

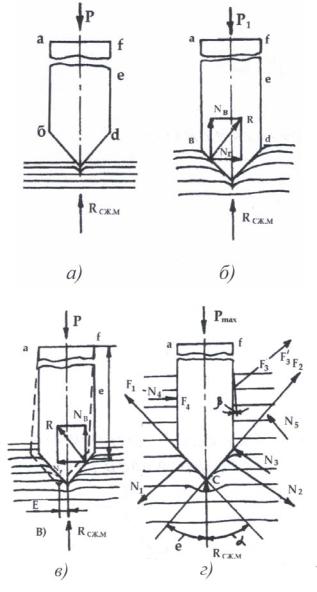
Рисунок 17.2 – Схемы сжатия материала при разрубе:
а – начальные силы сжатия; б – силы упругого и пластического сжатия; в – силы разрушения материала при разрубе; г – схема сил при окончательном разрубе материала [31]
Вторая стадия процесса разруба настила начинается с момента, когда напряжение сжатия верхнего слоя кромкой лезвия достигает величины предела прочности разрубаемого материала на сжатие. Резание наружного слоя сопровождается в первый момент интенсивным ростом нормальных сил и сил трения, действующих на грани лезвия (рисунок 17.3).
По мере погружения лезвия резака в материал асимметричность нагрузки на его гранях увеличивается, что ведет к росту горизонтальной составляющей nс и деформации ножей Е (рисунок 17.2, в).
493
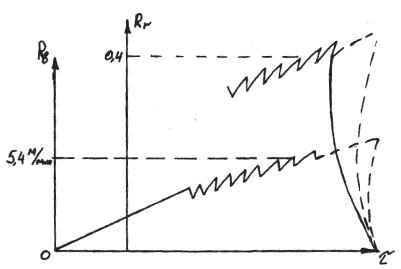
Рисунок 17.3 – Зависимость тангенциальных напряжений от равнодействующих горизонтальной и вертикальной сил резания
С момента окончания разрушения слоя настила составляющая усилия Rг и Rв несколько уменьшаются, а при разрубе предыдущего слоя Rг и Rв увеличиваются, достигая максимальных усилий разруба первого слоя или их превышая (в зависимости от физико-механических свойств и условий резания). Аналогично протекает процесс разруба последующих слоев настила.
Таким образом, процесс вырубания имеет дискретный характер и состоит из последовательных стадий сжатия выруба первого и последующих слоев в результате появления предельных напряжений сжатия в контакте слоя материала с кромкой лезвия (рисунок 17.3).
Из равновесия сил, действующих на нож резака (рисунок 17.2, г) получим:
Pmах – Rр + fNcosα + N1в cosα + N3fcosβ + fN4 + N5 f = = Rр + f [(N1 + N2)cos α + N3 cosβ + N4 + N5];
|
(17.2) |
R г max = R г2 + Rг5 + N5 – Rг1 – N4. |
(17.3) |
494 |
|
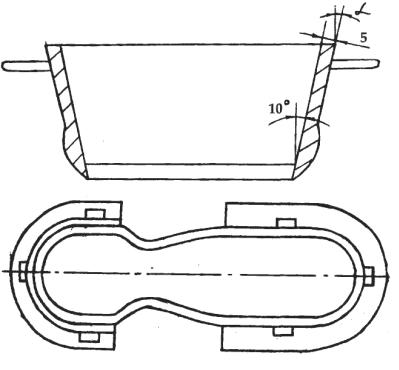
Рисунок 17.4 – Резаки для вырубания детали низа обуви [81]
Резак имеет развал к обуху, угол развала = 1о 30′–3о, благодаря которому вырубленные детали свободно удаляются из него.
Резаки для многослойных настилов из текстиля и искусственных материалов изготавливают высотой 32 и 48 мм. Для предупреждения деформации материала и сдвига слоев настила при вырубании резаки могут иметь прессуемый подпружиненный внутри сбрасыватель.
Для вырубания деталей, например, верха обуви из кожи применяют резаки высотой 22 или 32 мм. Резаки высотой 22 мм применяют трех типов: однолезвийные с острой режущей кромкой; однолезвийные с притупленной режущей кромкой и двухлезвийные с притупленной режущей кромкой и двухлезвийные с двумя притупленными режущими кромками. Последние служат для вырубания деталей на металлических подушках.
