

расчет выпарки уфа
.pdfВ тех случаях, когда в межтрубном пространстве греющей камеры используется коррозионно неагрессивная среда (теплоноситель – водяной насыщенный пар), а упариваемый раствор требует применения легированных (нержавеющих) сталей, то в целях экономии дорогостоящего металла, кожух греющей камеры изготовляют из углеродистой стали. Конструкция такого фланцевого соединения при сочетании элементов из углеродистой и легированной сталей показана на рис. 15.
Рис. 15. Соединение трубной решетки из легированной стали с плоским фланцем из углеродистой стали
Крепление трубной решетки к корпусу аппарата без фланцев выполняется, как это показано на рис. 16. Приварка трубной решетки по рис. 16 б производится в тех случаях, когда невозможно осуществить приварку с внутренней стороны (рис. 16 а). В некоторых случаях, например, в аппаратах с подвесной греющей камерой, приварка трубной решетки к кожуху производится так, как показано на рис. 17.
а) б)
Рис. 16. Крепление безболтовой трубной решетки к корпусу аппарата
а) трубная решетка приварена с внутренней стороны аппарата; 6) трубная решетка приварена снаружи
30
Рис. 3. Выпарной аппарат с вынесенной греющей камерой и кипением раствора в трубках
1 – греющая камера; 2 – циркуляционная труба; 3 – сепаратор; 4 – брызгоотделитель; 5 – спускная циркуляционная труба; 6 – нижняя камера; 7, 8 – штуцера для ввода исходного раствора; 9 – кипятильные трубы; 10 – штуцер для отвода упаренного раствора; 11 – штуцер для отвода вторичного пара; 12 – трубка для отвода уловленного раствора; 13 – штуцер для подачи греющего пара; 14 – штуцер для отвода конденсата; 15 – воздухоотводчик;
16 – смотровые окна; 17 – люк
11
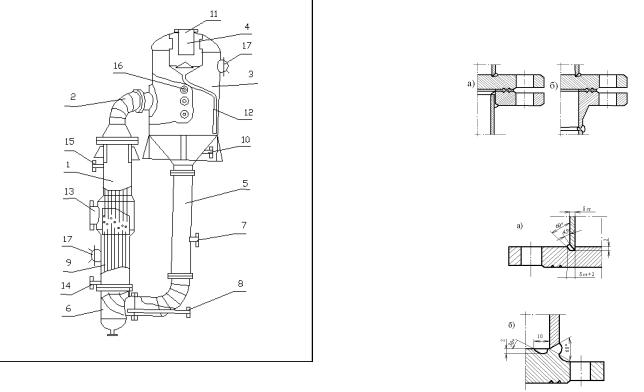
Рис. 4. Выпарной аппарат с вынесенной зоной кипения и выносной греющей камерой
1 – греющая камера; 2 – подъемно-циркуляционная труба; 3 – сепаратор; 4 – брызгоуловитель; 5 – циркуляционная труба; 6 – нижняя камера; 7, 8 – штуцера для ввода исходного раствора; 9 – кипятильные трубы; 10 – штуцер для вывода упаренного раствора; 11 – штуцер для отвода вторичного пара; 12 – штуцер для подачи греющего пара;
13 – штуцер для отвода конденсата; 14 – воздухоотводчик; 15 – люки; 16 – трубки для отвода уловленного раствора; 17 – смотровые окна
12
Крепление трубной решетки к корпусу греющей камеры в исполнении «а» (рис. 14) применяют при:
ру ≤ 0,6 Па и диаметре греющей камеры 400 – 2000 мм; 0,1 Па ≤ ру ≤ 0,6 Паи диаметре 400 – 1600 мм.
Рис. 13. Фланцевое соединение жесткого типа
а) облегченный вариант крепления; б) усиленный вариант крепления
Крепление трубной решетки в исполнении «б» (рис. 14) применяют при
ру ≤1,0 Па и D = 800 ÷ 1600 мм, а также при ру ≤ 1,6 Па и D = 600 ÷ 1000 мм.
Рис. 14. Крепление трубной решетки к корпусу греющей камеры
а) 0,1 Па ≤ ру ≤ 0,6 Па; б) 0,6 Па ≤ ру ≤ 1,0 Па
Отметим, что выступающий край трубной решетки служит фланцем для присоединения последующих частей выпарного аппарата. Поэтому наружный диаметр трубной решетки устанавливается по наружному диаметру фланца, который стандартизируетсяподиаметругреющейкамерыиусловномудавлению[10].
