

Хронометражная карта
|
|
|
|
|
|
|
|
|
| |||||||||||||||||||||||||
|
|
|
|
|
|
|
| |||||||||||||||||||||||||||
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
6,6 |
7,8 |
6 |
5,4 |
7,8 |
7,8 |
|
|
|
| |||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
0 |
0 |
1,2 |
0,6 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
6 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
|
|
|
| |||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
0 |
3 |
2,4 |
1,8 |
2,4 |
3 |
2,4 |
3 |
1,8 |
1,2 |
3 |
2,4 |
3 |
2,4 |
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
30 |
26,4 |
27 |
26,4 |
25,2 |
27 |
27 |
25.2 |
26.4 |
27 |
26,4 |
27 |
25,2 |
0,44 |
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
0 |
3 |
3,6 |
4,2 |
2,4 |
3 |
3 |
4,2 |
4,8 |
4,2 |
3,6 |
3,6 |
2,4 |
3 |
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработку хронометражного ряда следует осуществлять по специальной методике. Обработка хронометражного наблюдения производится вычитанием из последующего замера предыдущего с записью полученных результатов (очищенные замеры хроноряда) в отдельную таблицу. Затем, чтобы оценить хроноряд относительно его колебаний, рассчитывают фактический коэффициент устойчивости хроноряда, который определяется по формуле:
![]() ,
(10)
,
(10)
где tmax, tmin – соответственно максимальная и минимальная продолжительность выполнения элемента операции, полученная при замерах.
Рассчитанный таким образом фактический коэффициент устойчивости хроноряда не должен превышать нормативный.
Сравнив значения коэффициента устойчивости хроноряда с нормативным, видим, что в 8 операциях этот коэффициент превышает нормативный (исключение - операция №5).
В
случае неустойчивости ряда необходимо
попарно удалить из него максимальное
и минимальное значение и снова проверить
на устойчивость, рассчитав новое значение
фактического коэффициента устойчивости.
Убедившись в качественности ряда,
исчисляют его среднюю продолжительность
(![]() ).
).
Таблица 10 Результаты обработки хронометражного наблюдения
|
№ элемента операции |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
t max |
t min |
|
|
|
|
6 |
6.6 |
4,2 |
7,8 |
8,4 |
5,4 |
8,4 |
6,6 |
29,4 |
6,6 |
7,8 |
6 |
5,4 |
7,8 |
7,8 |
29,4 |
4,2 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28,8 |
13,2 |
2,18 |
|
|
|
0 |
0 |
1,2 |
0,6 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
6 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
6 |
0 |
- |
|
|
|
0 |
0 |
3 |
2,4 |
1,8 |
2,4 |
3 |
2,4 |
3 |
1,8 |
1,2 |
3 |
2,4 |
3 |
2,4 |
3 |
0 |
- |
|
|
|
30 |
30 |
26,4 |
27 |
26,4 |
25,2 |
27 |
27 |
25.2 |
26.4 |
27 |
26,4 |
27 |
25,2 |
0,44 |
30 |
25,2 |
1,19 |
|
|
|
0 |
0 |
3 |
3,6 |
4,2 |
2,4 |
3 |
3 |
4,2 |
4,8 |
4,2 |
3,6 |
3,6 |
2,4 |
3 |
4,8 |
0 |
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9,6 |
6 |
1,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
27,6 |
13,2 |
2,09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8,4 |
0 |
- |
|
Повторно проверим ряд на устойчивость.
Таблица 10 Результаты обработки хронометражного наблюдения
|
№ элемента операции |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
t max |
t min |
|
|
|
|
6 |
6.6 |
|
7,8 |
8,4 |
5,4 |
8,4 |
6,6 |
|
6,6 |
7,8 |
6 |
5,4 |
7,8 |
7,8 |
8,4 |
5,4 |
1,56 |
6,969231 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16,8 |
13,8 |
1,22 |
16,06154 |
|
|
|
|
1,2 |
0,6 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
|
1,2 |
1,2 |
1,2 |
|
1,2 |
1,2 |
0,6 |
2 |
1,145455 |
|
|
|
|
3 |
2,4 |
1,8 |
2,4 |
3 |
2,4 |
|
1,8 |
|
|
2,4 |
|
2,4 |
3 |
1,8 |
1,6 |
2,4 |
|
|
30 |
30 |
26,4 |
27 |
26,4 |
25,2 |
27 |
27 |
25.2 |
26.4 |
27 |
26,4 |
27 |
25,2 |
0,44 |
30 |
25,2 |
1,19 |
28,97231 |
|
|
|
|
3 |
3,6 |
|
|
3 |
3 |
|
|
|
3,6 |
3,6 |
|
3 |
3,6 |
3 |
1,2 |
3,257143 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8,4 |
6,6 |
1,27 |
7,145455 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
14,4 |
1,25 |
16,96364 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,2 |
3 |
1,4 |
3,733333 |
Значение
оперативного времени на операцию (Топ)
определим суммированием всех
![]() :
:
ТОП=86,6481 (с.)
