

Автоматизация сварочных процессов Лекция №1 Введение
Сварка — современный прогрессивный метод создания неразъемных соединений из металлов, сплавов и различных полимерных материалов.
Современное сварочное оборудование имеет высокую производительность. Сварка токами высокой частоты обеспечивает формирование швов при изготовлении труб со скоростью 50м/мин. Скорость двух- и трехдуговой сварки под флюсом достигает 4-5 м/мин. Точечные машины для контактной сварки обеспечивают производительность сварки до 350 точек в минуту.
Подлинный прогресс в развитии сварочного производства определяют механизация и автоматизация процесса сварки, особенно при комплексном подходе к задаче, т.е. если ее решение будет затрагивать все этапы сварочного производства — заготовительные, транспортные, загрузочные, сварочные, сборочные и отделочные операции. При механизации и автоматизации сварочного производства можно повысить производительность труда, качество продукции, сократить численность обслуживающего персонала. Труд рабочего в этих условиях становится более содержательным и творческим.
Механизация – это замена мускульных усилий человека усилиями механизмов, при этом за человеком остаются функции контроля и управления.
В зависимости от степени механизации процесса рабочий частично или полностью освобождается лишь от выполнения мускульных усилий. Однако за ним полностью сохраняются функции контроля и управления.
Автоматизация – это высшая степень механизации, когда человек освобождается не только от мускульных усилий, но и от оперативного контроля и управления за технологическими процессами производства.
Автоматизация процесса сварки — это перевод сварочного оборудования на автоматический режим работы, внедрение в производство технических устройств, действующих полностью без участия человека.
Если человек полностью выводится из процесса производства, то такой процесс называется автоматическим
Если человек частично выводится из процесса производства (остаются функции контроля), то такой процесс называется автоматизированным.
Пример частичной автоматизации в сварке — это процесс дуговой сварки с использованием сварочных аппаратов с постоянной и управляемой (принудительной) скоростью подачи электродной проволоки. В данном случае механизированы подача электродной проволоки, перемещение электрода вдоль линии свариваемого стыка, подача флюса (защитного газа); автоматизирован процесс управления напряжения дуги (изменением по заданному закону скорости подачи электродной проволоки при отклонении напряжения дуги от номинального значения).
Оснащение сварочного аппарата следящей системой за сварочным стыком и средствами контроля параметров режима сварки позволяет перейти к стадии полной автоматизации производственного процесса, когда сварку можно выполнять без участия человека. За оператором-сварщиком остаются лишь функции предварительной настройки процесса сварки, включения оборудования и наблюдения за ходом процесса сварки.
Все автоматические устройства, действующие без непосредственного участия человека, можно разделить на два класса: сварочные автоматы (или полуавтоматы) и автоматические системы ), см. рисунок.
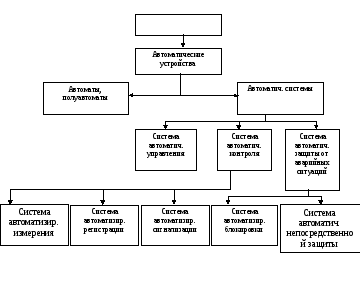
У автоматов периодическая загрузка изделия, смена инструмента, контроль процесса сварки, переналадка оборудования выполняются по ходу работы автоматически; останов работы автомата требуется только для его настройки. У полуавтоматов для повторения процесса сварки, установки заготовки, снятия готового изделия, пуска требуется вмешательство человека.
Автоматические системы поддерживают неизменными или изменяют по заданному закону управляемые величины технологического процесса сварки без участия оператора- сварщика, осуществляют контроль их значений и обеспечивают безаварийную работу сварочного оборудования.
Автоматические системы можно разделить на 3 большие группы:
1. Системы автоматического управления –реализуют интеллектуальную составляющую сварочного оборудования, автоматически поддерживая в процессе сварки заданные значения управляемой величины.
2. Системы автоматического контроля –решают задачи измерения, регистрации и сигнализации о значениях физических показателей (параметров) режимов сварки.
