

6.2.5. Расход флегмы по высоте колонны
При расчете колонны принимаем условно, что флегмовое число по высоте колонны одинаково и равно.
Тогда в нашем примере расход флегмы, стекающей с тарелки вывода фракции 280-350 ºС найдем из произведения
![]() =
g280-350
2 = 15,9
2 = 31,8 кг.
=
g280-350
2 = 15,9
2 = 31,8 кг.
Расход флегмы, стекающей с тарелки вывода фракции 230-280 ºС:
![]() =
g230-280
2 = 11,2
2 = 22,4 кг.
=
g230-280
2 = 11,2
2 = 22,4 кг.
Расход флегмы, стекающей с тарелки вывода фракции 180-230 ºС:
![]() =
g180-230
2 = 9,9
2 = 19,8 кг.
=
g180-230
2 = 9,9
2 = 19,8 кг.
Расход флегмы вверху колонны:
![]() =
g100-180
2 = 13,8
2 = 27,6 кг.
=
g100-180
2 = 13,8
2 = 27,6 кг.
6.2.6. Определение температуры нагрева сырья на входе в колонну
Температуру нагрева нефти на входе в колонну К-2 определяем аналитическим методом. Для этого определяем температуру нагрева нефти, которая должна соответствовать необходимой массовой доле отгона сырья колонны в зоне питания. Под необходимой (теоретической) долей отгона нефти понимают сумму светлых в долях от единицы, которую определяют из материального баланса колонны.
В нашем примере теоретическая доля отгона (ет) будет следующей (см. табл. 6.5):
ет =0,159+0,112+0,099+0,138=0,508.
Температура нагрева нефти должна обеспечить величину фактической доли отгона равной или на 0,001 - 0,003 больше теоретической.
Для определения температуры нагрева нефти необходимо рассчитать процесс однократного испарения сырья.
Расчет процесса однократного испарения сырья колонны удобнее вести для условий испарения в трубах печи, а не в питательной секции колонны. В этом случае следует принять давление на 0,03-0,04 МПа выше, чем в питательной секции.
В нашем случае расчетное давление принимаем следующим:
Рр = Рвход + 0,03 = 0,166 + 0,03 = 0,196 МПа.
Для удобства продолжаем вести расчет на 100 кг сырья.
Разбиваем сырье колонны - нефть на узкие фракции (можно на 50-градусные). Чем больше узких фракций, тем точнее будет расчет.
При принятом давлении задаемся температурой нагрева нефти и методом подбора находим молярную долю (ер), при которой соблюдаются равенства. Принимаем температуру нагрева 351 °С.
![]() ,
,
![]() ,
,
где хi - молярная концентрация компонентов жидкой фазы;
уi - молярная концентрация компонентов паровой фазы;
i - молярная концентрация компонентов сырья;
ер - молярная доля отгона;
Кi - константа фазового равновесия.
Зная молярную долю отгона рассчитываем массовую долю отгона из соотношения
![]() ,
,
где
![]() - массовая доля отгона (расчетная);
- массовая доля отгона (расчетная);
Му - молярная масса паровой фазы, кг/кмоль;
Мс - молярная масса сырья, кг/кмоль.
Расчет оформлен в виде таблицы (см табл. 6.6).
Пояснения к колонкам табл. 6.6:
1 - Номер фракции.
2 - Пределы выкипания фракций, ºС.
3 - Выход фракций (фактический) на сырье установки, %мас.
Фактический выход фракции на сырье установки рекомендуется определять по кривой фактического отбора (см. рис. 6.1).
4 - Выход фракций на сырье колонны, %мас. (Gi).
5 - Молярная масса фракции (Мi).
6 - Количество вещества фракций, кмоль/ч (Ni = Gi/Mi).
7 - Молярные концентрации компонентов сырья колонны (i = Ni/Ni).
8 - Средняя температура кипения фракции, ºС.
За среднюю температуру кипения фракции принимают ее температуру 50% выкипания по кривой ИТК (см.рис.6.2).