29

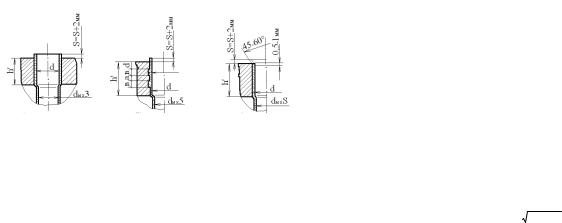
Номинальную расчетную высоту трубной решетки посередине (высота h на рис. 10) для типов I и II следует определять по формуле:
h = kD |
p |
, |
(21) |
|
ϕoσ |
||||
|
пд |
|
где D – внутренний диаметр греющей камеры; коэффициент k = 0,47;
р = ргп и ϕo – коэффициент ослабления трубной решетки отверстиями под кипятильные трубки равный:
ϕo = |
D − Σd |
, |
(22) |
D |
где Σd = dH b; b – число труб по диагонали (см. рис. 7).
С учетом прибавок на коррозию, на округление размеров, а также из конструктивных соображений (учитывая величину h1 из условий надежности развальцовки труб) принимаются окончательные значения толщин решетки h1 и h для выбранного типа I или II.
Обозначение на чертеже, например, трубной решетки типа II диаметром D = 1200 мм, толщинами h1 = 40 мм и h = 65 мм при числе труб п = 257: трубная
решетка D = 1200 мм, h1=40 мм, h = 65 мм, п = 257 по ОН26 −01−13 −65 , ма- Н1039 −65
териал – сталь 1Х18Н10Т.
2.5. Фланцевые соединения трубных решеток
Конструктивное оформление фланцевых соединений греющих камер выпарных аппаратов чрезвычайно разнообразно, оно зависит, в основном, от условий коррозионного воздействия среды (от материала составляющих соединения), от давления и температуры процесса.
Один из распространенных вариантов фланцевого соединения с приварными неподвижными трубными решетками показан на рис. 13 – фланцевое соединение жесткого типа.
Фланцевые соединения этого типа применяются при разности температур между средами в межтрубном и трубном пространствах, не превышающей 500 С, а при больших значениях необходима установка линзового компенсатора, обеспечивающего разгрузку температурных напряжений.
Крепление приварной трубной решетки выполняется в двух вариантах: облегченное (рис. 13 а) и усиленное (рис. 13 б).
28
Взависимости от температуры исходного раствора последний подается в аппаратлибочерезштуцер7, либочерезштуцер8.
Более низкое расположение греющей камеры по отношению к сепаратору
ивысокой (порядка 2,6 м) подъемной циркуляционной трубы создает большее гидростатическое давление в кипятильных трубках 9, вследствие чего раствор в них перегревается и вскипает только в зоне тангенциального ввода подъемной циркуляционной трубы в сепаратор. Это препятствует инкрустации внутренней поверхности кипятильных труб выпаренной солью.
Всепараторе происходит разделение упаренного раствора от вторичного пара. Часть упаренного раствора отводится через штуцер 10, остальная часть возвращается в циркуляционный контур через спускную циркуляционную трубу. Вторичный пар отводится через штуцер 11.
Греющий пар поступает в межтрубное пространство через штуцер 12, его конденсат отводится через штуцер 13; предусмотрена воздушка 14, для отвода воздуха. Для осмотра, очистки и ремонта аппарат оборудован люками 15. Контроль процесса осуществляется через смотровые окна 17.
1.2.Выпарные аппараты с принудительной циркуляцией
Выпарные аппараты с принудительной циркуляцией используются для упаривания достаточно концентрированных растворов, характеризующихся относительно высокой вязкостью. Принудительная циркуляция раствора необходима для увеличения коэффициентов теплопередачи, осуществляется с помощью пропеллерного или центробежного насосов, обеспечивающих скорость движения раствора в кипятильных трубках равную 2 – 3,5 м/с.
Принудительная циркуляция также препятствует инкрустации солями внутренней поверхности кипятильных труб.
1.2.1. Аппарат с принудительной циркуляцией и вынесенной греющей камерой
Исходный раствор, в зависимости от его температуры, подается в спускную циркуляционную трубу 1 либо через штуцер 2, либо через штуцер 3 и циркуляционным насосом 4 подается в трубное пространство греющей камеры 5 (рис. 5). Раствор, поднимаясь по трубкам, перегревается за счет гидростатического давления столба жидкости и вскипает в трубе вскипания 6. За счет тангенциального вводатрубы6 всепараторе7 происходитразделениевторичногопараиупаренногораствора.
