

Силы_резания_NX_брошюра
.pdfМИНОБРНАУКИ РОССИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ ИМЕНИ АКАДЕМИКА С.П.КОРОЛЁВА
(НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ УНИВЕРСИТЕТ)»
ИНЖЕНЕРНЫЙ РАСЧЕТ ДЕФОРМАЦИЙ ДЕТАЛЕЙ ГТД ОТ СИЛ РЕЗАНИЯ
ВСРЕДЕ SIEMENS NX
СИСПОЛЬЗОВАНИЕМ РЕШАТЕЛЯ ANSYS
методические указания к лабораторной работе
С А М А Р А
2 0 1 1
1
Составитель: Нехорошев М.В.
Рецензент: д-р техн. наук, проф., М а т в е е в В.Н.
Инженерный расчет деформаций деталей ГТД от сил резания в среде Siemens NX
с использованием решателя Ansys: метод. указания / Сост.: М.В. Нехорошев – Самара: Изд-во Самар. гос. аэрокосм. ун-та, 2011. – 30 с.
В практикум вошла лабораторная работа, посвященная линейному структурному инженерному расчету в среде Siemens NX с использованием решателя Ansys. В работе на примерах токарной и фрезерной обработок рассмотрен анализ деформаций от сил резания.
Методические указания предназначены для студентов, обучающихся по специальности: 160301 Авиационные двигатели и энергетические установки, изучающих курсы «Технология производства АД и ЭУ», «Технологические методы обеспечения надежности деталей ГТД», и «Информационные технологии».
Учебное пособие разработано на кафедре производства двигателей летательных аппаратов.
© Самарский государственный аэрокосмический университет, 2011
2
СОДЕРЖАНИЕ
ВВЕДЕНИЕ............................................................................................ |
4 |
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ................................................................... |
5 |
ПРАКТИЧЕСКАЯ ЧАСТЬ................................................................... |
12 |
КОНТРОЛЬНЫЕ ВОПРОСЫ.............................................................. |
28 |
САМОСТОЯТЕЛЬНАЯ РАБОТА....................................................... |
29 |
БИБЛИОГРАФИЧЕСКИЙ СПИСОК................................................. |
29 |
3
ЛАБОРАТОРНАЯ РАБОТА
ИНЖЕНЕРНЫЙ РАСЧЕТ ДЕФОРМАЦИЙ ДЕТАЛЕЙ ГТД ОТ СИЛ РЕЗАНИЯ В СРЕДЕ SIEMENS NX
С ИСПОЛЬЗОВАНИЕМ РЕШАТЕЛЯ ANSYS
Цель работы: на компьютерных моделях высокого уровня проанализировать закономерности поведения деталей при токарной и фрезерной обработках.
ВВЕДЕНИЕ
Машиностроение играет ведущую роль в ускорении научнотехнического прогресса. Характерными чертами его развития является автоматизация технологических процессов, использование гибких производственных систем, обеспечивающих высокую производительность труда.
Режущий инструмент придает заготовке нужную форму и размеры. Его работоспособность и надежность оказывают существенное влияние на экономическую эффективность машиностроительного производства и авиационного двигателестроения. Получение требуемой формы, размеров и качества обработанной поверхности детали обеспечивается конструкцией инструмента (в первую очередь его режущих кромок), а также особенностями крепления, базирования и регулирования инструмента на размер.
Экономическая эффективность режущего инструмента определяется производительностью обработки и ее себестоимостью. Производительность определяется режимом обработки, т.е. уровнем скорости резания, подачи, глубины резания. Эти показатели зависят от материала режущей части инструмента, его конструктивного исполнения, условий образования стружки и ее отвода из зоны резания, количества одновременно работающих режущих кромок и многих других условий. Себестоимость обработки детали зависит как от конструктивных особенностей инструмента, так и от трудоемкости его изготовления и возможности восстановления режущих свойств в ходе эксплуатации.
На практике зачастую приходится решать задачи связанные с по-
4

ведением заготовки во время обработки режущим инструментом. Для проектирования оптимальных технологий перспективным направлением является использование компьютерных моделей высокого уровня для выбора наиболее выгодных режимов обработки.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Силы резания при точении
Рассмотрим процесс врезания режущего лезвия в обрабатываемый материал. При срезании слоя металла на передней поверхности действуют элементарные силы, нормальные и касательные к ней. Их можно свести к одной равнодействующей R', являющейся суммой силы NП, нормальной к передней поверхности, и силы трения FП (рис. 1). Сила R' называется силой стружкообразования . Ее направление определяется углом действия ω, под которым сила R' направлена относительно скорости резания ν. Угол действия для схемы с единственной плоскостью сдвига можно найти как , где θ – угол трения
на передней поверхности лезвия.
