

1.3.3 Анализ технологичности детали
Таблица 3 – Анализ технологичности
|
Технологично |
Не технологично |
|
-поверхности легко доступны для обработки и измерения.
|
-деталь – тело вращения, с множеством уступов, имеет радиусный уступ, что требует специального инструмента, не симметричный элемент. Фасонные поверхности элементы сопряжения -деталь невозможно обработать за один рабочий ход и за один установ, т.к. диск имеет многочисленные уступы, невозможность обработки детали за один установ. -Разная шероховатость на торцевых поверхностях и сопряженных с ними цилиндрических поверхностях. -Деталь имеет радиусный вырез на торце виде лопаток , что требует специального приспособления и инструмента. |
Определение коэффициентов для оценки технологичности детали.
1 Коэффициент унификации.
 >0,6-деталь
технологична для среднесерийного
производства.
>0,6-деталь
технологична для среднесерийного
производства.
2 Коэффициент точности.
Аср= >9-Деталь не
относиться к весьма точной и не является
труднообрабатываемой.
>9-Деталь не
относиться к весьма точной и не является
труднообрабатываемой.
.
3 Коэффициент шероховатости.
 >0,28-деталь
технологична по шероховатости.
>0,28-деталь
технологична по шероховатости.
1.3.4 Метрологическая экспертиза чертежа и выбор средств измерения
Цель метрологической экспертизы – определить, что проверять и чем проверять. Деталь должна быть пригодна для контроля, то есть проверка заданных норм точности должна быть обеспечена средствами измерения(СИ), а поверхности доступны для подвода к ним СИ.
Следует оценить правильность выбора измерительных баз, целесообразность и правильность применения допусков расположения, правильность обозначения единиц измерения.
Таблица 4 - Результаты метрологической экспертизы
|
№ поверхности |
Обозначение поверхности |
Контролируемая точностная характеристика |
Уровень специализации средства |
Вид контроля |
Способ контроля |
Средство измерения точностной характеристики |
Контролируемая качественная характеристика |
Средство измерения качественной характеристики |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
4 |
ВЦП Ø 14,5 |
Тр |
С |
Спл |
П |
Калибр пробка 14,5Js6 +0,0055 -0,0055 |
Ra |
Профило метр |
|
6 |
НЦП Ø 40h8 -0,039 |
ТФ |
|
|
|
Калибр скоба Ø 40h8 -0,039 |
|
|
|
7 |
ВЦП Ø37H7 +0,025 |
Тф |
|
|
|
Калибр пробка Ø37H7 +0,025 |
|
|
|
8 |
НЦП Ø33h8 -0,039 |
Тф |
С |
Спл |
П |
Калибр скоба Ø33h8 -0,039 |
|
|
|
35 |
НЦП Ø97h8 -0,054 |
Тф Тр |
С |
Спл |
П |
Калибр скоба Ø97h8 -0,054 |
Ra |
Профило метр |
1.4. Выбор и обоснование вида заготовки
Выбор метода получения заготовки определяется целым рядом факторов: конструкцией детали, материалом, техническими требованиями, объёмом выпуска. Вид заготовки, метод получения, точность и изготовление непосредственно определяют точность, производительность и экономичность метода механической обработки. Поэтому более рациональным с точки зрения экономии металла является использование в качестве заготовки отливку.
Таблица 4.1 - Механические свойства стали АК6
|
Марка |
Термическая обработка |
σв, МПа (кгс/мм2) |
Относит. удлинение, δ, % |
Твердость по Бринеллю НВ |
|
АК6 |
|
0,002 |
12,5 |
HB 10 -1= 95 - 100 МПа |
Таблица 4.2 - Химический состав стали АК6 ГОСТ 4784-97
|
Вид материала |
Содержание элементов, % | |||||||||
|
Fe |
Si |
Mn |
Ni |
Ti |
Al |
Cu |
Mg |
Zn |
Примесей | |
|
АК6
|
до 0.7 |
0.7-1.2 |
0.4-0.8 |
до 0.1 |
до 0.1 |
93.3 -96.7 |
1.8 -2.6 |
0.4 -0.8 |
до 0.3 |
прочие, каждая 0.05; всего 0.1 |
Сталь АК6 имеет хорошие технологические свойства: легко прокатывается, сваривается, штампуется.
Коэффициент обрабатываемости Kv=1,1
работки. Поэтому в условиях крупносерийного производства более рациональным с точки зрения экономии металла является использование в каВывод к таблице 6: Из таблицы видно что коэффициент относительной обрабатываемости равен 1,1 по отношению к стали 45, т. е. материал АК6 обрабатывается легче чем сталь 45.
Выбор метода получения заготовки определяется целым рядом факторов: конструкцией детали, материалом, техническими требованиями, объёмом выпуска. Вид заготовки, метод получения, точность и изготовление непосредственно определяют точность, производительность и экономичность метода механической обчестве заготовки отливку. Тип литья – по выплавляемым моделям
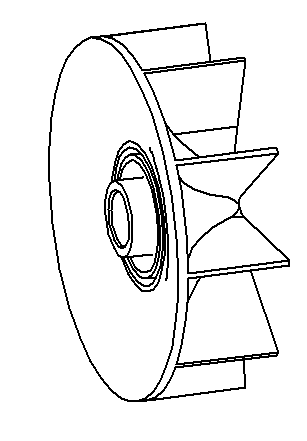
Рисунок 2 - Эскиз заготовки