

3.2.5. Лазерная сварка
Сварку лазером можно производить в любой среде, проводящей свет, на воздухе, в других газах, вакууме. Источником теплоты для сварки является концентрированный монохроматический световой луч, получаемый в установке, называемой лазером (оптический квантовый генератор). По возможности концентрации тепловой энергии лазерная сварка превосходит все другие способы.
Сварка лазером применяется для малогабаритных изделий в приборостроении (например, при производстве микропечатных схем в радиоэлектронной промышленности). Лазером можно прошивать отверстия весьма малого диаметра в любых материалах, в том числе в алмазах, рубинах, твердых сплавах.
3.3. Способы сварки давлением
3.3.1. Контактная сварка
При контактной сварке для нагрева свариваемых частей используют тепло, выделяемое при прохождении тока через место сварки. В месте контакта частей наблюдается увеличенное электрическое сопротивление по сравнению с другими участками цепи. После достижения в зоне сварки необходимой температуры свариваемые части для их соединения сдавливают. Контактная сварка легко автоматизируется и применяется в массовом производстве. Существуют три вида контактной сварки: стыковая, точечная, шовная.
Д
Рис. 63. Схема
стыковой сварки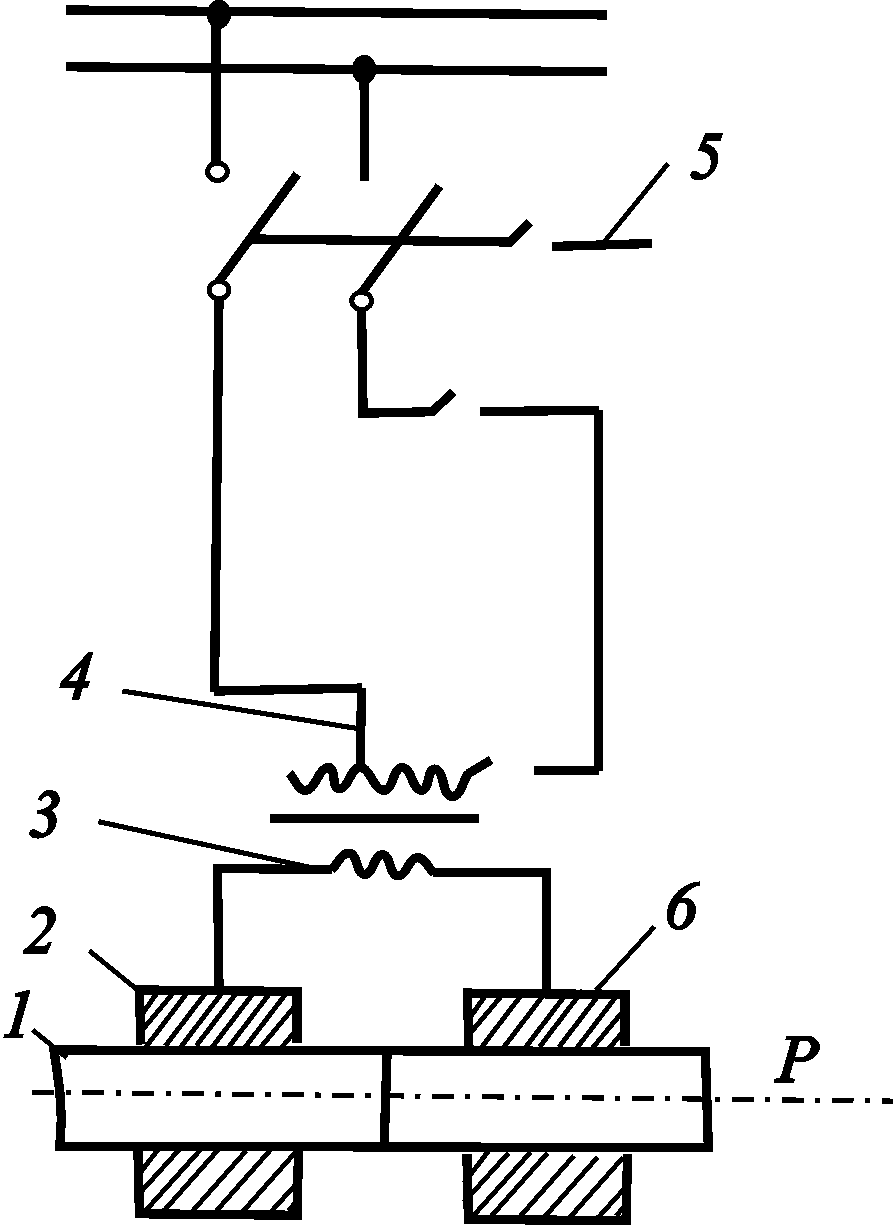
С тыковая
сварка возможна при сечениях до 50 000 мм
и более, причем форма на стыке может
быть самой разнообразной: круглой,
квадратной, фасонной (рельсы, уголки,
трубы). Стыковую сварку применяют также
для соединения штампованных листов.
Прочность шва стыковой сварки не уступает
прочности основного металла, поэтому
стыковую сварку можно применять для
ответственных соединений.
тыковая
сварка возможна при сечениях до 50 000 мм
и более, причем форма на стыке может
быть самой разнообразной: круглой,
квадратной, фасонной (рельсы, уголки,
трубы). Стыковую сварку применяют также
для соединения штампованных листов.
Прочность шва стыковой сварки не уступает
прочности основного металла, поэтому
стыковую сварку можно применять для
ответственных соединений.
При точечной сварке свариваемые части 1 (рис. 64) зажимают между электродами 2, по которым пропускается ток большой силы от вторичной обмотки трансформатора. Вследствие большого сопротивления место контакта 3 свариваемых частей нагревается до термопластического состояния и под давлением электрода происходит сварка. Внутри полых электродов циркулирует вода для их охлаждения.
Шовной сваркой соединяют листы толщиной 0,3…3 мм из низкоуглеродистой стали и листы толщиной до 1,5 мм из коррозионно-стойкой хромоникелевой стали, латуни, бронзы, алюминиевых сплавов. Свариваемые части 1 (рис. 65) пропускают между вращающимися роликами-электродами 2 шовной машины, через которые проходит ток, выделяющий тепло в месте соприкосновения свариваемых частей, в результате чего образуется сплошной шов 3.
Шовной сваркой получают всевозможные баки (например, в авто-тракторостроении), тару, трубы, сосуды, работающие под давлением, а также другие герметичные изделия из тонких металлических листов. Мощность машин для различных работ по контактной сварке колеблется от 0,1 до 600 кВА.