13
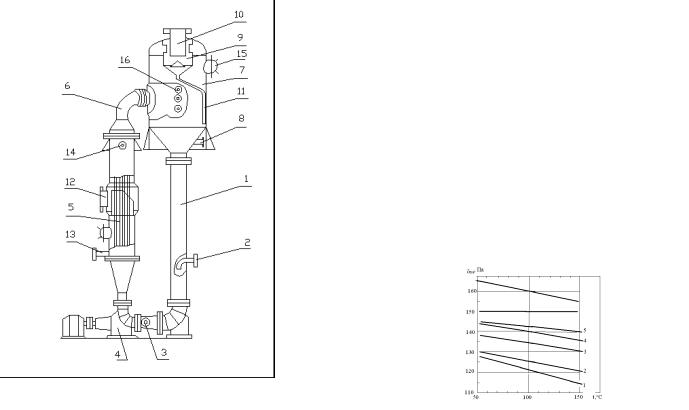
Рис. 5. Выпарной аппарат с принудительной циркуляцией и вынесенной греющей камерой
1 – циркуляционная труба; 2, 3 – штуцеры для ввода исходного раствора; 4 – циркуляционный раствор; 5 – греющая камера; 6 – трубка вскипания; 7 – сепаратор;
8 – штуцер для отводаупаренногораствора; 9 – брызгоотделитель; 10 – штуцердляотвода вторичногопара; 11 – трубка для отвода уловленного раствора; 12 – штуцер для подачи греющего пара; 13 – штуцер для отвода конденсата; 14 – воздухоотводчик; 15 –люки; 16 – смотровые окна
14
|
|
|
|
|
Таблица 3 |
||
|
Условия применения прокладочных материалов |
|
|
|
|||
|
|
|
|
|
|
|
|
|
Материал прокладки |
|
Условия процесса |
|
|
|
|
|
D, мм |
р, мН/м2', |
t, °С |
|
|||
|
|
|
|||||
1. |
Резина, картон |
≤ 3000 |
≤ 0,6 |
(– 30) ÷ (+ 100) |
|
|
|
|
|
|
|
|
|
||
2. |
Асбокартон |
≤ 3000 |
≤ 1,6 |
≤ 500 |
|
|
|
|
|
|
|
|
|
|
|
3. |
Пластикат, полиэтилен |
≤ 3000 |
≤ 4,0 |
(– 30) |
÷ (+ 60) |
|
|
|
|
|
|
|
|
|
|
4. |
Паронит |
≤ 3000 |
≤ 10,0 |
(– 200) |
÷ (+ 400) |
|
|
|
|
|
|
|
|
|
|
5. |
Фторопласт |
≤ 1000 |
≤ 10,0 вакуум |
(– 200) |
÷ (+ 250) |
|
|
|
|
|
|
|
|
|
|
6.Комбинированная |
≤ 400 |
1,0 – 6,4 |
(– 200) |
÷ (+ 540) |
|
|
|
(гофрированный асбокартон) |
|
|
|||||
|
|
|
|
|
|
||
7.Комбинированная плоская |
400 – 2200 |
1,0 – 6,4 |
(– 200) |
÷ (+ 540) |
|
|
|
В формуле (18) Мп – изгибающий момент от действия внешних нагрузок на фланцевое соединение с трубной решеткой при размещении на фланцах дополнительных устройств (аппаратов), приводящих к появлению ветровой нагрузки. В подавляющем большинстве случаев для греющих камер выпарных аппаратов Мп = 0.
Величины σид – допускаемое напряжение на изгиб (Па) при растяжении в зависимости от температуры и марки стали (приведены на рис. 12).
Рис. 12. Зависимость допустимого напряжения на изгиб (σпд) от температуры для различных марок сталей
1 – ОХ18Н10Т, ОХ18Н12Т; 2 – Ст. 10; 3 – Ст. 3; 4 – Х5М, Х18Н10Т, Х17Н13М3Т; 5 – 20, 20К
27
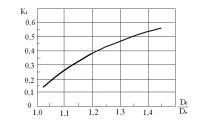
Рис. 11. Значение коэффициента К1 в формуле (17)
Для круглого наружного фланцевого соединения при р < 10Па (тип II на рис. 10) расчетное растягивающее усилие в болтах равно:
Р |
=αР |
+ Р + |
4M n |
, |
(18) |
|
|||||
б |
с |
n |
Dn |
|
|
|
|
|
|
||
где Pc – расчетная сила давления среды которая определяется по формуле:
Pc |
= |
π |
Dn2 p, |
(19) |
|
|
4 |
|
|
где р – давление греющего пара; α – константа жесткости соединения (при плоской резиновой и других неметаллических прокладках α = 0,8); Рп – расчетная сила осевого сжатия уплотняемых поверхностей, определяемая как:
Pn =πDnbq , |
(20) |
где b – ширина прокладки; q – удельная нагрузка прокладочных материа-
лов.