Рис. 1. Силы резания, возникающие на передней поверхности и в плоскости сдвига
5
Сила R' уравновешивается сопротивлением обрабатываемого материала движению резания. Оно выражается силой R'', являющейся геометрической суммой напряжений, возникающих в зоне стружкообразования. Сила R'' складывается из двух составляющих – силы сдвига RC, действующей в плоскости сдвига АВ, и перпендикулярной к ней силы сжатия RСж. Если пренебречь внутренними нормальными напряжениями в плоскости сдвига от действия силы сжатия, то сила стружкообразования:
R |
C AB |
|
C AB |
, (1) |
sin sin |
cos sin |
|
где τС – напряжение сдвига; Φ – угол сдвига.
Из уравнения (1) видно, что сила стружкообразования зависит от прочностных характеристик обрабатываемого материала, площади сечения среза, а также от углов резания, трения и сдвига. Если при механических испытаниях деформация есть результат приложения силы, то при резании, наоборот, сила определяется деформацией. Поэтому изменение условий резания приводит к изменению величин, входящих в систему сил.
Предварительная пластическая деформация сжатия под действием силы стружкообразования R' распространяется на область, лежащую частично ниже линии среза. При движении режущего клина вперед деформированный поверхностный слой начинает вследствие упругого восстановления действовать на заднюю поверхность лезвия. Силы на этой поверхности возникают даже при резании остро заточенным инструментом. При значительном радиусе скругления они увеличиваются, так как обрабатываемый материал частично срезается, и частично вдавливается в поверхность резания (рис. 2).
6
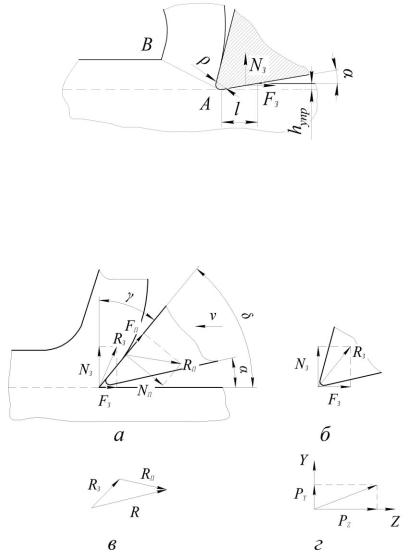
Рис. 2. Сила резания, возникающая на задней поверхности
Таким образом, в результате упругопластического контактирования задней поверхности и поверхности резания возникают нормальная сила NЗ и сила трения FЗ. Они возрастают при увеличении напряжения сдвига τС, ширины среза b и фаски износа на задней поверхности лезвия. Зависимость сил NЗ и FЗ от толщины среза незначительна.
Рис. 3. Система сил, действующих при свободном резании
Рассмотрим систему сил, возникающих при свободном резании (рис. 3,а). На переднюю поверхность резца давит стружка с силой RП, которая является равнодействующей нормальной силы NП и силы тре-
7

ния стружки о переднюю поверхность FП, т.е.
RП
N |
П |
|
FП
. В то же
время на заднюю поверхность резца вблизи режущей кромки действует нормальная сила упругого противодействия обрабатываемого материала NЗ и сила трения о заднюю поверхность инструмента FЗ. Они дают результирующую силу RЗ. Так как задний угол α мал, а при наличии площадки износа на некотором участке задней поверхности он равен нулю, в расчетной схеме принимаем направление сил FЗ и NЗ, как показано на рис. 3,б, т.е. направление FЗ противоположно вектору скорости резания ν. Для осуществления процесса резания или сохранения равновесия резца к нему извне должна быть приложена сила,
равная |
по |
величине и противоположная по направлению силе |
R R |
R |
(рис. 3,в). |
П |
З |
|
Разложим силу R, приложенную к резцу, на две составляющие: РZ в направлении главного движения резания (назовем ее главной силой резания) и РY в направлении, совпадающем с осью резца (назовем ее радиальной силой). Спроецируем действующие силы на оси Y и Z (рис. 3,г):
PZ
P Y
NП cos FП sin FЗ ;
NП sin FП cos NЗ
.
(2)
Силы, действующие на передней и задней поверхностях инструмента, а также вдоль осей Y и Z, можно рассчитать теоретически на основе теорий пластичности, упругости и др. Однако расчет сил резания по системе свободного резания сложен и зависит от множества факторов. В данной работе будет использоваться система несвободного резания.
