Особенности сварки
Применяют: ручную дуговую сварку, сварку под флюсом, газоэлектрическую сварку, электрошлаковую сварку, плазменную сварку, электронно-лучевую сварку. Ручная дуговая сварка наиболее маневрен- на, в т. ч. и по влиянию на химический состав (в сторону его улучшения). Аустенитные стали имеют теплопроводность больше, чем малоуглеродистые стали. Поэтому ручную дуговую сварку ведут на пониженных значениях тока. Из тех же соображений длина электрода из аусте- нитной стали меньше, чем из малоуглеродистой. Аустенитные стали имеют более высокий уровень остаточных напряжений и деформаций. В этих сталях возможно при сварке образование и развитие горячих трещин, которые в большинстве случаев носят межкристаллитный характер.
Для предотвращения горячих трещин используют следующие пути:
ограничение вредных и ликвирующих примесей, образующих жидкие прослойки (пленки) на завершающей стадии кристаллизации металла шва; для проволоки - электрошлаковый переплав (ЭШП);
повышение содержания некоторых ликвирующих элементов до концентраций, обеспечивающих на завершающей стадии неравновесной кристаллизации шва в его структуре сплошную объемную сетку эвтектики;
блокирование или торможение полигонизационных процессов закристаллизовавшегося металла шва при температурах, близких к со- лидусу.
Предварительный и сопутствующий подогрев не дает при сварке аустенитных сталей заметного эффекта на снижение образования горячих трещин.
При ручной дуговой сварке очень важно поддержание короткой дуги и небольшого вылета электрода. Короткая дуга уменьшает возможность окисления хрома и азотизацию сварочной ванны, что благоприятно влияет на трещиноустойчивость шва. Необходимо следить за качественной прокалкой электродов и флюсов, так как водород влаги способствует образованию горячих трещин.
Материалы для сварки
При подборе присадочных материалов для сварки аустенитных сталей часто ориентируются на получение металла шва по химическому составу несколько отличающегося от основного металла. При сварке аустенитных сталей следует преимущественно пользоваться легированием через присадочную проволоку, а не через покрытие или флюс, так как при этом легче получить микрохимическую однородность шва.
Аустенитные стали содержат ряд элементов (Al, Ti, Nb, Cr и др.), обладающих значительно большим химическим сродством к кислороду, чем Fe, поэтому в процессе сварки возможно их выгорание, если в зоне плавления имеется окислительная среда. Для сварки аустенитных сталей применяют низкокремнистые, фторидные, высокоосновные флюсы (АН-26, 48-ОФ-10, АНФ-14, АНФ-15, АНФ-1, -5, -6, -7 и др.). При элек- тродуговой сварке в защитных газах используют аргон и гелий, а также смесь Ar + CO2, Ar + O2. При сварке аустениных сталей в чистом СО2 на шве образуется трудноудалимая с его поверхности плотная окисная пленка (черного цвета).
Сварка жаропрочных аустенитных сталей
Основные свойства и особенности сварки
Промышленные жаропрочные стали выпускаются как в горячеде- формированном состоянии (прокат, поковки), так и в литом состоянии (1Х18Н12Т, 1Х16Н13М2Б, 1Х20Н12Т-Л, 1Х14Н18В2БР, Х15Н35ВТ). Они классифицируются по запасу аустенитности: стали с малым запасом аустенитности (% N1 / % Сг<1), стали с большим запасом аустенитности (% N1 / % Сг>1).
Флюсы и газы выбирают как сказано ранее, а проволоки и электроды по таблице 2.1
Таблица 2.1 - Рекомендуемые проволоки и электроды для сварки жаропрочных сталей
|
Сталь |
Проволока |
Электроды, тип (марка) |
|
Типа X18Н9 |
X17Н9 |
ЭA-1, ЭA-1а (03Л-8) |
|
X18Н9Б X18Н9Б |
X18Н9Б |
ЭA-1Б (ЦТ-15) ЭA-1Ба (ЦТ-16) |
|
X16Н9M2 |
X16Н8M2 |
(ЦТ-26) |
|
X18Н11M2 |
Св-04X19Н11M3 |
ЭA-1M2Ф (ЦТ-7) |
|
X15Н35B4Т |
6X15Н35Г7B7M3Т |
(ЦТ-22) |
При сварке и при работе этих сталей рекомендуется быстро проходить температурный интервал 350-500 °С, так как в этом интервале происходит существенное изменение механических свойств металла - повышение прочности и уменьшение пластичности и, особенно, ударной вязкости (475-градусная хрупкость).
Термическая обработка конструкций и локальные разрушения
Большинство сварных конструкций из аустенитных сталей подвергаются последующей термической обработке - аустенизации при температуре 1050-1100 °С или несколько более низкой (зависит от марки стали и типа конструкции), либо аустенизации с последующим стабилизирующим отжигом при температуре 750-800 °С. Аустенизация необходима для снятия остаточных сварочных напряжений и придания
сварному соединению более однородных свойств. Термическая обработка может быть общей и местной. Термообработка позволяет снизить вероятность развития локальных околошовных разрушений совместного действия остаточных и рабочих напряжений, вызванных теми или иными условиями эксплуатации конструкции. Для снижения вероятности локальных разрушений за последнее время сталь стали легировать молибденом.
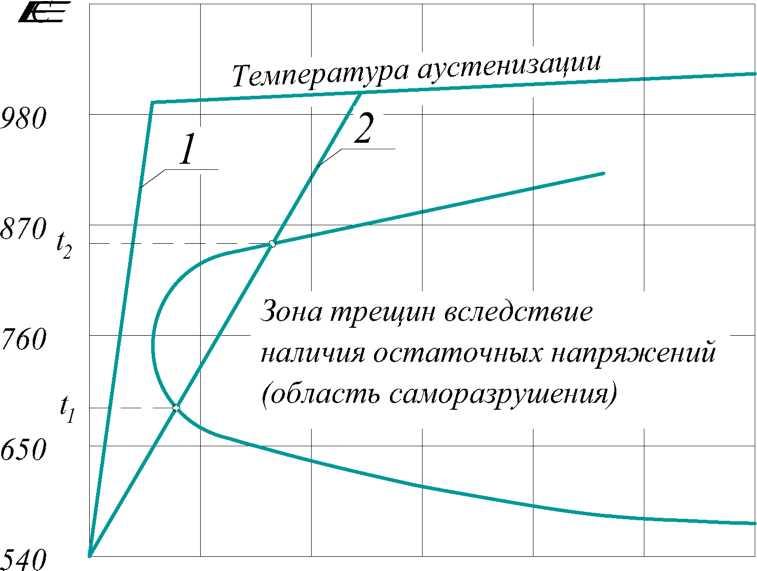
Зависимость между временем до разрушения сварных соединений, находящихся под воздействием остаточных напряжений, и изменением температуры показана на графике (рис. 2.1). Возможные режимы
^ 1 Л ^ Л ^
аустенизации сварных соединений: 1 - быстрый нагрев; 2 - медленный нагрев, при котором возможно саморазрушение сварного соединения в интервале температур ^—2.
Логарифм
времени
Рис.
2.1. Зависимость разрушения сварных
соединений от времени
и
температуры