

26. Механические способы сварки: ультразвуковая сварка, холодная сварка, сварка взрывом. Особенности, схемы процессов, назначение, недостатки и преимущества.
Ультразвуковая сварка (УЗ сварка) - способ соединения различных материалов в твердом состоянии с помощью ультразвуковых колебаний. Наибольшее применение УЗ сварка нашла для соединения полимерных листовых изделий.
С помощью УЗ сварки хорошо соединяются поликарбонат, стирол, полипропилен, поливинилхлорид, а также искусственные кожи, натуральные ткани с синтетическими волокнами и многие другие полимерные материалы и их комбинации.
Ультразвуковая сварка позволяет соединять разные элементы изделий толщиной 0,005 – 3,0 мм или диаметром 0,01 – 0,5 мм. При приварке тонких листов и фольг к деталям толщина последних практически не ограничивается. Особые преимущества этот процесс имеет при соединении разнородных и термочувствительных элементов. Областями использования ультразвуковой сварки являются: производство полупроводников, микроприборов и микроэлементов для электроники, конденсаторов, предохранителей, реле, трансформаторов, нагревателей бытовых холодильников, приборов точной механики и оптики, реакторов, сращивание концов рулонов различных тонколистовых материалов (медь, алюминий, никель и их сплавы) в линиях их обработки, а также автомобильная промышленность.
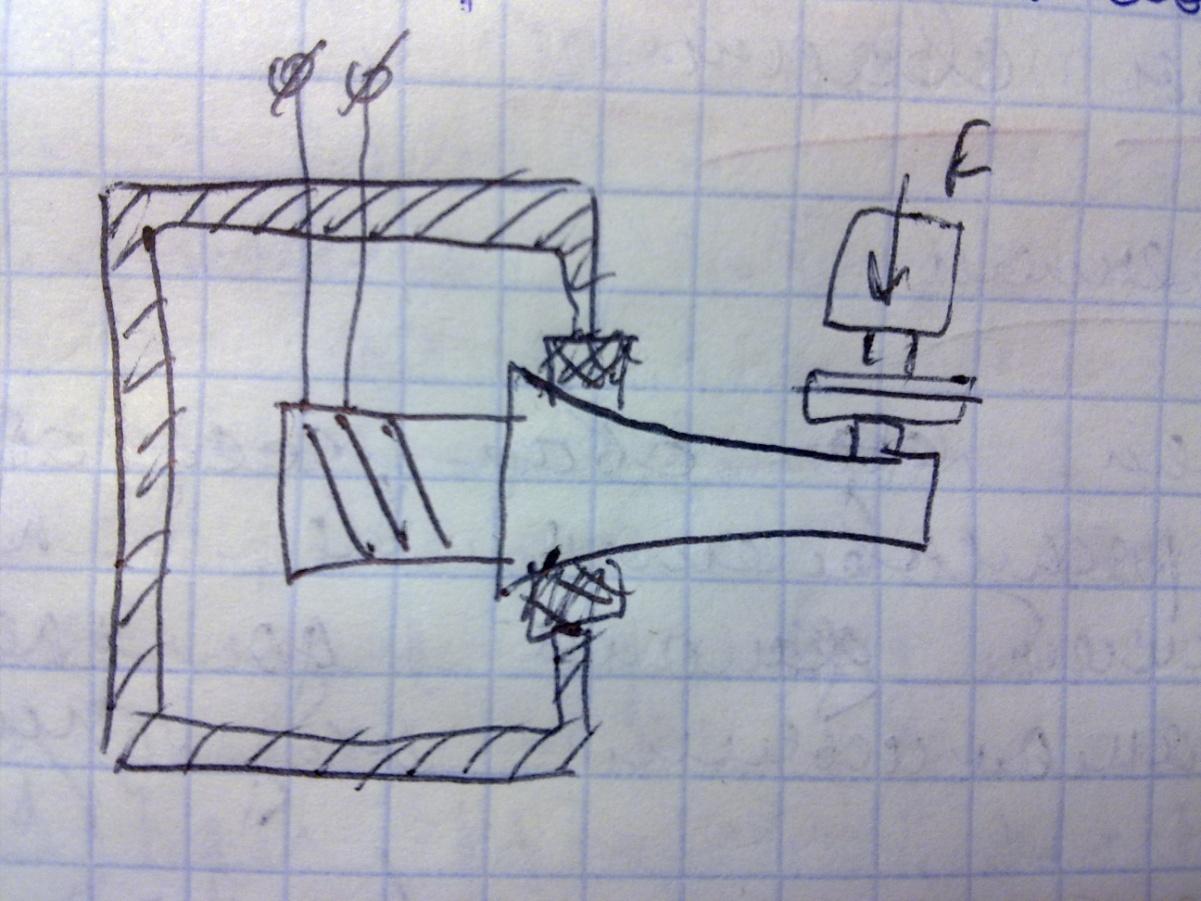
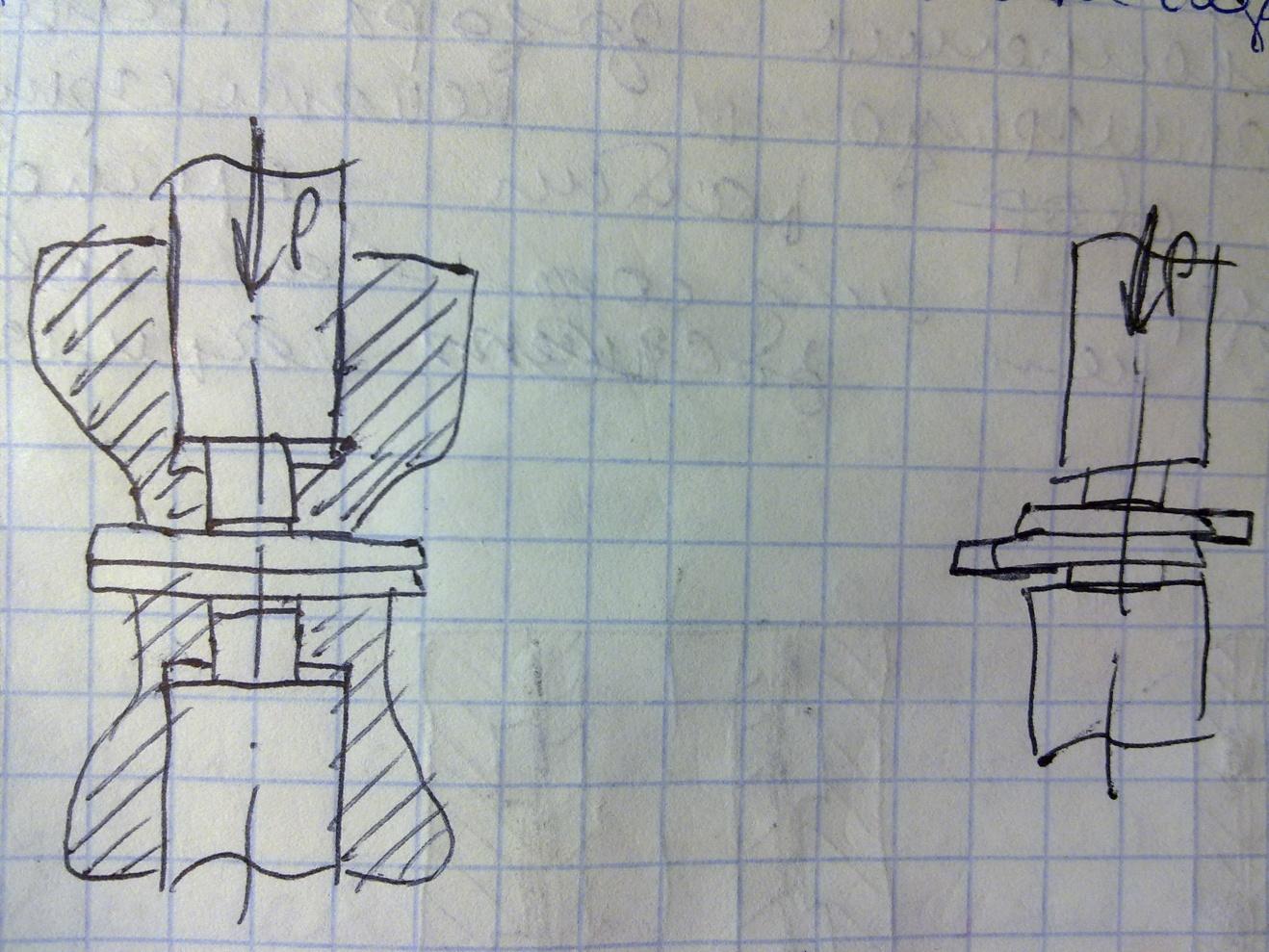
Холодная сварка – способ сварки без расплавления основного металла за счёт сдавливания соединяемых деталей (до 104 кгс /см2 и более). Благодаря таким давлениям, начинают проявляться свойства текучести металлов (особенно если они пластичны при нормальной температуре).