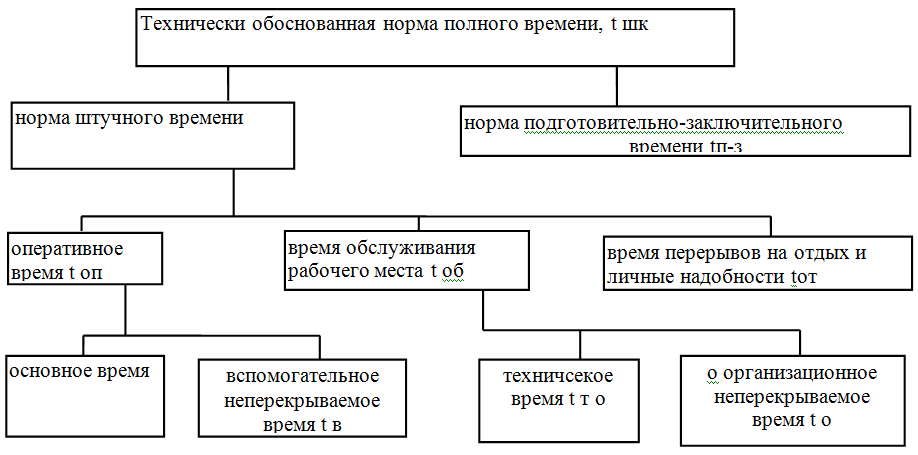
Таким образом, мы определили технически обоснованную норму времени на выполнение операции «получистая обточка»: 1,44 мин.
Задание 6. Определить технически обоснованную норму времени на одну деталь и на партию деталей, а также норму выработки при 8-часовом рабочем дне. Сделать выводы
Исходные данные: основное время на производство детали состоит из 5 переходов, в которых l1 = 525,0 мм, l2 =12 мм, l3 = 3 мм, S = 0,15 мм, N = 800 об/мин, L = 2, Тв = 5 мин, Ттех = 2%, Торг = 1.5 %, Тотл = 2%, Тпз = 4 мин. Количество изделий в партии – 50 шт.
Решение: Расчет технически обоснованной нормы времени производится по штучному времени Тшт, которое слагается из операционного времени Топ, являющегося суммой технологического (основного) и вспомогательного времени, времени на обслуживание рабочего места Тоб и времени на отдых и естественные надобности Тпер:
Тшт = Топ + Тоб +Тпер (мин.) (11)
Рассчитаем основное время на изготовление одной детали.
Основное машинное время на токарную обработку определяется по формуле:
![]() ,
(12)
,
(12)
где L – длина обрабатываемой поверхности, мм; у – величина врезания резца, мм; у1 – свободный выход резца, мм; n – число оборотов в минуту, об./мин; S – подача резца, мм/об.; i – число проходов.
Т1= 5*(2+525)/800*0,15 = 21,85 (мин.)
Т2= 5*(2+12)/800*0,15 = 7,85 (мин.)
Т3= 5*(2+3)/800*0,15 = 0,65 (мин)
Тосн.= Т1 + Т2 + Т3 (13)
Тосн= 21,85+ 7,85 +0,65= 30,35 (мин.)
Оперативное время:
Тoп= toсн + tв (14)
Тoп=30,85 + 5= 35,85 (мин.)
Время на техническое обслуживание находится:
Ттех= 0,02* Тoп (15)
Ттех= 0,02* 35,85= 0,72 (мин)
Время на отдых и личные надобности определяется
toт.л = toп *0,02 (16)
Тотл = 0,72 (мин.)
Время на организационное обслуживание определяется в % от toп.
Торг= 0,54(мин.)
Общее время на обслуживание рабочего места
Тoб = Ттех + Тoрг (17)
Тоб= 0,72 + 0,54 = 1,56 мин.
Норма штучного времени на деталь:
Tшт = toп + toб + toт.л (18)
Тшт =35,85 + 1,56 + 0,54 = 37,95 (мин.)
Подготовительньно-заключительное время составляет 4 мин.
Таким образом, технически обоснованная норма полного времени на изготовление 1 детали составит:
Тшк = 37,95+4 = 41,95 (мин.)
Технически обоснованная норма полного времени на изготовление партии деталей составит:
Тшк = 37,95*5+4 = 1901,5 (мин.)
Норма выработки является величиной, обратной технической норме времени, и представляет собой количество продукции, которое должно быть произведено рабочим в единицу времени (минуту, час, смену):
Н = 480 / Тшк (при 8-часовом рабочем дне) шт. (19)
Н = 480-18/ 41,95 = 11 (дет)
Ответ: технически обоснованная норма полного времени на изготовление 1 детали составит 41,95 мин.; технически обоснованная норма полного времени на изготовление партии деталей составит 1901,5 мин.
Норма выработки при 8 часовом рабочем дне составляет 11 деталей.
Список использованных источников
1. Непомнящий Е.Г. Экономика и управление предприятием. – Таганрог: Изд-во ТРТУ, 2007.
2. Ребрин Ю.И. Основы экономики и управления производством. – Таганрог: Изд-во. ТРТУ, 2007.
3. Организация, планирование и управление предприятием машиностроения/ Под ред. И. М. Разумова. – М.: Машиностроение, 2007.
4. Организация, планирование и управление предприятием электронной промышленности/ Под ред. П. М. Стуколова. – М: Высшая школа, 2007.
5. Организация и планирование радиотехнического производства. Управление предприятиями промышленности/Под ред. А.М. Кноля и Г. М. Лапшина. – М: Высшая школа, 1987.
6. Организация и планирование радиотехнического производства. – М: Радиосвязь, 1984.
7. Справочное пособие директору производственного объединения (предприятия)/ Под ред. Г. А. Егиазаряна и А. Д. Шеремета. – М.: Экономика, 2000.
8. Новицкий Н. И. Организация производства на предприятиях: Уч.-метод. пособие. – М.: Финансы и статистика, 2003.
Планирование, финансы, управление на предприятии: Практ. пособие. – М.: Финансы и статистика, 2004.