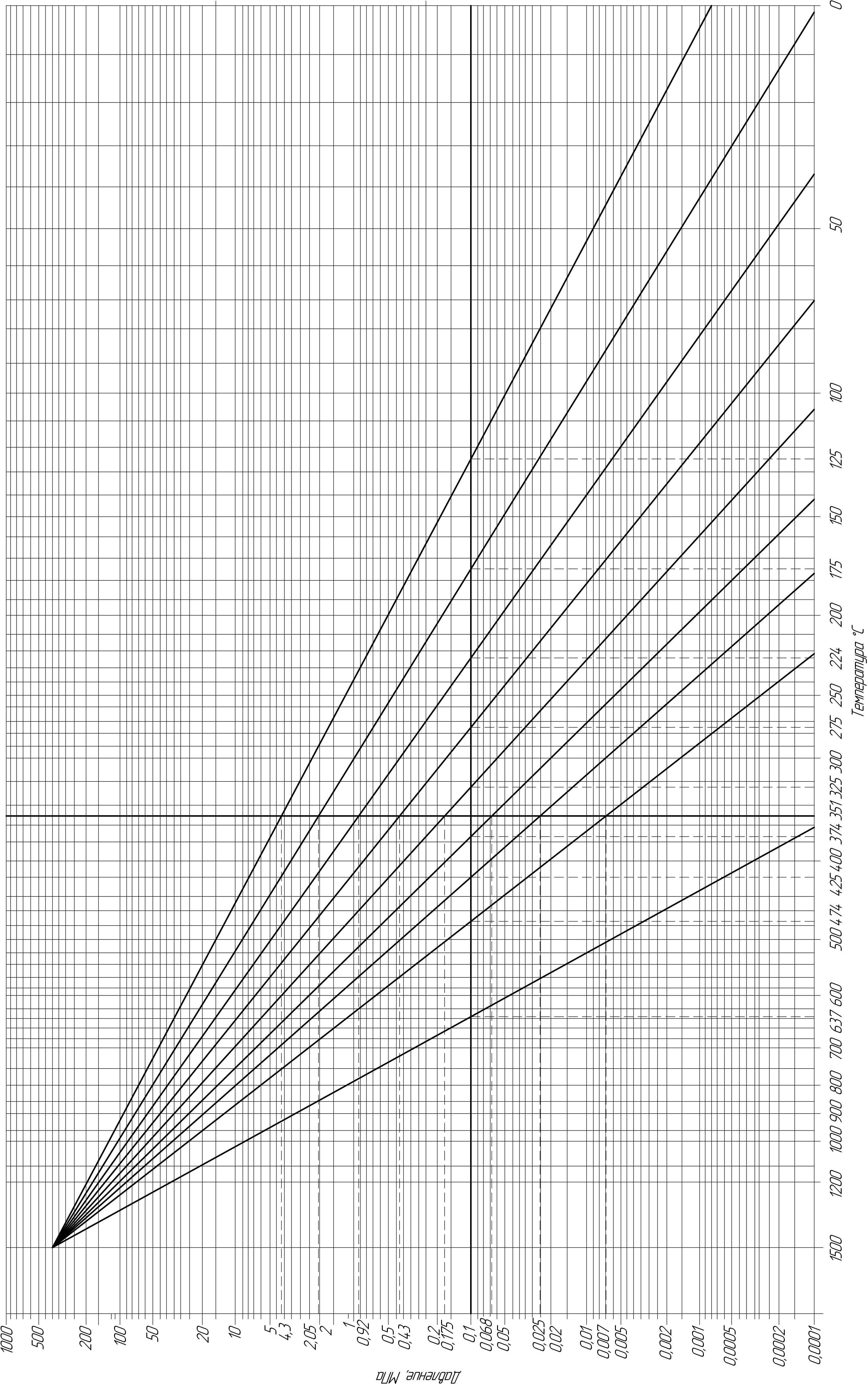
9 - Давление насыщенных паров (ДНП) фракции, МПа (Рi).
Давление насыщенных паров фракции определяют по сетке Максвелла в зависимости от средней температуры кипения фракции и принятой температуры сырья на входе в колонну.
10 - Константа фазового равновесия (Кi).
Константу фазового равновесия определяют из соотношения
![]() ,
,
где Рi - давление насыщенных паров фракции, МПа.
Рр - общее давление (расчетное), МПа.
|
11 - (Кi - 1). 12 - [ер (Кi - 1)]. 13 - [1 + ер (Кi - 1)]. |
|
Колонки 11-13 не заполняют при расчете на ПЭВМ. |
14
-
 .
.
15 - [yi = Kiхi].
16
- [Miyi];
Mi
=![]() -
молярная масса паровой фазы.
-
молярная масса паровой фазы.
17
-
 - массовая концентрация компонентов
паровой фазы.
- массовая концентрация компонентов
паровой фазы.
18
- [MiХi];
Mi
=![]() -
молярная масса жидкой фазы.
-
молярная масса жидкой фазы.
19
-
 - массовая концентрация компонентов
жидкой фазы.
- массовая концентрация компонентов
жидкой фазы.
20
-
![]() - массовая концентрация компонентов
сырья.
