

3.7.2. Шовная сварка
Шовная сварка—способ, при котором детали соединяются швом, состоящим из отдельных сварных точек (литых зон), перекрывающих или не перекрывающих одна другую.
При сварке с перекрытием точек шов будет герметичным (рис. 3.37, а), а при сварке без перекрытия шов практически не отличается от ряда точек, полученных при точечной сварке. Особенность шовной сварки состоит в том, что она выполняется с помощью двух (или одного) вращающихся дисковых электродов-роликов 1, между которыми с усилием сжаты и прокатываются соединяемые детали 2. К роликам подводится сварочный ток, который, как и при точечной сварке, нагревает и расплавляет металл в месте соединения.
Шовная сварка, выполняемая при непрерывном движении дета-лей и непрерывном протекании сварочного тока, называется н е -прерывной. Такую сварку редко применяют из-за сильного перегрева поверхности деталей, контактирующей с роликами. Наибольшее распространение имеет прерывистая шовная с в а р к а, при которой детали перемещаются непрерывно, а ток включается и выключается на определенные промежутки времени и

Рис. 3.37. Схемапр-цесса (а) и машина шовной сварки МШ-3208(б)
ри каждом включении (импульсе) тока образуется единичная литая зона. Пере-крытие литых зон, необходимое для гер-метичности шва, достигается при опреде-ленном соотношении скорости вращения роликов и частоты импульсов тока.
Применяют также шаговую сварку, при которой детали перемещаются прерывисто (на шаг), а сварочный ток включается только во время их остановки, что улучшает охлаждение металла в контактах ролик — деталь по сравнению с непрерывным движением свариваемых деталей.
Шовная сварка в большинстве случаев производится с наружным водяным охлаждением, что также уменьшает перегрев внешних сло-ев металла.
Разнообразные виды шовной сварки, встречаемые на практике, в основном различаются способом подвода сварочного тока (односторонний или двусторонний) и расположением роликов относительно свариваемых деталей (рис. 3.38). Двусторонняя шовная сварка аналогична двусторонней точечной (рис. 3.38, а-е). Вместо одного из роликов может быть применена оправка, плотно контактирующая с внутренней деталью (рис. 3.38, г). Дпя сварки неподвижных дета-лей кольцевым швом на плоскости служит верхний ролик, который вращается вокруг своей оси, а также вокруг оси шва (рис. 3.38, д).
Нижняя деталь контактирует с электродом, имеющим форму чаш-ки. Иногда свариваемые детали устанавливают на медную шину; при этом подводтока можетбыть двусторонним или односторонним. При сварке на шине возможны варианты подвижной (рис. 3.38, ж) и не-подвижной (рис. 3.38, з) шин, когда два ролика, к которым подведен ток, вращаются вокруг своих осей и катятся по деталям. При односторонней шовной сварке, как и при точечной, наблюдается шунтирование тока в деталь, контактирующую с роликами.
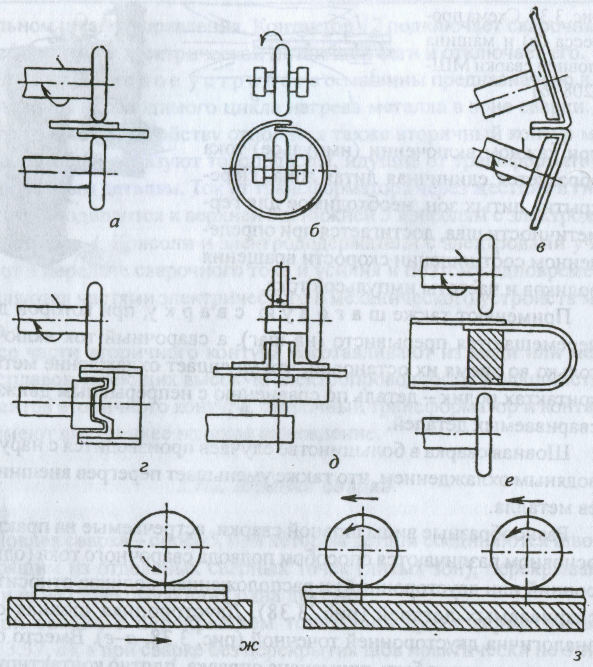
Рис. 3.38. Способы шовной сварки
3.7.3. Рельефная сварка
Рельефная сварка - способ, аналогичный точечной сварке, при котором детали обычно соединяются одновременно в нескольких точках. Положение этих точек определяется выступами-рельефами, образованными (штамповкой, обработкой резанием) на одной или обеих деталях. При рельефной сварке контакт между деталями определяется формой их поверхности в месте соединения, а не формой рабочей части электродов, как при точечной сварке.