Согласно [10], величина удельной нагрузки для:
−резиновых прокладок q = 1,5 Па;
−асбокартона, паронита, фторопласта, пластиката величина q = 20 Па;
−фибры и полиэтилена q = 30 Па;
−плоских и гофрированных прокладок с оболочкой из алюминия q = 33 Па;
−из монеля q = 56 Па;
−из стали 05 КП q = 53 Па;
−из стали ОХ13 или Х18Н10Т q = 63 Па.
При этом рекомендуемые [10] границы применения прокладочных мате-
риалов (обтюрации) следующие:
26
Последний возвращается на циркуляцию через трубу 1, часть упаренного раствора отводится через штуцер 8.
Вторичный пар отделяется от капель раствора в брызгоотделителе циклонного типа 9 и отводится через штуцер 10. Капли раствора возвращаются в рабочий объем аппарата по трубке 11.
Греющий пар подается в межтрубное пространство греющей камеры через штуцер 12, его конденсат отводится через штуцер 13. Через воздушку 14 отводятся несконденсированные газы. Аппарат оборудован люками 15 и смотровыми окнами 16.
Примечание: конструкции выпарных аппаратов с солеотделением, а также пленочных выпарных аппаратов (с восходящей и падающей пленкой, роторные) подробно изложены в литературе [2 – 7].
1.2.2. Аппарат с принудительной циркуляцией, соосной греющей камерой и вынесенной зоной кипения
Исходный раствор (в зависимости от начальной температуры) поступает в аппарат либо через штуцер 1, либо через штуцер 2. Циркуляция раствора осуществляется циркуляционным насосом 3, который направляет исходный раствор в трубки 4 греющей камеры 5. В трубках 4 раствор перегревается за счет гидростатического давления столба жидкости и вскипает в вынесенной зоне вскипания (труба 6). Парожидкостная смесь направляется на статический отбойник 7, который придает потоку парожидкостной смеси вращательнопоступательное движение, обеспечивая центробежное разделение вторичного пара и упаренного раствора (рис. 6).
Упаренный раствор через спускную циркуляционную трубу 8 поступает на смешение с исходным раствором. Полученная смесь подается в греющую камеру циркуляционным насосом. Конечный продукт (упаренный раствор) отводится из аппарата через штуцер 9.
Вторичный пар отделяется от капель раствора в брызгоотделителе циклонного типа 10 и отводится через штуцер 11. Уловленные капли раствора стекают через трубку 12.
Греющий пар подается в межтрубное пространство греющей камеры через штуцер 13, его конденсат отводится через штуцер 14. На кожухе греющей камеры предусмотрена воздушка 15.
Аппарат оборудован люками 16 и смотровыми окнами 17.
15
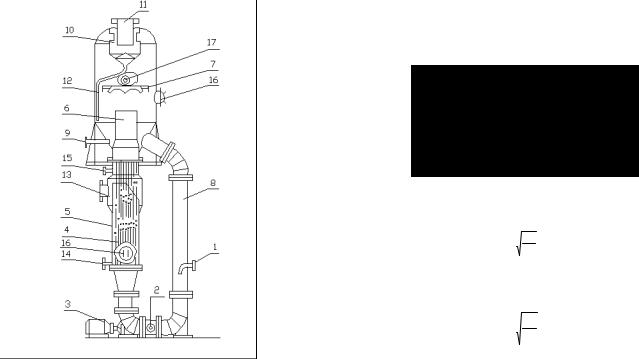
Рис. 6. Выпарной аппарат с принудительной циркуляцией, соосной греющей камерой и вынесенной зоной кипения
1, 2 – штуцеры для ввода исходного раствора; 3 – циркуляционный насос; 4 – кипятильные трубки; 5 – греющая камера; 6 – труба вскипания; 7 – отбойник; 8 – циркуляционная труба; 9 – штуцер для отвода упаренного раствора; 10 – брызгоотделитель; 11 – штуцер для отвода вторичного пара; 12 – трубка для отвода уловленного раствора; 13 – штуцер для отвода греющего пара; 14 – штуцер для отвода конденсата; 15 – воздухоотводчик; 16 – люк; 17 – смотровые окна
2.4. Расчет толщины трубной решетки
На рис. 10 приведены основные типы трубных решеток, используемых в греющих камерах выпарных аппаратов.
Рис. 10. Типы трубных решеток греющих камер выпарных аппаратов
Номинальную расчетную высоту трубной решетки снаружи (высота h1) рекомендуется [10] определять для решетки типа I (рис. 10) по формуле:
h1 = kD |
p |
, |
(16) |
|
|
σ |
пд |
|
|
|
|
|
|
|
где коэффициент k = 0,28; D – внутренний диаметр греющей камеры, м; р – давление греющего пара, Па.