В месте сварки деталей происходит диффузия одного металла в другой. Детали подвергают воздействию высокого давления для повышения пластичности и ускорения диффузии. Через несколько минут после окончания сварки детали охлаждаются. При нагреве в вакуумной камере происходит интенсивная очистка поверхностей от органических загрязнений и окислов. Холодная сварка позволяет получать сварные швы высокого качества без внутренних напряжений и без перегрева металла в около шовной зоне.
Холодная сварка делает возможным соединение деталей из твёрдых и хрупких разнородных материалов: из стали, твёрдых сплавов, титана, меди, никеля и их сплавов ит.д.
Возможна холодная сварка двух керамических или керамической и металлической детали. Холодная сварка применяется в основном в электронной промышленности, машиностроении, при производстве металлорежущего инструмента, штампов и др.
Применение холодной сварки ограничивается необходимостью иметь сложную и дорогую аппаратуру. Ещё один минус этого способа – относительно низкая производительность.
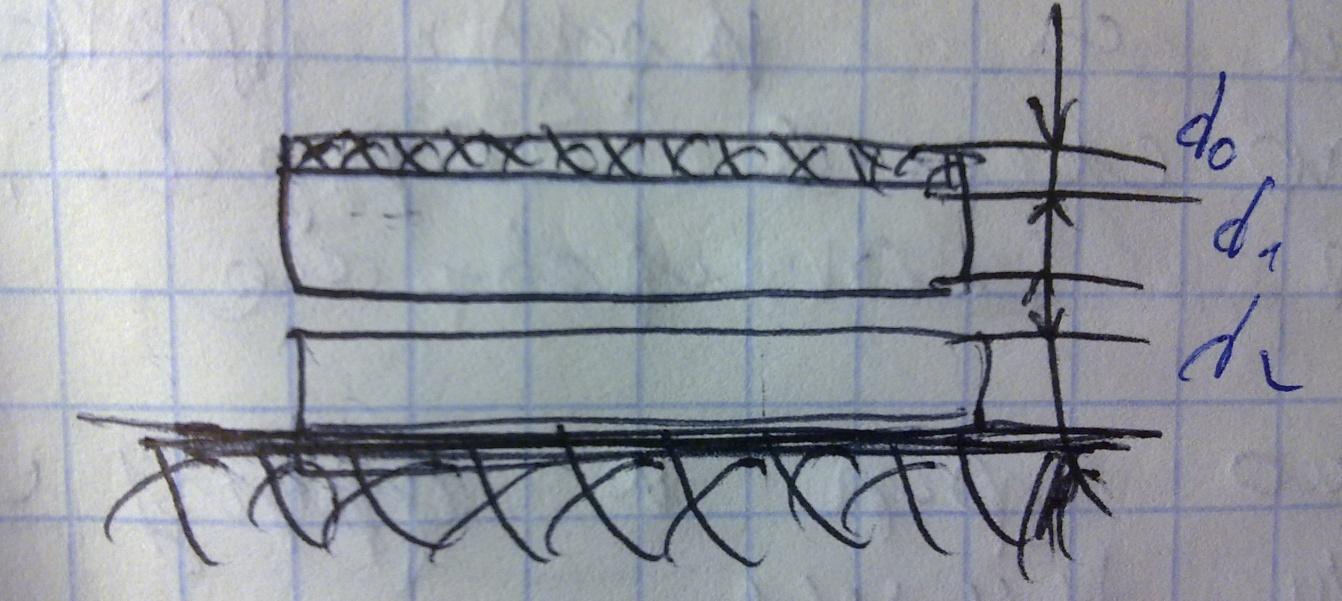
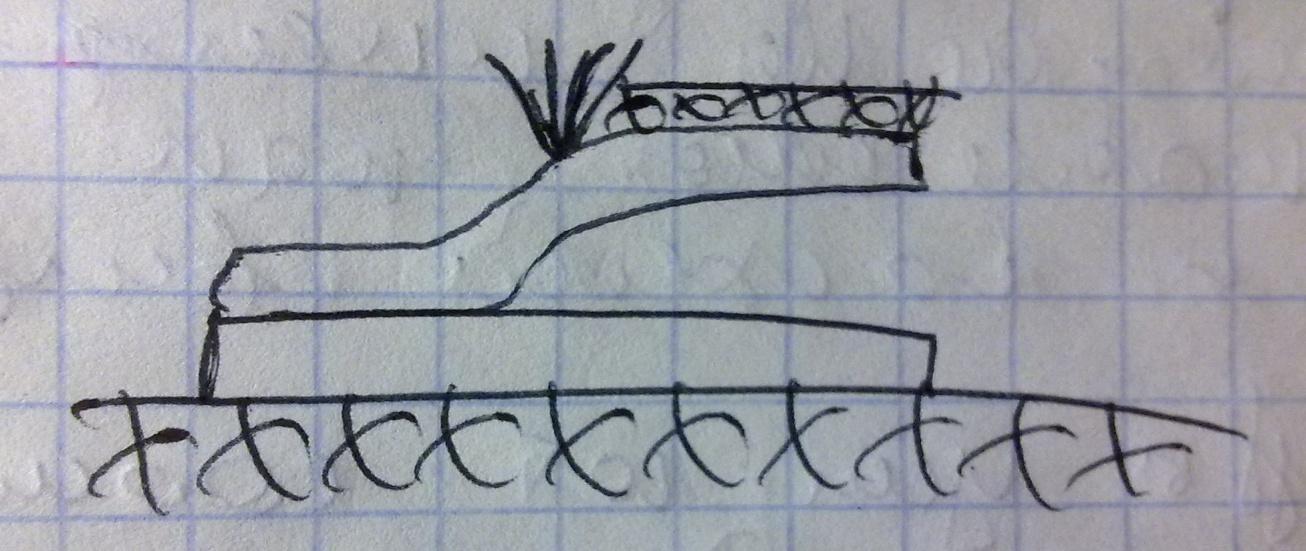
Сварка взрывом – это процесс соединения материалов в твердой фазе за счет пластической деформации создаются под углом поверхностей заготовок. Пластическая деформация осуществляется за счет импульсов давления создаваемого взрывом. Пластическая деформация приводит к возникновению физического контакта поверхностей и их активации. Особенностью сварки взрывом является образование волнового профиля зоны сварки, при этом происходит очистка поверхностей от оксидов и других загрязнений.
