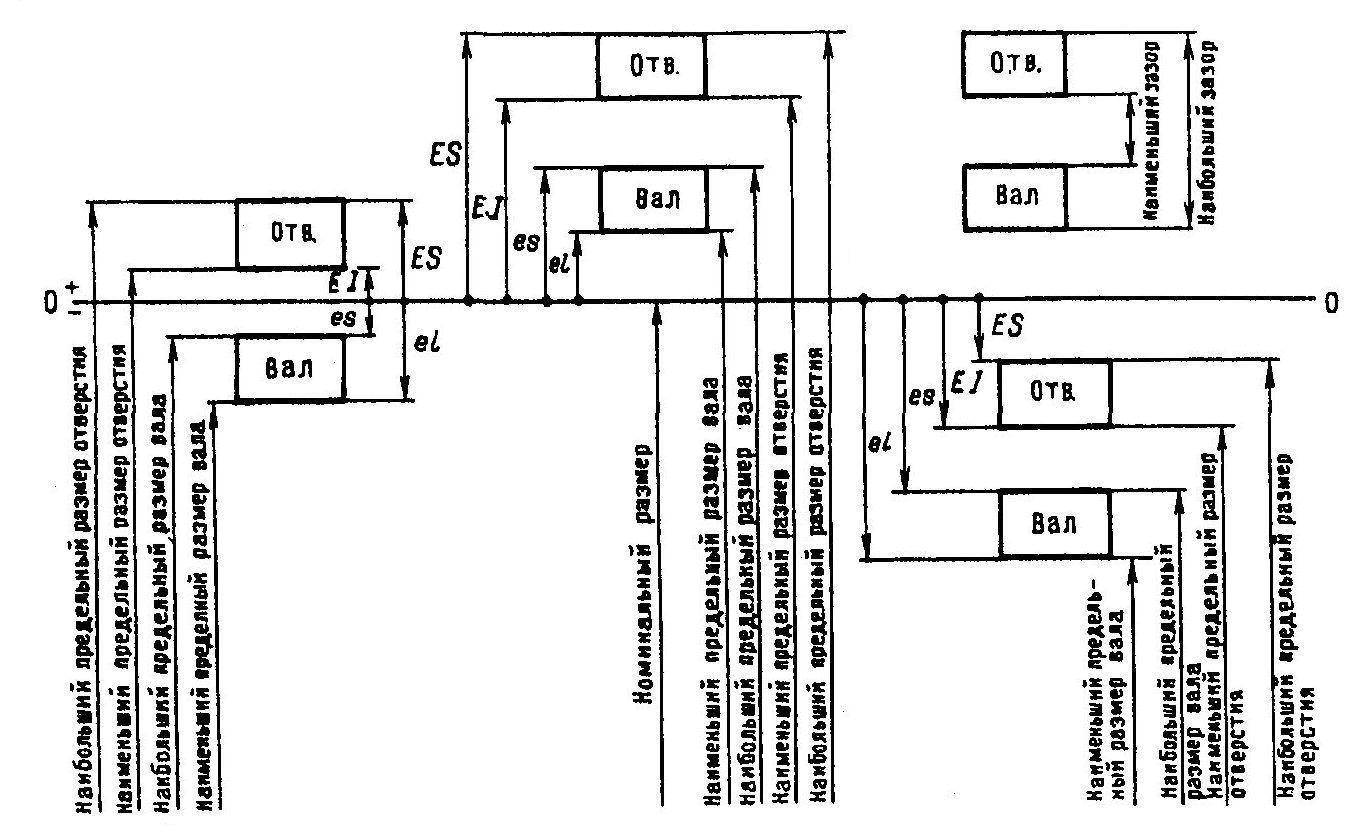
Рисунок 2.2 – Соотношение предельных размеров и полей допусков валов и отверстий в посадках с зазором
Натяг (N) – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки. Посадка с гарантированным натягом образуется, если наименьший размер вала больше наибольшего размера отверстия или равен ему (в последнем случае значения ES и ei совпадают, натяг равен нулю). На графическом изображении такой посадки (рисунок 2.3, 2.5, б) поле допуска вала расположено всегда над полем допуска отверстия.

