

Раздел 2. Технология обработки металла
1. Способы получения заготовок литьем
Сущность способа получения заготовок литьем заключается в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму, полость которой соответствует их размерам (с учетом усадки металла) и конфигурации. Литую деталь (заготовку), называемую отливкой, в случае необходимости подвергают механической обработке.
Литьем можно получить отливки из различных сплавов пластичных или хрупких массой от нескольких граммов до сотен тонн, с толщиной стенки 0,5…500 мм и более, с размерами от нескольких миллиметров до десятков метров, сложной формы, которую нельзя получить другими методами.
Для получения отливок в машиностроении наиболее широко применяют следующие сплавы: серые, ковкие и высокопрочные чугуны; углеродистые и легированные стали; сплавы цветных металлов на основе алюминия, меди, магния, титана, молибдена и других тугоплавких металлов.
1.1. Способы изготовления отливок
Существуют различные способы изготовления отливок.
Выбор способа определяется типом производства (единичное, серийное, массовое); массой отливок (мелкие до 100 кг, средние до 1000 кг, крупные более 1000 кг); точностью и шероховатостью поверхности отливок; литейными свойствами сплавов; экономической целесообразностью использования того или иного способа.
Разновидности литейных форм. Для получения отливок используют различные литейные формы, отличающиеся: сроком службы (разовые, многократные); состоянием перед заливкой (сухие, подсушенные, сырые, химически твердеющие, самотвердеющие) и технологией изготовления (вручную, на машинах, по выплавляемым моделям и др.). Многократные полупостоянные разъемные формы изготавливают из шамота, асбеста, алебастра, цемента и других огнеупорных материалов. Такие формы выдерживают несколько десятков и сотен заливок. После заливки многократную форму раскрывают, не разрушая ее, извлекают готовую отливку и снова собирают для очередной заливки.
Многократные постоянные формы (кокили) изготавливают металлическими: из чугуна, стали и иногда из медных и алюминиевых сплавов. В одном кокиле можно изготовить до нескольких сотен отливок из стали, до нескольких тысяч отливок из чугуна и до сотен тысяч отливок из сплавов цветных металлов.
1.2. Изготовление отливок в разовых формах
В настоящее время около 90 % отливок
изготавливают в разовых песчано-глинистых
формах. На рис. 7, а
приведен чертеж отливки втулки,
а на
рис. 7, б
разовая литейная форма для нее. Литейная
форма состоит
настоящее время около 90 % отливок
изготавливают в разовых песчано-глинистых
формах. На рис. 7, а
приведен чертеж отливки втулки,
а на
рис. 7, б
разовая литейная форма для нее. Литейная
форма состоит
из двух полуформ 1, образующих полость 2, имеющую конфигурацию отливки, ограниченную стенками полуформ и стержнем 3, установленным на стержневые знаки в форме. Для заливки жидкого металла в форме изготавливают вертикальные 4 и 5 и горизонтальные 6 и 7 каналы, называемые литниковой системой.
1.2.1. Модельные комплекты для ручной и машинной формовки
В модельный комплект входят: модель будущей отливки; один или несколько стержневых ящиков (если отливка имеет полости или отверстия); модели литниковой системы; подмодельная доска (при ручной формовке) или модельная плита (при машинной формовке).
С помощью модели в литейной форме получают отпечаток наружной конфигурации отливки. В стержневых ящиках изготавливают песчаные стержни для получение внутренней полости отливки. При формовке на подмодельную доску устанавливают модель или полумодель.
М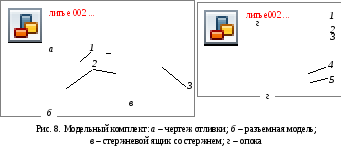 одель
для ручной формовки
изготавливают из твердых пород древесины.
Для отливок несложной конфигурации
используют неразъемные модели, которые
могут быть заформованы в одной полуформе.
Для сложных отливок (рис. 8, а)
модель изготавливают разъемной (рис.
8, б),
что позволяет удалять ее из формы без
разрушения последней. С этой же целью
одель
для ручной формовки
изготавливают из твердых пород древесины.
Для отливок несложной конфигурации
используют неразъемные модели, которые
могут быть заформованы в одной полуформе.
Для сложных отливок (рис. 8, а)
модель изготавливают разъемной (рис.
8, б),
что позволяет удалять ее из формы без
разрушения последней. С этой же целью
вертикальные стенки модели, перпендикулярные к плоскости разъема формы, делают с уклоном 0,5…3 (нижний предел для высоких моделей, верхний для низких). Размеры модели по сравнению с размерами детали увеличивают на величину литейной усадки металла, из которого изготавливают отливку, и на величину припусков на механическую обработку.
М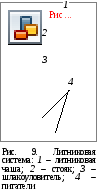 одель
(рис. 8, б)
имеет выступающие части 1,
называемые стержневыми знаками. Знаки
образуют в форме углубления (см. рис. 7,
б),
в которые устанавливают изготовленный
в стержневом ящике (рис. 8, в)
стержень 3.
Стержневой ящик состоит из двух половин,
которые соединяются центровочным шипом
2.
Формовку осуществляют в металлических
рамках
опоках (рис. 8, г).
Верхняя опока 1
соединяется с нижней 4
штырями 2,
которые пропускают в проушины 3.
Для удержания смеси в опоках делают
буртики 5.
одель
(рис. 8, б)
имеет выступающие части 1,
называемые стержневыми знаками. Знаки
образуют в форме углубления (см. рис. 7,
б),
в которые устанавливают изготовленный
в стержневом ящике (рис. 8, в)
стержень 3.
Стержневой ящик состоит из двух половин,
которые соединяются центровочным шипом
2.
Формовку осуществляют в металлических
рамках
опоках (рис. 8, г).
Верхняя опока 1
соединяется с нижней 4
штырями 2,
которые пропускают в проушины 3.
Для удержания смеси в опоках делают
буртики 5.
Модель при машинной формовке изготавливают из сплавов легких металлов. Металлические полумодели закрепляют винтами на металлических плитах, на них же монтируют модели литниковой системы. Такие плиты называют модельными.
Литниковая система (рис. 9) это система отверстий для подачи металла в полость. Она состоит: из литниковой чаши 1, которая уменьшает динамический напор струи металла и частично отделяет шлак; стояка 2 для подачи расплава в полость формы; шлакоуловителя 3, размещенного в верхней половине формы в плоскости разъема для задержания шлаковых и земляных включений, не допуская их попадания в полость формы, и питателей 4 для подачи металла в различные места полости формы. Выпор 4 (см. рис. 7) служит для выхода воздуха из полости формы при ее заливке, а также для сбора всплывающей грязи и контроля заполнения формы металлом.