Взрывчатое вещество плакирующей пластине, которое с помощью опор устанавливается на некотором расстоянии от неподвижной пластины. Плакируемая пластина помещается на осн-ии в качестве кот. исп-ся песок, грунт или асбест. Инициирование процесса детонации взрывчатого вещества происходит с помощью электродетонатора. Детанация обусловлена распространением ударной волны, кот. возбуждает хим. реакцию. При переходе взрывчатого вещества из твердого состояния в газообразное происходит выделение большого количества энергии. Плакирующая пластина подвергается двойному изгибу и происх. интенс. пластическая деформация.
Минимальная скорость соударения, при которой обеспечивается достаточное для сварки давление в зоне контакта определяется по формуле:
V0=
𝜌1,2-плотность плакирующей и неподвижной пластин
d1,2- толщина ……
δ- предел текучести
При определении толщины заряда используют параметр r
r=𝜌0*H0/𝜌*d
H0=0,5d0
Для сварки мет. Материалов r принимают в пределах 0,5-2.
Для малых углов соударения давление в зоне контакта определяют выражением p=𝜌1V0^2. Эта величина составляет 3-12 ГПа. Сварка взрывом может вестись как без нагрева деталей, так и с нагревом. Сварку взрывом часто используют для получения бимет-го инструмента и труб. Трубы изготавливают как по схеме наружного, так и по схеме внутреннего блокирования. Трубы устанавливают соосно с небольшим зазором между ними. Конструкцию помещают в защитный кожух.
Внутренне блокирование
Сварку взрывом часто применяют для изгот. Слоистых материалов, а также для соединения материалов, кот. химически несовместимы, а следовательно др. способами их невозможно.