

Типовой маршрут обработки.
1 отрезание заготовки в размер или с припуском.
2 правка прутка.
3 центрование.
4 токарная обработка ступеней
5 обработка пазов и радиальных отверстий.
6 термообработка.
7 шлифование.
8 прецизионная обработка (притирка, полировка).
Способы резки прутков.
В зависимости от типа производства, конфигурации и размеров деталей применяют следующий способы разрезания:
1 отрезание на фрезерно-отрезных станках, диаметр фрезы 810-1200.

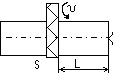

2 отрезание на токарных станках, применяется в единичном и мелкосерийном производстве. Ограничение L>D/2.
3 разрезание на штампах.
4 ножовочное отрезные станки. Эффективно применять при резке дорогостоящих материалов.

Кроме перечисленных способов резку производят на ленточно-отрезных станках, анодно-механические и т.д.
Способы правки прутков.
1 рихтовка ударами молота или кувалдой, применяемость (0,8…1 мм)/1000.
![]()
2 правка на штампах (0,05…0,07)/1000.
3 правка на роликовых устройствах.
Ценрование валов.
Центровое отверстие – это искусственная база, применяемая с целью обеспечения концентричности обработки поверхности, на одной или нескольких операциях.
Центровые отверстия различают:
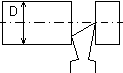
1 α=60°, для тяжелых деталей α=75°. На чертеже чаще указывают D.

Недостаток: смещение, из-за удара центрового отверстия, для этого применяют центра с защитной фаской.
2 α=120° - центровое отверстие с защитной фаской (большая площадь соприкосновения).

Точные детали на таких центрах не обрабатывают.
3 радиусно-центровые отверстия.
![]()
Центровые отверстия изготавливаются с помощью стандартных центровочных сверл соответствующей формы. В отдельных случаях центровочные отверстия изготавливают по следующему маршруту:
1 сверление.
2 зенкерование конуса.
3 зенкерование фасок.
Работы, выполняемые заготовительным цехом.
В зависимости от мощности завода, размеров изделий и деталей типа тел вращения на предприятии может быть основан заготовительный цех или участок. В этом цехе производится разрезка прутков, правка и центрование. Виды обработки рассмотрены выше.
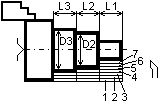
14. Способы точения ступенчатых валов.
1 точение ступеней с меньшего диаметра к большему.
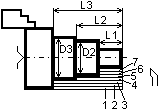
2 точение ступеней с большего диаметра к меньшему.
3 комбинированный способ.
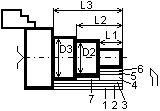
При обработке ступеней по 1-му варианту получается большее количество рабочих ходов, но меньшая длинна рабочего и холостого хода. По 2-му способу обеспечивается меньшее количество рабочих ходов, при большей длине рабочего хода. Третий способ применяется для кованных, штампованных поверхностей. Оптимальный вариант обработки определяется технико-экономическим сравнением длинны, рабочего хода и вспомогательных ходов.
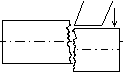
15. Многорезцовое точение.
Для повышения производительности труда в серийном производстве применяется многорезцовые токарные автоматы. Повышение производительности добиваются за счёт одновременной обработки нескольких цилиндрических поверхностей. Подрезка терцев в штучном времени, как правило, не указывается, т.к. этот переход перекрывается продольным точением. Кроме того, длинные поверхности можно обрабатывать несколькими резцами одновременно, тем самым уменьшается, длинна рабочего хода.
![]()
![]()
![]()

Мощность резания равна сумме мощности всех резцов. Поэтому часто нахватает мощности двигателя и приходится снижать скорость резанья. Настройка на размер обязательна по эталонным деталям.