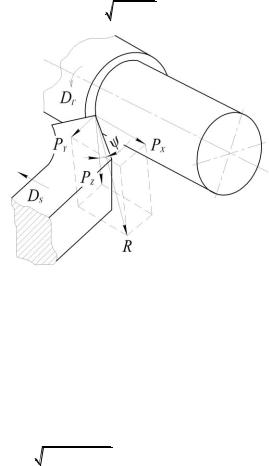
В условиях несвободного резания при точении равнодействующую силу сопротивления резанию R раскладывают на три составляющие (рис. 4): РZ – главную силу резания, которая действует в направлении скорости главного движения; РY – радиальную силу, направленную по радиусу главного вращательного движения резания в вершине лезвия; РX – осевую силу, действующую параллельно оси главного вращательного движения резания, т.е. силу подачи. По РZ производят расчеты прочности и жесткости резца, а также мощности, необходимой на осуществление резания. Однако правильнее было бы точные расчеты
8
резца производить на деформацию косого изгиба от действия силы:
R |
P |
2 |
P |
2 |
|
|
|
||
|
Z |
Y |
||
.
(3)
Рис. 4. Разложение силы резания при точении на три составляющие
При определении прогиба детали, прочности и жесткости отдельных деталей станки за основу принимают силу РY, а прочность и жесткость механизма подачи станка рассчитывают по силе РX.
Для точного определения составляющих сил резания РZ, РY и РX используют эмпирические уравнения, полученные экспериментальным путем.
Равнодействующая R является диагональю параллелепипеда. Следовательно,
R |
P |
2 |
P |
2 |
P |
2 |
|
|
|
|
|||
|
Z |
Y |
X |
|||
, или
R 1,1 1, 2 PZ
(4)
Угол ψ между силами R и РZ равен 25...40°.
Экспериментальными исследованиями установлено, что для всех составляющих сил резания РZ, РY и РX влияние глубины резания и подачи может быть выражено общей зависимостью:
P C |
|
t |
X |
P |
S |
Y |
. |
(5) |
|
|
|
|
|
P |
|
|
|
|
P |
|
|
|
|
|
|
|
С уменьшением отношения t/S степень влияния глубины резания на силу РZ уменьшается, а подачи – увеличивается.
Значения постоянных коэффициентов СР и показателей степеней
9

XР и YР зависят от свойств обрабатываемого металла, геометрических параметров режущей части резцов, условий смазывания, охлаждения зоны резания и т.д.
Рассмотрев влияние различных факторов на силы резания, приведем обобщенные формулы для их расчета при точении:
P |
C |
|
|
t |
X |
|
|
S |
Y |
|
|
|
v |
Z |
|
|
|
|
K |
|
; |
||||
|
|
|
|
P |
|
P |
|
|
|
P |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
Z |
|
|
|
Z |
|
|
|
|
|
Z |
|
|
|
|
|
|
|
Z |
|
P |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|
|
|
Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Z |
|
P C |
|
|
t |
X |
|
|
S |
Y |
|
|
|
v |
Z |
|
|
|
K |
|
|
; |
|||||
|
|
|
|
P |
P |
|
|
|
P |
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
Y |
|
|
|
Y |
|
|
|
|
|
Y |
|
|
|
|
|
|
|
Y |
|
P |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
||
|
|
|
Y |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Y |
|
P |
C |
|
t |
X |
|
S |
Y |
|
|
v |
Z |
|
|
|
K . |
||||||||||
|
|
|
P |
|
P |
|
|
P |
|
||||||||||||||||
|
|
|
|
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
|
X |
|
|
|
|
||
X |
|
|
P |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X |
(6)
где СР – постоянная, характеризующая определенные условия резания для конкретной марки обрабатываемого материала, принятого за основу (эталон);
K |
P |
K |
M |
K |
HB |
K |
K |
|
K |
СОЖ |
K |
h |
|
|
|
|
|
|
|
– поправочные коэффициенты, ха-
рактеризующие влияние: КM – группы обрабатываемого материала (сталь углеродистая, легированная и т.д.); KHB – твердости обрабатываемого материала; Kφ – главного угла в плане φ; КСОЖ – смазочноохлаждающей жидкости; Kh – износа резца и т.д.
Значения постоянных СР, поправочных коэффициентов К и показателей степени X, Y и Z приведены в [2]. Там же помещены таблицы, позволяющие определять силы резания при различных значениях глубины резания и подачи.
Силы резания при фрезеровании
Силу R1 которая преодолевает сопротивление резанию, можно разложить на две составляющие: окружную силу РZ, действующую по касательной к траектории движения режущего лезвия, и радиальную РY (рис. 5). Кроме того, эту же равнодействующую силу R1 можно разложить на горизонтальную Ph и вертикальную Рv составляющие силы. Если же фреза имеет винтовые зубья, то наряду с силой R1, действующей на зуб в плоскости, перпендикулярной к оси фрезы, возникает осевая сила РX. Общей равнодействующей в этом случае будет сила R:
|
|
|
|
|
R R2 |
P2 . |
(7) |
||
1 |
X |
|
||
10