Номинальную расчетную высоту трубной решетки снаружи (высота h1) для решетки типа II (рис. 10) определяют по формуле:
Pб |
|
h1 = K1 σ |
(17) |
ид |
|
где Рб – расчетное усилие в болтах на растяжение; коэффициент k1 является функцией отношения (Dб/Dn) (рис. 11); Dб – диаметр болтовых отверстий; Dп – внешний диаметр уплотнения, равный:
Dn |
= |
DБ + D |
, |
|
2 |
||||
|
|
|
где D – внешний диаметр корпуса греющей камеры.
16 |
25 |
где q – допускаемая нагрузка, приходящаяся на единицу условной поверхности развальцовки.
а) б) в)
Рис. 9. Крепление труб в трубных решетках развальцовкой
а) гладкая вальцовка; б) вальцовка в каналах; в) вальцовка колокольчиком (венчиком)
При развальцовке стальных труб методом гладкого вальцевания q = 15 Па, при развальцовке в канавках q = 30 Па, при развальцовке колокольчиком q = 40 Па [10]. Расчетная осевая сила Р, действующая в месте крепления трубы в решетке, для греющих камер выпарных аппаратов принимается равной:
|
π |
D2 |
2 |
|
|
||
Р = |
|
|
|
−dH pгп |
, |
(14) |
|
4 |
n |
||||||
|
|
|
|
|
|||
где D – внутренний диаметр греющей камеры, м; dH – наружный диаметр кипятильных труб, м; n – число труб; ргп – давление греющего пара в межтрубном пространстве, Па.
а = 1,5 S (не менее 5 мм и не более 10 мм); в = S + 1 мм;
при dH = 20 – 40 мм, d = (1,02 – 1,016)dH и d1= d + 0,2 S + 0,5 мм; при dH = 40 – 100 мм, d = (1,016 – 1,01)dH и d1 = d + 0,2 S + 0,8 мм;
S – толщина трубки.
Развальцовка производится на глубину не менее 1,5 dH.
Крометого, длястали, рекомендуетсяупрощенная формуладлярасчетаh/:
h' ≥ |
4,35dH +15 |
(но не менее 10 мм), |
(15) |
|
|||
|
t − dH |
|
|
где t – шаг между трубами, мм.
За расчетное принимается большее из значений h/, полученное по форму-
лам (13) и (15).
24
Глава 2. Греющая камера
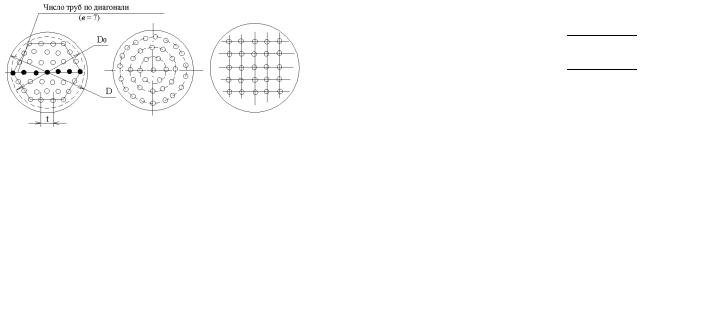
2.1. Расположение труб, диаметр греющей камеры
При размещении кипятильных труб надо стремиться к равномерному их распределению по сечению греющей камеры [8, 9]. Трубы чаще всего располагают по сторонам равносторонних шестиугольников (шахматное расположение, рис. 7а), реже – по концентрическим окружностям (рис. 7б) и вершинам квадрата
(рис. 7в).
При расположении труб по периметру равносторонних шестиугольников греющая камера получается наиболее компактной по сравнению с другими способами расположения труб. Общее количество труб n при К-шестиугольниках
(с учетом центральной трубки) равно: |
|
|
|
|
n =1 + 6 (1 + 2 + 3 +... + К) =1 + |
|
1 + К |
(1) |
|
6 К |
|
|||
|
|
|
2 |
|
или: |
|
|
|
|
n =1 + 3 К + 3 К2 . |
|
(2) |
||
Отсюда число шестиугольников для размещения труб равно: |
|
|||
K = |
(12n −3) −3 |
, |
|
(3) |
|
|
|||
6
причем число труб по диагоналям шестиугольника b = 2 К +1
При больших размерах греющей камеры (К > 6) и при шахматном расположении число труб может быть увеличено за счет заполнения шести сегментов.
Центры крайних труб должны отстоять от внутренней стенки кожуха греющей камеры на расстоянии равном
(1,0÷1,5)dн,
где dн – наружный диаметр кипятильных труб.
Диаметр ограничительной окружности Do (рис. 7) может быть также рассчитан, как:
D0 = DH − 2 (δст +15), мм |
(4) |
где δст – толщина стенки греющей камеры; DH – наружный диаметр греющей камеры.
