

Muratov_V_G_Metrologia_tekhnol_izmer_i_pribor
.pdfМодуль 1. Метрологія, стандартизація, сертифікація |
121 |
|
|
вибору, а також правил і порядку проведення технічного нагляду за виробництвом сертифікованої продукції.
До початку атестації підприємство повинне мати документацію із:
—організації контролю якості й випуском продукції в ході технологічного процесу, включаючи контроль матеріалів і продукції;
—ЗВТ і контролю випробувального устаткування, що використовується при виробництві продукції;
—системам повірки ЗВТ, засобів контролю та випробувального устаткування;
—порядку формування і позначення партій продукції, що випускається, і вибірок для випробувань і контролю;
—порядку реєстрації й затвердження результатів випробувань та ін.
Підприємство, яке атестується, призначає Головного контро-
лера і його заступника, незалежних від керівництва підприємства. Головний контролер виконує при цьому такі функції:
—підтримує зв’язок з органом, що здійснює технічний нагляд;
—персонально відповідає за якість продукції, що поставляється із сертифікатом відповідності, за обґрунтованість використання знаку або сертифікату відповідності при поставці продукції;
—забезпечує реєстрацію результатів контролю, вимірювань і випробувань продукції, що сертифікується;
—затверджує протоколи випробувань випущених партій сертифікованої продукції.
Періодичні контрольні випробування продукції (зразків або вибірок з партії) проводять із частотою, установленою органом із сертифікації продукції.
Якщо результати випробувань вибірки не задовольняють вимог одного з показників, Головний контролер припиняє подальшу поставку й починає перевірку для визначення причин і повідомляє про це орган технічного нагляду. Після усунення причин поставка відновлюється. За неможливості усунення причин помилок у технологічному процесі дія сертифікату припиняється.
Порядок виконання робіт з атестації виробництва складається
знаступних елементів:
yподача заявки (якщо атестація проводиться з ініціативи підприємства );
122 |
В. Г. Муратов. Метрологія, технологічні вимірювання та прилади |
|
|
yпопередня оцінка виробництва (експертиза документації й висновок про готовність);
yскладання програми й методики проведення атестації;
yперевірка виробництва й атестація його технічних можливостей;
yтехнічний нагляд за атестованим виробництвом.
Контрольні питання до Модуля 1
1.Принципи побудови систем фізичних величин. Міжнародна система СІ.
2.Міжнародні організації з метрології. Структура Держстандарту України.
3.Склад метрологічного забезпечення.
4.Еталони і повірочні схеми.
5.Види і методи повірки (калібрування) ЗВТ.
6.Види і методи вимірювань.
7.Похибки прямих вимірювань: класифікація, формули.
8.Похибки непрямих вимірювань, формули.
9.Класифікація і характеристика методів зниження похибок вимірювань.
10.Статичні характеристики ЗВТ.
11.Динамічні характеристики ЗВТ.
12.Метрологічні характеристики ЗВТ.
13.Типові й окремі методики виконання вимірювання, їх технічна й правова сутність.
14.Державні випробування ЗВТ.
15.Організація й завдання метрологічної служби підприємства. Приміщення для вимірювальної лабораторії.
16.Характеристики й методи оцінки якості продукції.
17.Управління якістю і безпечністю продукції.
18.Системи якості і безпечності продукції
19.Сертифікація продукції й систем якості і безпечності в системі УкрСЕПРО.
Література до Модуля 1
1.Крылова К. Д. Основы стандартизации, сертификации, метрологии: учебник для вузов. — М.: Аудит, ЮНИТИ, 1998.
Модуль 1. Метрологія, стандартизація, сертифікація |
123 |
|
|
2.Проненко В. И., Якирин Р. В. Метрология в промышленности. — К.: Техника, 1979.
3.Сретенский В. Н. Метрологическое обеспечение производства приборов микроэлектроники. — М.: Радио и связь, 1988.
4.Маликов С. Ф. Введение в технику измерений. — М.: Машиностроение, 1962.