- массовая концентрация компонентов
сырья.
21 - i - плотность фракций, г/см3.
22
-
![]() ;
;![]() - величина объемов единицы массы жидкой
фазы;
- величина объемов единицы массы жидкой
фазы;
23
-
![]() ;
;![]() - величина объемов единицы массы паровой
фазы;
- величина объемов единицы массы паровой
фазы;
24
-
![]() ;
;![]() - величина объемов единицы массы сырья.
- величина объемов единицы массы сырья.
Знание величин объемов единицы жидкости, паров и сырья позволяет определить их плотности из соотношений:
![]() ;
;
![]() ;
;![]() .
.
Молярную массу сырья находят по формуле
М с = Gс/Nс,
где Gс - расход сырья (нефти) в колонну, кг (колонка 4);
Nс - количество молей сырья (колонка 6).
Nс = Σ(Gi/Mi),
где Gi - расход компонента (фракции) сырья, кг; в нашем примере Gi = 100 кг (колонка 4).
Mi - молярная масса компонента сырья (колонка 5).
Nс = 0,417 (колонка 6).
Мс = 100 / 0,417 = 239,8.
ИСХОДНЫЕ ДАННЫЕ ДЛЯ РАССЧЕТА ДОЛИ ОТГОНА:
-
Наименование
Молярные концентрации
Константы фазового равновесия
Фракция 100-150 ºС
0,2254
21,9388
Фракция 150-200 ºС
0,1847
10,4592
Фракция 200-250 ºС
0,1463
4,6939
Фракция 250-300 ºС
0,1055
2,1939
Фракция 300-350 ºС
0,0887
0,8929
Фракция 350-400 ºС
0,0528
0,3469
Фракция 400-450 ºС
0,0504
0,1276
Фракция 450-500 ºС
0,0431
0,0357
Фракция выше 500 ºС
0,1031
0,0000
Сумма молярных долей
1,0000
-
РЕЗУЛЬТАТЫ РАСЧЕТА НА ПЭВМ:
Молярная доля отгона ер = 0,732 при 351 ºС и 0,196 МПа.
СОСТАВ ФАЗ
|
Наименование |
Жидкая фаза |
Паровая фаза |
|
Фракция 100-150 ºС |
0,0138 |
0,3030 |
|
Фракция 150-200 ºС |
0,0233 |
0,2439 |
|
Фракция 200-250 ºС |
0,0395 |
0,1855 |
|
Фракция 250-300 ºС |
0,0563 |
0,1235 |
|
Фракция 300-350 ºС |
0,0962 |
0,0859 |
|
Фракция 350-400 ºС |
0,1011 |
0,0351 |
|
Фракция 400-450 ºС |
0,1393 |
0,0178 |
|
Фракция 450-500 ºС |
0,1463 |
0,0052 |
|
Фракция выше 500 ºС |
0,3841 |
0,0000 |
|
Сумма молярных долей 1,0000 1,0000 | ||
Определим массовую долю отгона нефти - сырья колонны К-2 при температуре 351 ºС и давлении 0,196 МПа.
![]()
Таблица 6.6
Определение молярной доли отгона отбензиненной нефти
На выходе в колонну в при температуре 351 ºС и давлении 0,196 МПа
|
№ п/п |
Пределы выкипания фракции, ºС |
Выход фракции (фактический) на сырье установки, %мас. |
Выход фракции на сырье колонны (Gi), %мас. |
Мi |
кмоль/ч |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
100-150 |
8,7 |
9,7 |
103 |
0,094 |
0,2254 |
|
2 |
150-200 |
9,5 |
10,6 |
138 |
0,077 |
0,1847 |
|
3 |
200-250 |
9,5 |
10,6 |
175 |
0,061 |
0,1463 |
|
4 |
250-300 |
8,9 |
10 |
225 |
0,044 |
0,1055 |
|
5 |
300-350 |
8,8 |
9,9 |
269 |
0,037 |
0,0887 |
|
6 |
350-400 |
6,1 |
6,8 |
305 |
0,022 |
0,0528 |
|
7 |
400-450 |
6,2 |
7 |
335 |
0,021 |
0,0504 |
|
8 |
450-500 |
6,1 |
6,8 |
368 |
0,018 |
0,0431 |
|
9 |
Более 500 |
25,5 |
28,6 |
658 |
0,043 |
0,1031 |
|
Итого |
- |
89,3 |
100 |
- |
0,417 |
1 |
Продолжение таблицы 6.6
|
№ п/п |
Средняя температура кипения фракции, ºС |