Расстояние между осями соседних труб – шаг t, (рис. 7) выбирается возможно меньшим с целью увеличения скорости теплоносителя (греющего пара) в межтрубном пространстве. Уменьшение шага t ведет также к уменьшению размера греющей камеры.
17
|
|
|
а) |
б) |
в) |
Рис. 7. Расположение труб по сечению греющей камеры
а) шахматное; б) по окружности; в) по вершинам квадрата
Минимальное значение t определяется способом крепления труб в трубной решетке. Так, при закреплении концов труб в трубной решетке развальцовкой минимальный шаг равен примерно 1,3 dн, где dн – наружный диаметр кипятильных труб. Рекомендуются [2, 10] следующие значения t:
dн, мм |
25 |
38 |
57 |
t, мм |
32 |
48 |
70 |
Диаметр греющей камеры зависит от числа трубок, шага трубок и способа размещения труб в трубной решетке. Так, при шахматном размещении труб
внутренний диаметр греющей камеры определяется по формуле: |
|
D = (b −1) t + 2 e , |
(5) |
где e = (1,0 −1,5) dH e = (1,0 – 1,5)dH.
Греющая камера выпарного аппарата с центральной циркуляционной трубой (рис. 8) для размещения n кипятильных трубок должна иметь больший диаметр по сравнению с греющей камерой без циркуляционной трубы, так как последняя устраняет некоторое количество трубок n1.
18
|
|
|
Окончание таблицы 2 |
|
Марка стали |
|
Температура, °С |
||
20 |
100 |
|
200 |
|
|
|
|||
1 |
2 |
3 |
|
4 |
Ст 45 |
200 |
201 |
|
193 |
Ст 55 |
210 |
- |
|
- |
Cт 60 |
204 |
- |
|
208 |
Ст 85 |
1912 |
- |
|
- |
30ХМ |
208 |
207 |
|
204 |
40Х |
214 |
211 |
|
206 |
08X13 |
217 |
212 |
|
206 |
12Х18Н10Т |
198 |
194 |
|
189 |
40Х15Н7ГФ2МС |
185 |
- |
|
187 |
ХН70ВМТЮФ |
221 |
217 |
|
211 |
2.3. Крепление кипятильных труб в трубной решетке
Наиболее распространенным способом закрепления труб в трубных решетках является развальцовка. Развальцовка труб заключается в холодной раздаче (раскатке) их в отверстиях трубной решетки. Развальцовка труб осуществляется специальным инструментом – вальцовкой. В результате вальцовки металл трубы деформируется, происходит уменьшение толщины стенки трубы, причем металл «течет» и заполняет все промежутки между трубкой и трубной решеткой, чем обеспечивается необходимая прочность соединения.
В случае развальцовки диаметр отверстий d в трубной решетке под кипятильные трубки для оптимальной величины зазора равен:
d H , ìì |
25 |
38 |
51 |
83 |
102 |
108 |
d, ìì |
– |
38,9 |
52 |
84,4 |
103,6 |
109,65 |
|
|
|
|
|
|
|
На рис. 9 показаны примеры крепления развальцовкой труб в трубных решетках.
Расчет закрепления труб в трубной решетке выпарного аппарата заключается в определении расчетной минимальной высоты трубной решетки, обеспечивающей надежное крепление в ней труб при вальцовке:
h/ ≥ |
P |
, |
(13) |
|
dН q |
||||
|
|
|
||
|
23 |
|
|

при D < 500 мм, ϕ = 0,8 (стыковой односторонний шов) и т.д. [10]. Расчетная толщина стенки:
δст = δ′ст+ Ск + Сэ + Сд + Со , |
(10) |
где Ск, Сэ, Сд, Сo – соответственно прибавка на коррозию (Ск), на эрозию (Сэ), дополнительная прибавка по технологическим, монтажным и др. соображениям (Сд), прибавка на округление радиуса (Сo).
В рассматриваемом случае величинами Сэ и Сд можно пренебречь; величина Ск зависит от химической проницаемости материала стенки исходя из расчетного срока службы аппарата (10 лет). Для сталей и водяного насыщенного пара (ргп > 1 ата) принимается химическая проницаемость (коррозия) не более
0,05 мм/год, поэтому Ск = 0,5 мм. В связи с этим: |
|
δст = δ′ст + 0,5 мм + Сд , |
(10 а) |
причем рекомендуются [8] минимальные толщины стенок цилиндрических обечаек:
D, мм |
< 400 |
400 – 1000 |
1000–2000 |
2000–4000 |
δmin, мм |
2 |
3 |
4 |
5 |
Указанные толщины стенок при возможности коррозии увеличивают на коррозионную прибавку Ск.