Рисунок 2.3 – Соотношение предельных размеров и полей допусков валов и отверстий в посадках с натягом
В машиностроении широко применяются переходные посадки, сопряжение поверхностей деталей в них может характеризоваться как зазором, так и натягом в зависимости от сочетания размеров этих поверхностей. На графическом изображении таких посадок поля допусков валов и отверстий перекрываются частично или полностью (рисунок 2.4, 2.5, в).
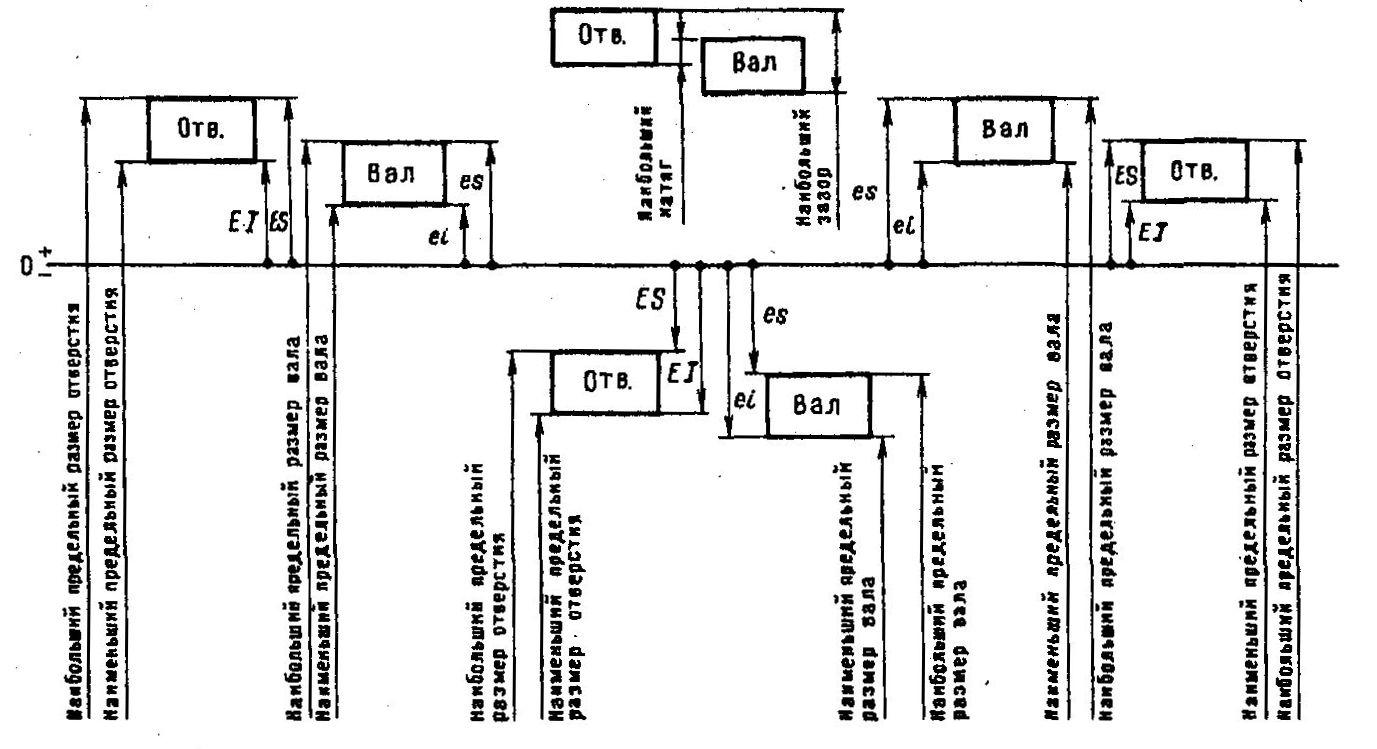
Рисунок 2.4 – Соотношение предельных размеров и полей допусков валов и отверстий в переходных посадках
а) б) в)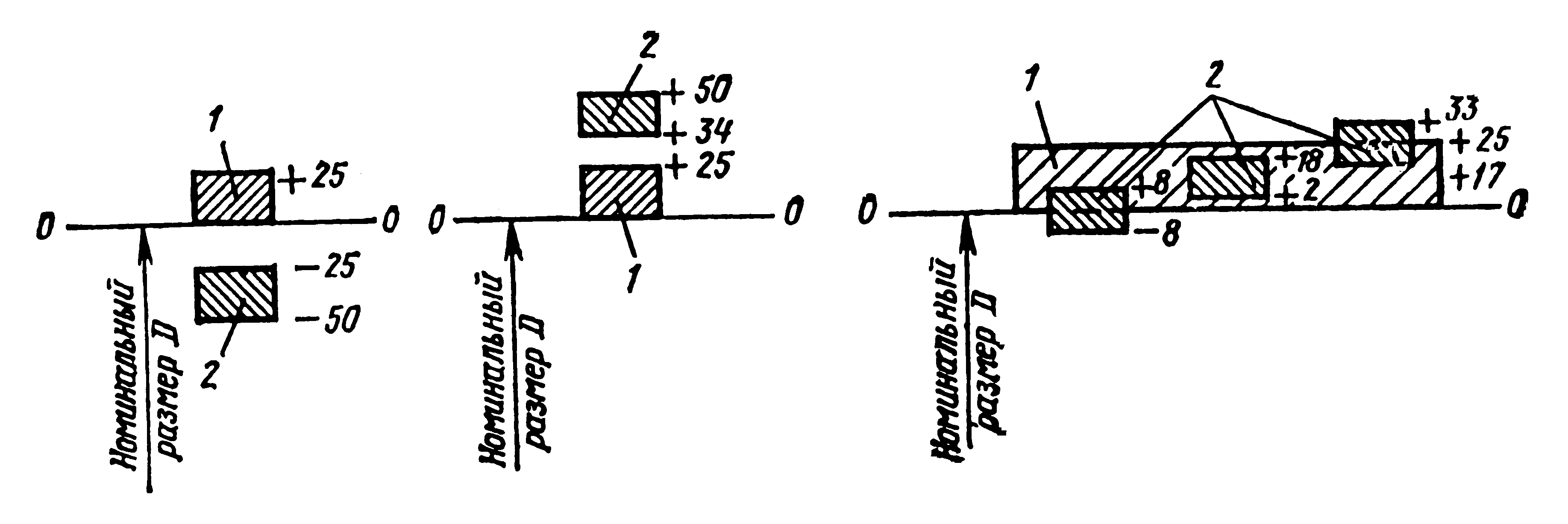
Рисунок 2.5 – Поля допусков отверстия 1 и вала 2 (для размера 40 мм; предельные отклонения в мкм)
Переходные посадки характеризуются наибольшим зазором, когда на сборку попадает отверстие с наибольшим предельным размером и вал с наименьшим предельным размером, и наибольшим натягом при обратном сочетании размеров отверстия и вала. Минимальный зазор, как и минимальный натяг при такой посадке равны нулю, так как возникает теоретическая возможность сборки отверстия и вала одинаковых размеров.
Значения наибольшего и наименьшего зазора (натяга) при любых видах посадок определяются зависимостями (1.3) и (1.4) соответственно.
Smax= Dmax- dmin= ES – ei; Smin= Dmin- dmax= EI – es; (1.3)
Nmax= dmax- Dmin= es – EI; Nmin= dmin- Dmax= ei – ES. (1.4)
Допуск посадки – разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора ТS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга ТN в посадках с натягом): ТS = Smax – Smin; ТN = Nmax – Nmin .
В переходных посадках допуск посадки – сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению, TSN = Smax + Nmax. Для всех типов посадок допуск посадки численно равен сумме допусков отверстия и вала, т. е. ТS (ТN) = ТD + Тd.
3 ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК (ЕСДП) ДЛЯ ГЛАДКИХ ЭЛЕМЕНТОВ ДЕТАЛЕЙ