Для увеличения процента использования материала и производительности труда при вырубании некоторых деталей применяют разомкнутое и со-
497
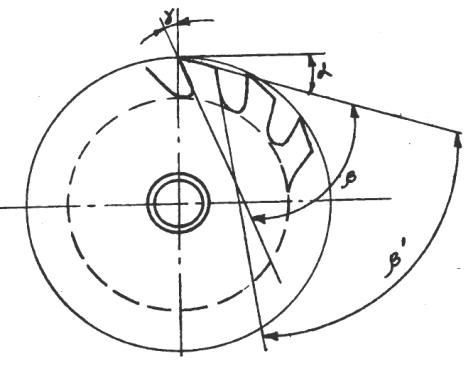

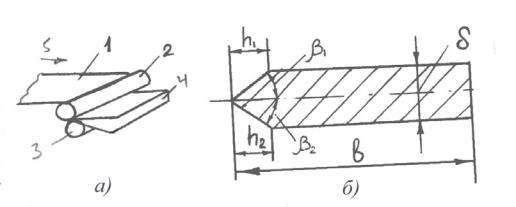
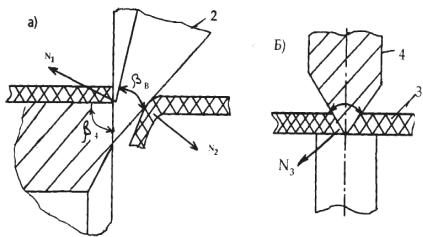
Рисунок 17.8 – Методы продольного резания бумаги:
а – резание ножами, действующими по принципу ножниц; б – резание ножом, действующим по методу давления; 1 – нижний чашечный нож; 2 – полотно бумаги; 3 – верхний тарельчатый нож; 4 – дисковый нож; 5 – цилиндрическая втулка-вал; βн, βв, βд – угол заострения ножа; N1, N2, N3 – усилия от воздействия ножей на бумагу [131]
Режущие кромки ножей, работающие по методу давления, действуют как клин: разделяют полотно бумаги и уплотняют ее кромку. Деформации кромок и пылеобразование в месте разреза наблюдаются в значительной степени, что было указано выше.
Верхний нож при резании бумаги по принципу ножниц очень чувствителен к подрезам, в первую очередь, к вибрациям бумажного полотна в узле, т. е. возможного горизонтального перемещения и поворота на сферической направляющей.
Последнее обстоятельство служит серьезным препятствием, в ряде случаев, при увеличении скорости продольно резательных станков свыше
1800 м/мин.
Резательный аппарат давления свободный от указанного выше недостатка благодаря более жесткому положению ножа в узле.
Резательный аппарат, работающий по методу давления и сидящий на одном валу станка, служит опорой для полотна бумаги и режущего ножа. Беззазорное взаимное положение втулки и ножа, создается с помощью пру-
505
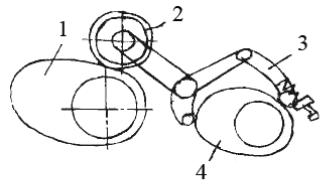
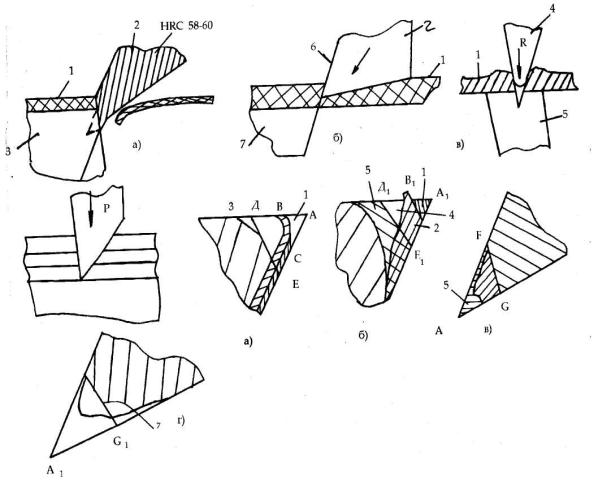
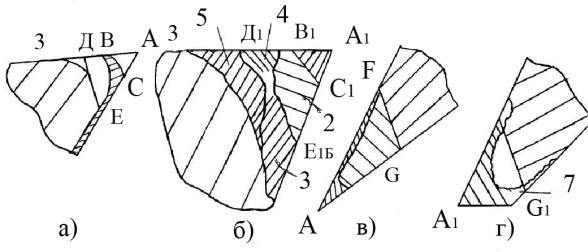
Рисунок 17.11 – Схема размещения зоны измененной структуры металла после заточки ножей продольно-резательных станков: а – нижний нож с удовлетворительным качеством заточки; б – нижний нож с неудовлетворительным качеством заточки; в – верхний нож с удовлетворительным качеством заточки; г – верхний нож с неудовлетворительным качеством заточки; 1 – зона, измененной структуры металла; 2 – заусенцы на режущей кромке в зоне металла, деформированного при заточке; 3 – фаска износа после окончания цикла обработки; 4 – зона внутренней деформации; 5 – закругление в зоне металла, действующего в процессе обработки ножей; 6 – зона металла, деформированного
при заточке; 7 – заусенец на режущей кромке в процессе работы
Вопросы и задания для самоконтроля
1 Состав кожи сельскохозяйственных животных.
2 Какие операции включает обработка кожи?
3 Какие конструктивные особенности имеют ножи для резания кожи и кожгалантерейных материалов?
4 Привести пример конструкции инструмента для просечки отверстий и сшивания кожи.
5 Какие режущие элементы для обработки кожи используются в машинах по переработке кожи и кожгалантерейных материалов?
6 Привести схемы продольного резания бумаги.
7 В чем особенность схемы резательного аппарата по методу давления?
8Основные виды резания бумаги.
9Приведите схемы износа резательных ножей для бумаги.
508