3. Системы автоматической защиты от аварийных ситуаций –системы непосредственной защиты и блокировки сварочного оборудования от разрушитель сварочном производстве различают три фазы контроля: исходных материалов перед сваркой, параметров в процессе сварки и качества сварных соединений.
Системы, составляющие 2 и 3 группы, относят к системам автоматики.
Системы автоматического контроля делят на три вида: измерения, сигнализации и регистрации.
Системы автоматического измерения контролируют параметры объекта, процесса и выдают результаты в абсолютных значениях во всем диапазоне изменения. Например, при дуговой сварке контролируют силу тока и напряжение дуги, скорость сварки, при контактной сварке — силу тока, усилие сжатия электродов, время сварки и т.д. Измерительным устройством (индикатором) обычно служит стрелочный или цифровой прибор. При контактной сварке используют также специальные приборы типа АСТ, АСД, СМ для измерения силы среднего и действующего тока, амплитуды и длительности протекания тока.
Для контроля качества сварных соединений неразрушающими методами применяют такие устройства контроля, как установки рентгеновского контроля РУП-120-5, «Лилипут», «Медикор» и др.; гамма-дефектоскопы типов УЗД и ДУГ.
 Системы
автоматической сигнализации
применяют,
когда требуется определять не
конкретный параметр процесса, а лишь
получать информацию о том, изменяется
ли он в допустимых пределах. О
достижении граничного значения такая
система оповещает световым или звуковым
сигналом.
Системы
автоматической сигнализации
применяют,
когда требуется определять не
конкретный параметр процесса, а лишь
получать информацию о том, изменяется
ли он в допустимых пределах. О
достижении граничного значения такая
система оповещает световым или звуковым
сигналом.
Системы сигнализации используют также при необходимости установить факт существования или достижения контролируемым объектом определенного состояния. В машине МШРП-1-3 для роликовой сварки пластмассовых деталей система сигнализации, состоящая из гидравлического реле и сигнальной лампы, служит для контроля наличия воды в канале охлаждения электрода. В высокочастотной установке ЛД1-2 для сварки пластмасс световая сигнализация дает знать сварщику, что подготовка генератора (первичный прогрев) закончилась и можно начинать сварку.
Системы автоматической регистрации контролируемых параметров состоят из соответствующих датчиков и самопишущих и печатающих приборов или осциллографов, записывающих изменения параметров объекта на каком-либо носителе, чаще всего на бумажной ленте (например, прибор ИСТ-4АМ (разработан в ИЭС им. Е. О. Патона) для измерения и регистрации амплитудных значений силы тока при контактной сварке; приборы с потенциометрическими и индуктивными датчиками для регистрации усилия сжатия свариваемых деталей).
Примером применения комплексной системы автоматического контроля в сварочном производстве является прибор УВС, состоящий из магнитоупругого датчика, усилителя, индикатора и отключающего устройства. Прибор позволяет контролировать продолжительность сварочного импульса и прекращать подачу сварочного тока, как только прочность сварного соединения достигает максимального значения.
В сварочном производстве различают три фазы контроля: исходных материалов перед сваркой, параметров в процессе сварки и качества сварных соединений.
Cистемы автоматической защиты от аварийных ситуациях можно разделить на 2 класса: системы непосредственной защиты и автоматической блокировки:
1) системы непосредственной защиты: плавкие предохранители разнообразных конструкций, электрические защитные автоматы, автоматы повторного включения. Принцип действия основан на срабатывании (разрыве защищаемой токоведущей электрической цепи) при достижении сварочным током критических значений.
2)системы автоматической блокировки решают 2 задачи: защита оборудования от неправильного действия обслуживающего персонала (обеспечение заданной последовательности действий оборудования и включение резервного оборудования при выходе из строя основного.
В последние годы применяют промышленные сварочные роботы — автоматы, характеризующиеся гибкой кинетической схемой, разнообразием выполняемых операций, программной переналадкой на сварку изделий широкой номенклатуры. Это универсальные автоматические манипуляторы с программным управлением, предназначенные для воспроизведения управляющих и двигательных функций человека, обладающие способностью к адаптации.