Правомерность использования формулы (9) проверяется условием:
ϕ σtгп / р ≥5,5 |
(11) |
д |
|
Расчет толщины обечайки, работающей под наружным давлением, что характерно для последнего корпуса выпарной установки, работающего под вакуумом, рекомендуется [10] проводить по формуле:
δ′ |
рН |
|
l |
|
0,4 |
|
|
=1,18D |
|
|
|
|
, |
(12) |
|
|
|
||||||
ст |
Еt |
|
D |
|
|
||
где рн – расчетное наружное давление, равное атмосферному (рн = 0,1 Па); |
|||||||
l – высота корпуса греющей камеры (м); |
Еt – модуль упругости материала |
||||||
стенки [12] при температуре греющего пара (см. табл. 2).
Таблица 2 Зависимость модуля упругости Еt некоторых сталей от температуры
Марка стали |
|
|
|
|
20 |
1 |
2 |
Cт 10 |
206 |
Ст 15 |
201 |
Температура, °С |
|
100 |
200 |
3 |
4 |
199 |
195 |
192 |
185 |
22
Рис. 8. Расположение труб в греющей камере с центральной циркуляционной трубой
В этом случае число труб по диагонали (b) выбирается по таблице 1 для суммарного числа труб (n + n1), где:
n = |
|
Dц2 |
|
(6) |
|
1 |
(1,1 |
t) |
|
||
причем Dц – диаметр циркуляционной трубы рекомендуется выбирать из сле- |
|||||
дующих соотношений: |
|
|
|
|
|
D (мм): |
600 |
800 |
1000 |
||
Dц (мм): |
200 |
280 |
350. |
||
при D > 1000 мм и D < 600 мм принимают, что отношение сечений кипятильных труб и центральной циркуляционной трубы равно:
Dц2 |
= 0,35 ÷0,40, |
(7) |
|
nd 2 |
|||
|
|
Dц = d  (0,35 ÷0,40)n ≈ 0,61
(0,35 ÷0,40)n ≈ 0,61 n.
n.
В этом случае необходимое число кипятильных труб размещается в кольцевом сечении (рис. 8), ограниченном окружностями диаметром Do (расчет по формуле (4)) и do:
do = Dц + 2(δц +15), |
(8) |
где δц – толщина стенки циркуляционной трубы.
19
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1 |
|
|
|
|
Количество кипятильных труб при их размещении в |
|
|
|||||||||||||||
|
|
|
|
|
греющей камере по шестиугольникам |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число |
|
Число |
Общее кол- |
|
|
Число труб |
|
Общее |
|
Общее кол-во |
|||||||||
|
шести- |
труб по |
во труб (без |
в 1-ом |
во 2-ом |
|
в 3-ем |
|
число |
|
труб (с исполь- |
|||||||||
|
уголь- |
|
диаго- |
|
использо- |
ряду |
ряду |
|
ряду |
|
труб в |
|
зованием |
|||||||
|
ников, |
|
нали, |
|
вания |
|
|
|
||||||||||||
|
|
|
сегмента |
сегмента |
|
сегмента |
сегментах |
сегментов) |
||||||||||||
|
К |
|
b |
сегментов) |
|
|||||||||||||||
|
1 |
3 |
7 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
7 |
|||
|
2 |
5 |
19 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
19 |
|||
|
3 |
7 |
37 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
37 |
|||
|
4 |
9 |
61 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
61 |
|||
|
5 |
11 |
91 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
91 |
|||
|
6 |
13 |
127 |
|
- |
|
- |
|
|
- |
|
|
- |
|
|
|
127 |
|||
|
7 |
15 |
169 |
|
3 |
|
- |
|
|
- |
|
|
18 |
|
|
|
187 |
|||
|
8 |
17 |
217 |
|
4 |
|
- |
|
|
- |
|
|
24 |
|
|
|
241 |
|||
|
9 |
19 |
271 |
|
5 |
|
- |
|
|
- |
|
|
30 |
|
|
|
301 |
|||
|
10 |
21 |
331 |
|
6 |
|
- |
|
|
- |
|
|
36 |
|
|
|
367 |
|||
|
11 |
23 |
397 |
|
7 |
|
- |
|
|
- |
|
|
42 |
|
|
|
439 |
|||
|
12 |
25 |
469 |
|
8 |
|
- |
|
|
- |
|
|
48 |
|
|
|
517 |
|||
|
13 |
27 |
547 |
|
9 |
|
2 |
|
|
- |
|
|
66 |
|
|
|
613 |
|||
|
14 |
29 |
631 |
|
10 |
|
5 |
|
|
- |
|
|
90 |
|
|
|
721 |
|||
|
15 |
31 |
721 |
|
11 |
|
6 |
|
|
- |
|
|
102 |
|
|
823 |
||||
|
16 |
33 |
817 |
|
12 |
|
7 |
|
|
- |
|
|
114 |
|
|
931 |
||||
|
17 |
35 |
919 |
|
13 |
|
8 |
|
|
- |