Процессы образования соединения при рельефной и точечной сварке имеют много общего. Две детали 2 (рис.3.39, о) из листа, на
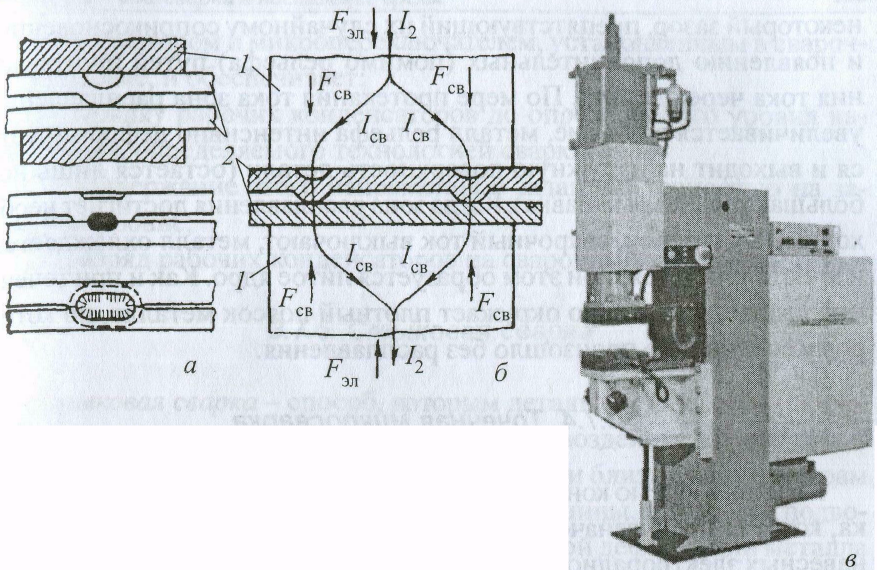
Рис. 3.39. Рельефная сварка: а - последовательность образования соединения; б - распределение токов и усилий; в – общий вид машины МР-8010
одной из которых выштампованы рельефы сферической формы, зажимаются между электродами 1 с большой контактной поверхностью (плитами), подводящими ток к соединяемым деталям. Для обеспечения одинаковых условий нагрева каждого рельефа необходимо, чтобы приложенное усилие Р^и ток/2 (рис. 3.39,6) равномерно распределялись между всеми точками контакта деталей (Рсв, /св).
Рассмотрим процесс образования соединения. При сжагии деталей электродами из-за малой площади контакта рельефа с плоской деталью ( рис. 3.39, а) контактное сопротивление деталь - детапь при рельефной сварке болыше, чем при точечной сварке того же металла. После включения сварочного тока металл рельефа интенсивно нагревается и его вершина деформируется; контактное сопротивление быстро уменьшается, и теплота выделяется в основном за счет собственного сопротивления металла рельефа. Нагреваемые рельефы не должны сильно деформироваться до образования зоны расплавления в контакте дета-лей. Если это произойдет, то детали придут в соприкосновение по всей внутренней поверхности, ток пойдет, минуя рельефы, через холодные участки металла, имеющие малое сопротивление; дальнейший нагрев рельефа резко уменьшится и соединение будет непрочным.
При правильно выбранном режиме сварки в результате теплового расширения металла в зоне соединения между деталями образуется некоторый зазор, препятствующий их случайному соприкосновению и появлению дополнительных (помимо рельефа) путей прохождения тока через детали. По мере протекания тока зона расплавления увеличивается в объеме, металл рельефа интенсивно деформируется и выходит на наружную поверхность детали (остается лишь не-большая кольцевая канавка). Когда зона расплавления достигнет необходимых размеров, сварочный ток выключают, металл охлаждается и кристаллизуется; при этом образуется литое ядро. Как и при точечной сварке, литое ядро окружает плотный поясок металла, по которому соединение произошло без расплавления.