Давление насыщенных паров фракции при 351 ºС, МПа(Pi) |
|
|
|
|
|
1 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
125 |
4,3 |
21,9388 |
20,9388 |
15,3182 |
16,3182 |
|
2 |
175 |
2,05 |
10,4592 |
9,4592 |
6,9201 |
7,9201 |
|
3 |
224 |
0,92 |
4,6939 |
3,6939 |
2,7023 |
3,7023 |
|
4 |
275 |
0,43 |
2,1939 |
1,1939 |
0,8734 |
1,8734 |
|
5 |
325 |
0,175 |
0,8929 |
-0,1071 |
-0,0784 |
0,9216 |
|
6 |
374 |
0,068 |
0,3469 |
-0,6531 |
-0,4778 |
0,5222 |
|
7 |
425 |
0,025 |
0,1276 |
-0,8724 |
-0,6383 |
0,3617 |
|
8 |
474 |
0,007 |
0,0357 |
-0,9643 |
-0,7054 |
0,2946 |
|
9 |
637 |
0 |
0,0000 |
-1,0000 |
-0,7316 |
0,2684 |
|
Итого |
- |
- |
- |
- |
- |
- |
Продолжение таблицы 6.6
|
№ п/п |
|
|
|
|
|
|
1 |
14 |
15 |
16 |
17 |
18 |
|
1 |
0,0138 |
0,3030 |
31,2 |
0,187 |
1,4 |
|
2 |
0,0233 |
0,2439 |
33,7 |
0,202 |
3,2 |
|
3 |
0,0395 |
0,1855 |
32,5 |
0,195 |
6,9 |
|
4 |
0,0563 |
0,1235 |
27,8 |
0,167 |
12,7 |
|
5 |
0,0962 |
0,0859 |
23,1 |
0,139 |
25,9 |
|
6 |
0,1011 |
0,0351 |
10,7 |
0,064 |
30,8 |
|
7 |
0,1393 |
0,0178 |
6,0 |
0,036 |
46,7 |
|
8 |
0,1463 |
0,0052 |
1,9 |
0,012 |
53,8 |
|
9 |
0,3841 |
0,0000 |
0,0 |
0,000 |
252,7 |
|
Итого |
1 |
1 |
166,8 |
1 |
434,2 |
Окончание таблицы 6.6
|
№ п/п |
|
|
|
|
|
|
|
1 |
19 |
20 |
21 |
22 |
23 |
24 |
|
1 |
0,003 |
0,097 |
0,729 |
0,004 |
0,257 |
0,133 |
|
2 |
0,007 |
0,107 |
0,771 |
0,010 |
0,262 |
0,139 |
|
3 |
0,016 |
0,107 |
0,808 |
0,020 |
0,241 |
0,133 |
|
4 |
0,029 |
0,099 |
0,835 |
0,035 |
0,200 |
0,119 |
|
5 |
0,060 |
0,100 |
0,861 |
0,069 |
0,161 |
0,116 |
|
6 |
0,071 |
0,067 |
0,885 |
0,080 |
0,072 |
0,076 |
|
7 |
0,107 |
0,071 |
0,899 |
0,120 |
0,040 |
0,079 |
|
8 |
0,124 |
0,066 |
0,911 |
0,136 |
0,013 |
0,073 |
|
9 |
0,582 |
0,284 |
0,962 |
0,605 |
0,000 |
0,296 |
|
Итого |
1 |
1 |
- |
1,079 |
1,244 |
1,164 |
|
Определение давления насыщенных паров фракций |
|
Рис. 6.4. |
Массовая
доля отгона (![]() )
сырья основной колонны, полученная в
результате расчета, должна быть несколько
больше или равна теоретической доле
отгона
)
сырья основной колонны, полученная в
результате расчета, должна быть несколько
больше или равна теоретической доле
отгона![]() .
В нашем примере
.
В нашем примере![]() =0,508,
а
=0,508,
а![]() =0,509.
=0,509.
Массовая
доля отгона (![]() )
сырья основной колонны, полученная в
результате расчета, несколько больше
теоретической доли отгона
)
сырья основной колонны, полученная в
результате расчета, несколько больше
теоретической доли отгона![]() Следовательно, температуру нагрева
сырья на входе в колонну определили
верно.
Следовательно, температуру нагрева
сырья на входе в колонну определили
верно.
Проверку правильности расчета проводим, определяя плотность сырья колонны из соотношения

где
Определим плотность сырья по данным табл. 6.7 (колонка 24):
 .
.
Полученное значение плотности сырья колонны и определенное ранее значение должны совпадать. В нашем примере они совпадают.