|
|
126 |
|
|
1045 |
||||
|
18 |
37 |
1027 |
|
14 |
|
9 |
|
|
- |
|
|
138 |
|
|
1165 |
||||
|
19 |
39 |
1141 |
|
15 |
|
12 |
|
|
- |
|
|
162 |
|
|
1303 |
||||
|
20 |
41 |
1261 |
|
16 |
|
13 |
|
|
4 |
|
|
198 |
|
|
1459 |
||||
|
21 |
43 |
1387 |
|
17 |
|
14 |
|
|
7 |
|
|
228 |
|
|
1615 |
||||
|
22 |
45 |
1519 |
|
18 |
|
15 |
|
|
8 |
|
|
246 |
|
|
1765 |
||||
|
23 |
47 |
1657 |
|
19 |
|
16 |
|
|
9 |
|
|
264 |
|
|
1921 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 1а |
||
|
|
|
Внутренние базовые диаметры D (в мм) цилиндрических |
|||||||||||||||||
|
|
|
|
|
обечаек (в соответствии с ГОСТ 9617-76) |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
200 |
|
250 |
|
300 |
|
350 |
|
400 |
|
[450] |
|
500 |
|
[550] |
|
600 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
[650] |
|
700 |
|
[750] |
|
800 |
|
[850] |
|
900 |
|
[950] |
|
1000 |
|
1100 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1200 |
|
[11300] |
|
1400 |
|
[1500] |
|
1600 |
|
[1700] |
|
1800 |
|
[1900] |
|
2000 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
2200 |
|
2400 |
|
2600 |
|
2800 |
|
3000 |
|
3200 |
|
3400 |
|
3600 |
|
3800 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
4000 |
|
4500 |
|
5000 |
|
5500 |
|
6000 |
|
6400 |
|
7000 |
|
8000 |
|
9000 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
10000 |
|
11000 |
|
12000 |
|
14000 |
|
16000 |
|
18000 |
|
20000 |
|
- |
|
- |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
Примечания:
1.Настоящий ряд диаметров распространяется на металлические обечайки, изготавливаемые из листов. При этом для цветных металлов и сплавов действительны диаметры только до 3800 мм.
2.Для стальных обечаек диаметры, заключенные в скобки, следует применять только для обогреваемых или охлаждаемых рубашек аппаратов.
3.Диаметры, заключенные в прямоугольные скобки, действительны только для обечаек из цветных металлов и сплавов.
4.Настоящий ряд диаметров до 2000 мм рекомендуется применять при конструировании литых и кованых металлических корпусов аппаратов, а также любых корпусов и обечаек – из неметаллических материалов.
2.2.Расчет толщины стенки греющей камеры
Корпус греющей камеры выпарного аппарата представляет собой вертикальную обечайку, работающую для 1-го корпуса выпарной установки под внутренним, избыточным давлением равном давлению греющего пара.
При базовом внутреннем диаметре корпуса греющей камеры (D) номи-
нальная расчетная толщина стенки равна: |
|
|
||
δ′ст= |
pD |
, |
(9) |
|
2σ∂ϕ − p |
||||
|
|
|
||
где р – расчетное давление.
Расчетное давление р связано с давлением пробного гидравлического давления рг. На давление рг испытывается аппарат на прочность при его изготовлении и периодически – при эксплуатации.
Величина пробного гидравлического давления рг и его связь с расчетным давлением р представлена ниже:
при р |
|
(Па)= р |
|
|
|
20 |
/σ |
tгп |
0,5 ≤ 0,06 (Па)→ р < 0,05 (Па) |
|
||
г |
г |
σ |
д |
д |
|
|
||||||
|
|
|
|
|
|
|
|
|
||||
при р |
|
(Па)=1,5 |
р |
|
|
20 |
/σ |
tгп |
(0,06 ÷0,10) (Па)→ р = (0,05 |
÷0,07) (Па) |
||
г |
г |
σ |
д |
д |
|
|||||||
|
|
|
|
|
|
|
|
|
||||
при р |
|
(Па)=1,5 |
р |
|
|
20 |
/σ |
tгп |
(0,01 ÷0,10) (Па)→ р = (0,07 |
÷0,5) (Па). |
||
г |
г |
σ |
д |
д |
|
|||||||
|
|
|
|
|
|
|
|
|
||||
Здесь σд – допускаемые напряжения материала (стали) стенки при температурах t = 20°С и греющего пара (tгп);
ϕ – коэффициент прочности сварного шва обечайки.
Для сталей при D > 500 мм ϕ = 1,0 (стыковой двусторонний сварной
шов);
21