Автоматизированное и механизированное оборудование часто объединяют в группы. Одна из них — автоматическая линия — это производственный участок, специализированный на выполнении одной или нескольких однотипных сварочных операций . Автоматическая линия состоит из группы сварочных автоматов, объединенных общей системой управления и общими транспортными устройствами с единым темпом работы.
Высокое качество работы сварочного оборудования напрямую связано с последними достижениями в области радиоэлектроники, электротехники, оптики, автоматики, микропроцессорной и вычислительной техники.
Известно сотни способов сварки и их разновидностей. В одних случаях уже применены адаптивные системы (например, в дуговой, контактной сварке), в других — использована только механизация процесса, в третьих — сварка осуществляется полностью вручную.
Открытие в 1942 г. В. И. Дятловым явления саморегулирования дуги позволило создать и широко использовать простые и надежные сварочные установки с постоянной скоростью подачи электродной проволоки. Дальнейшим развитием такого оборудования занимались Б.Е.Патон, В.К.Лебедев, Г.М.Каспржак, И.Я.Рабинович.
С 1950 г. создатели сварочного оборудования широко используют методы теории автоматического управления и вычислительную технику. Начался период более полной автоматизации сварочных процессов, а затем и сборочно-сварочного производства (работы Б. Е. Патона, К. К. Хренова и других исследователей по изучению свойств различных систем автоматического управления дуговой сварки и сварки под флюсом).
Большое влияние на развитие и широкое применение при расчетах статических и динамических характеристик сварочных процессов методами теории автоматического управления, на проектирование автоматического сварочного оборудования оказали работы ученых: Б.Е. Патона, Ф.А.Аксельрода, Б.Д.Орлова, А.С.Гельмана, В.К.Лебедева, П.Л.Чулошникова, Н.В.Подолы, Ю.А.Паченцева, Д. С. Балковец — в области контактной сварки; Б.Е. Патона, В. К.Лебедева, А. И.Чвертко, Н.С.Львова, Э.М.Эсибяна, В. В. Смирнова и др. — в области электродуговой, шлаковой сварки и наплавки; Ю.Н.Ланкина, В.М.Язовских, В.Я.Беленького, В.В.Башенко, В. Н.Ластовиря, О. К. Назаренко, В. А. Виноградова, В. А. Казакова, В.А.Лаптенка и др. — в области электроннолучевой сварки; Б. Е. Патона, Г.А.Спыну, В.А.Тимченко, Ф.А.Киселевского — в области роботизации дуговой и контактной сварки. В 1970 —80-е гг. начались работы по оснащению сварочного оборудования следящими системами с электромагнитными и оптическими датчиками для автоматической ориентации электрода по линии стыка. Внедрению этого оборудования в производство способствовали работы Ю.А. Паченцева, Н.С.Львова, Р.М.Широковского, Ш.А.Вайнера, Ф.Л.Киселевского, В.В.Смирнова и других ученых.
В середине 1980-х гг. М.Л.Лифшицем, Д.Д.Никифоровым и другими учеными были разработаны телевизионные системы для автоматической коррекции положения сварочной ванны относительно свариваемого стыка при электронно-лучевой сварке.
В настоящее время серийный выпуск автоматизированного сварочного оборудования, инверторных источников питания с микропроцессорами в контуре управления налажен в зарубежных фирмах Lincoln Electric и Miller (США), Kllos и Killberg (Германия), ЕSАВ (Швеция), КЕМРРI (Финляндия), FRONIUS (Австрия) и др. Микропроцессорную технику можно отнести к сварочному оборудованию нового поколения, характеризуемому большим быстродействием, многофункциональностью в решении технологических задач, гибкостью перестройки и выбора рабочих программ, удобством в регулировке и визуализации параметров режима сварки, малыми габаритами и высокой надежностью в работе.
Автоматизация сварочного оборудования прежде всего предполагает оснащение этого оборудования системами автоматического управления. Они представляют собой наиболее сложный и в то же время самый распространённый вид автоматических систем, изучению которых и посвящена настоящая дисциплина.