

Раздел 3. Сварочное оборудование.
Тема 3. 1. Сварочные полуавтоматы. Основные элементы полуавтоматов и их назначение. Классификация полуавтоматов, технические характеристики. Назначение различных типов полуавтоматов. Настройка полуавтомата на выбранный режим сварки. Сварочные горелки.
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Посты для электрической ручной и механизированной сварки и установки для автоматизированной сварки плавлением содержат:
оборудование, обеспечивающее питание источника сварочной теплоты - электрической дуги, шлаковой ванны, электронного или светового луча и т.п ;
- сварочный манипулятор, предназначенный для закрепления и перемещения детали при сварке (перемещение электрода может обеспечиваться специальными устройствами в самоходных головках;
- оборудование, обеспечивающее необходимую защиту свариваемого металла от окисления и загрязнения с помощью флюса, потока или атмосферы защитного газа или вакуума.
Качество сварного шва зависит не только от применяемых сварочных материалов. При ручной и полуавтоматической сварке оно во многом определяется искусством сварщика. При автоматической сварке - от точности выдерживания параметров режима сварки: скорости подачи электрода, сварочного тока, скорости сварки, направления электрода по стыку и др.
Жесткие требования по точности выполнения устанавливаемых режимов предъявляются к манипуляторам и механизмам перемещения сварочного источника теплоты в автоматизированных установках. Допустимы следующие колебания скорости перемещения: при сварке под флюсом ±5 %; при аргонодуговой сварке тонколистовых металлов ±2 %; в установках для электронно-лучевой и лазерной сварки менее ±1 %. Точность установки свариваемых изделий и отклонение положения стыка при сварке не должно превышать 20 ... 25 % поперечного размера площади пятна ввода теплоты в изделие, т.е. при сварке под флюсом это составляете 1 ... 2 мм; при микроплазменной - не более 0.25 мм; при электронно-лучевой и лазерной (в зависимости от диаметра луча) от ±0.1 мм до ±10 мкм.
Конструкции сварочных установок имеют особенности, связанные с зашитой персонала от вредного воздействия различного характера в процессе выполнения сварочных операций. Например, устройства для отсоса вредных газов при термической резке и сварке; экранов и щитков, предохраняющих персонал от интенсивного ультрафиолетового и световою излучения при дуговой, плазменной или лазерной сварке; элементов конструкций установок для электронно-лучевой сварки, обеспечивающих защиту от рентгеновского излучения.
Пример комплектации стационарного поста для ручной сварки приведен на рис. 1.
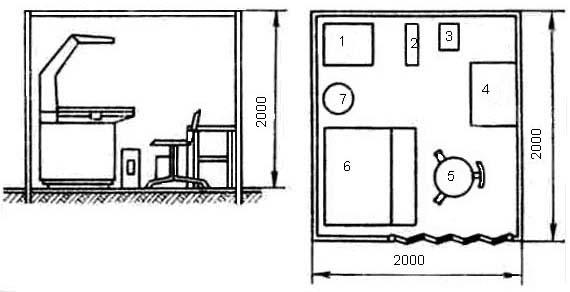
1 –источник питания; 2 –ящик для электродов; 3 –ящик для
инструмента; 4 –стеллажи для деталей и готовых сварных узлов; 5 –стул сварщика; 6 –стол сварщика; 7 – печь для прокалки электродов
Рисунок 1 – Сварочный пост для ручной дуговой сварки
Основной инструмент при ручной дуговой сварке электрододержатель. Основные параметры и технические требования, предъявляемые к электрододержателям. маркировка, методы испытания их установлены ГОСТ 14651-78.
Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4с и закрепление электрода в одной плоскости не менее чем в двух положениях - перпендикулярно и под углом, а также надежное присоединение многожильных кабелей с медными жидами
Электрододержатель предназначен для крепления электрода, подвода к нему сварочного тока и манипулирования электродом при сварке. Он должен быть по возможности легким, обеспечивать хороший электрический контакт, позволять вести работу без приложения сварщиком длительного усилия. Кроме того, держатель должен обеспечивать надежное крепление электрода в различных положениях, чтобы исключить возможность изгиба последнего при сварке в труднодоступных местах.
Существуют два основных типа электрододержателей:
- электрододержатели винтового типа (рисунок 2) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части, при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
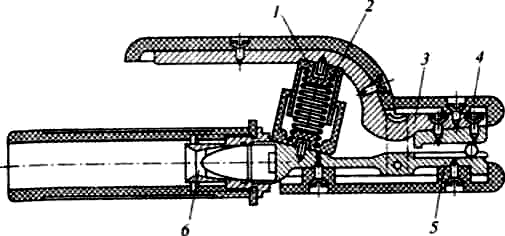
- электрододержатели с зажимом (рисунок 3) имеют зажимную часть. Электрод вставляется в этот зажим.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1: Электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
материалов, состояние свариваемой поверхности, качество подготовки и сборки кромок под сварку и т. д.

Рисунок 2 – Электрододержатель винтового типа
а)
1 – защитный колпачок пружины; 2 – пружина;
3 – рычаг с верхней губкой; 4 – теплоизоляция;
5 – нижняя губка; 6 – конус резьбовой втулки

б)
Рисунок 3 – Электрододержатель пассатижного типа: