

3.2 Стадия перегруппировки и нейтрализации
3.2.1 Описание технологического процесса перегруппировки и нейтрализации
В основе процесса переработки оксима в
лактам лежит реакция Бекмановской
перегруппировки, представляющая собой
внутримолекулярную изомеризацию оксима
под действием 21,5-24 %-ного олеума с
расширением цикла, по следующему
уравнению:
основе процесса переработки оксима в
лактам лежит реакция Бекмановской
перегруппировки, представляющая собой
внутримолекулярную изомеризацию оксима
под действием 21,5-24 %-ного олеума с
расширением цикла, по следующему
уравнению:

олеум
96оС
– 125оС
Реакция идет с выделением тепла в количестве 235 кДж - в пересчете на 1 моль оксима.
Реакция перегруппировки протекает при катализе сильными минеральными кислотами (олеумом). Механизм является ионным и включает образование катиона с положительным зарядом на атоме азота и миграцию к нему алкильной группы. На заключительной стадии лактимная форма ε - капролактама переходит в лактамную.
Выход реакции в промышленных условиях составляет 99,5 % при температуре от 96 °С до 125 °С.
Механизм Бекмановской перегруппировки оксима в лактам можно представить в следующем виде:
1 стадия
Образование протонированной формы оксима (ионной пары):




 =NOH
=NOH + _
=NOH
=NOH + _

 +
H2SO4
Н
• HSO4
+
H2SO4
Н
• HSO4
2 стадия
Дегидратация оксима в ионной паре:



 =NOH + _
=N
+ _
=NOH + _
=N
+ _
-H2O

H • HSO4 • HSO4
При этом происходит образование катиона с положительным зарядом на атоме азота.
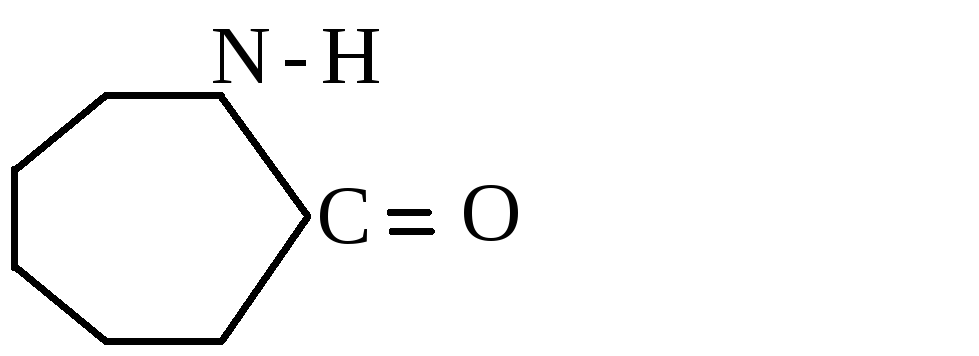
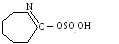
3 стадия
Миграция к атому азота близлежащего атома углерода с расширением цикла
Сульфоэфир
лактимной формы
ε
–капролактама
 •H2SO4
•H2SO4
4 стадия
Гидролиз сульфоэфира лактимной формы ε - капролактама с образованием ε- капролактама в лактимной форме и серной кислоты:
+
Н2О
-
Н2SО4

или

Стадия гидролиза сульфоэфира→ в крепком олеуме протекает незначительно, этим и обусловлена необходимость стадии нейтрализации, где в основном проходит гидролиз сульфоэфира.
 5
стадия
5
стадия
П
 ереход
- капролактама из лактимной формы в
лактамную (лактим-лактамная таутомерия)
ереход
- капролактама из лактимной формы в
лактамную (лактим-лактамная таутомерия)
Лимитирующей стадией Бекмановской перегруппировки является разрыв связи С – С с образованием связи С – N. Ввиду незначительного гидролиза сульфоэфира в 21,5 – 24 %-ном олеуме, перегруппированный продукт состоит из следующих соединений:
N
-
H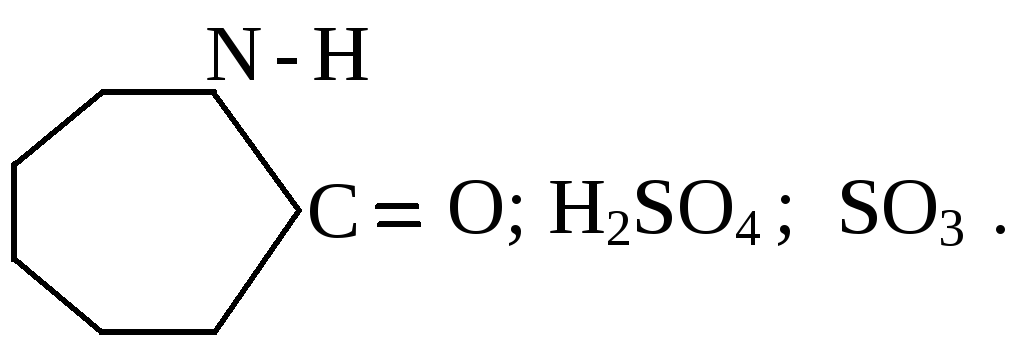


O



Н2SO4; C




 •OSO2OH;
•OSO2OH;


В связи с этим процесс получения лактамного "масла" заканчивается обработкой перегруппированного продукта аммиачной водой на стадии нейтрализации:
+
2NН4ОН
=



+
2NН4ОН
=
Процесс Бекмановской перегруппировки оксима в лактам проводится в реакторах перегруппировки по двухступенчатой схеме. Предусмотрена возможность ведения процесса перегруппировки по одноступенчатой схеме. Вторая ступень перегруппировки работает параллельно с одной из первых ступеней или одновременно с двумя первыми ступенями. Перегруппировка оксима на первой ступени при работе по двухступенчатой схеме осуществляется при температуре от 96 °С до 115 °С, на второй ступени при температуре от 100 °С до 125 °С. При работе в стадии перегруппировки в одну ступень перегруппировка оксима осуществляется при температуре от 114 °С до 125 °С. Данные температуры обеспечивают наивысшую скорость целевой реакции при относительно низких скоростях побочных реакций. При более низкой температуре происходит накопление оксима вследствие понижения скорости реакции и увеличения вязкости циркулирующего перегруппированного продукта. Оксим и олеум подаются в молярном соотношении 1/1,65, так чтобы кислотность перегруппированного продукта составила от 57,5 % до 61,5 % при работе по одноступенчатой схеме и от 61 % до 65 % при работе по двух ступенчатой схеме. При кислотности менее 57,5 % происходит увеличение вязкости перегруппированного продукта и как следствие этого, ухудшение теплосъема и накопление оксима в продукте, что может привести к выбросу. Кроме того, при снижении кислотности происходит неполное связывание воды в оксиме, что приводит к гидролизу оксима на анон и ГИАМ. Выделившийся анон в свою очередь вступает в реакции поликонденсации с образованием продуктов конденсации и воды. Реакция идет как цепная и приводит к выбросу токсичных продуктов. Увеличение кислотности перегруппированного продукта более 65 % ведет к неоправданному перерасходу олеума, а также снижает эффективность процесса перегруппировки, так как SO3 в олеуме оказывает окисляющее действие на лактам.
Критерием отсутствия воды в перегруппированном продукте является массовая доля свободного SО3 в перегруппированном продукте в пределах от 1 % до 5 %.
Примеси, содержащиеся в исходных продуктах, могут влиять на процесс следующим образом:
- повышенное содержание анола в аноне ведет к возрастанию экстинкции чистого лактама. При перегруппировке анол реагирует с олеумом с образованием продуктов разложения;
- повышенное содержание анона в оксиме ведет к возможности сульфирования анона и вспенивания при перегруппировке.
В процессе перегруппировки могут иметь место следующие побочные реакции:
- две молекулы оксима могут давать декагидрофеназин-I и октагидрофеназин-II.
Этим побочным реакциям способствует повышенное содержание оксима в перегруппированном продукте, что является следствием снижения скорости реакции перегруппировки, происходящей при снижении температуры процесса.
Более высокая температура приводит к образованию эфира оксима:
=
NOH =
NOSO3H


 +
H2SO4 +
H2O
+
H2SO4 +
H2O
При слишком высокой температуре может образоваться нитрилгексен:
=
NOSO3H

 +
HSO4─
+
HSO4─
=
N+


С
= N

 +
H2O
+ H+
+
H2O
+ H+
СH2OH
С
= N

 +
OH-
+
OH-
Температура более 140 °С может привести к выбросу. Свободная вода в перегруппированном продукте приводит к гидролизу оксима на анон и гидроксиламин:
=
NOH =
O

 +
H2O
+ NH2OH
+
H2O
+ NH2OH
Выделившийся анон вступает в реакцию поликонденсации с образованием воды:
=



 +
Н2О
+
Н2О
Реакция идет как цепная.
Процесс нейтрализации перегруппированного продукта проводится при температуре от 40 °С до 55 °С. При более высокой температуре происходит гидролиз лактама в ε - аминокапроновую кислоту, что снижает выход полезного продукта, а также нарушается технологический режим стадии экстрагирования:
О



 +
Н2О
Н2N
– (СН2)5
С ε
– аминокапроновая
кислота
+
Н2О
Н2N
– (СН2)5
С ε
– аминокапроновая
кислота
ОН
При более низкой температуре возникает опасность кристаллизации сульфата аммония в циркуляционных холодильниках нейтрализации. рН процесса нейтрализации поддерживается в пределах от 4,5 до 6,0 ед. рН. Отклонение от них может привести к неудовлетворительному разделению фаз в сепараторе поз. S - 706, в результате чего в лактамном «масле» окажется значительное количество сульфата аммония, который, пройдя через стадию экстрагирования, попадает на стадию дистилляции, где явится инициатором полимеризации капролактама. По этой же причине необходимо строго выдерживать массовую долю раствора сульфата аммония после сепаратора поз. S - 706, от 38 % до 43 %. При более высокой массовой доле сульфата аммония возможна его кристаллизация.