5.Беклемишев А. В. Меры и единицы физических величин — М.: Физматгиз, 1963.
6.Закон Украины «О метрологии и метрологической деятельнос-
ти» от 11.02.1998 г.
7.ДСТУ 2682-94 «Государственная система обеспечения единства измерений. Метрологическое обеспечение». — К.: изд-во стандартов, 1995.
8.ДСТУ3381-96 «Метрология. Государственнаяповерочнаясхема для средств измерения массы». — К.: изд-во стандартов, 1997.
9.Национальная эталонная база Украины // Украинский метрологический журнал, 1999, вып.2 — С. 63 — 70.
10.Обозовський С. С. Інформаційно-вимірювальна техніка. Метрологічні питання теоріі вимірювань. — К.: ІСДО, 1993.
11.Большаков В. Д. Теория ошибок наблюдений. — М.: Недра, 1983.
12.Кушнир Ф. В., Савенко В. Г. Электрорадиоизмерения. — Л.: Энергия, 1970.
13.Старк Ю. С. Теория измерений. — М.: 1973.
14.Пфанцаль Н. Теория измерения. — М.: Мир, 1976.
15.Рабинович С.Г. Погрешности измерений. — Л.: Энергия, 1978.
16.Гмурман В.Е. Введение в теорию вероятностей и математическую статистику. — М.: Высшая школа, 1983.
17.Таланчук П. М., Скрипник Ю. О., Дубровний В. О. Засоби вимірювння в автоматичних інформаційних та керуючих системах. — К.: Райдуга, 1994.
18.Электрические измерения: учебник / под ред. А. В. Фремке. — М.: Энергия, 1973.
19.Методы электрических измерений: учебное пособие для вузов / под ред. Э. И. Цветкова. — Л.: Энергоатомиздат, 1990.
20.Семенов Л. А., Сирая Т. Н. Методы построения градуировочных характеристик средств измерений. — М.: изд-во стандартов, 1986.
124 |
В. Г. Муратов. Метрологія, технологічні вимірювання та прилади |
|
|
21.Быстродействующие интегральные микросхемы ЦАП и АЦП и измерение их параметров. / Под ред. А.-Й. К. Марцинкявичюса. — М.: Радио и связь, 1988.
22.Методы электрических измерений. \ Под ред. Э. И. Цветкова. — Л.: Энергоатомиздат, 1990.
23.ДСТУ 2858-94. Термопреобразователи сопротивления. Общие техническиетребованияиметодыиспытаний. — К.: Госстандарт Украины, 1994.
24.ГОСТ 8.009-84 Нормируемые метрологические характеристики. — М.: Изд-во стандартов,1990.
25.ГОСТ 8.40180 Классы точности средств измерений. — М.: Госстандарт, 1990.
26.Лосятинский В. А. Справочное пособие для метролога предприятия. — М.: Изд-во стандартов, 1972.
27.Ткаченко П. Г., Тимченко, Б.С., Вязьмин, Г.И. Организация и планирование работ службы КИП и автоматики. — М.: Металлургиздат, 1983.
28.Перельштейн Е. Л. Метрологическая служба промышленного предприятия. — М.: Изд-во стандартов, 1982.
29.Величко О. М. Калібрувальні служби та їхня діяльність / Український метрологічний журнал. — Вип.2, 1999.
30.ДСТУ 3400-96. Метрологія. Державні випробування ЗВТ. — К.: Держстандарт України, 1997.
31.ДСТУ 3278 — 95. Постановка продукции на производство. — К.: Госстандарт, 1996.
32.ДСТУ 2925 — 94. Качество продукции, оценка качества. — К.: Госстандарт Украины, 1996.
33.ДСТУ ISO 9000 — 1- 95.Стандарты по управлению качеством и обеспечению качества. — К.: Госстандарт Украины, 1996.
34.ДСТУ ISO 9001 — 95.Система качества. Модель обеспечения качества при проектировании, разработке, производстве, монтаже и обслуживании. — К.: Госстандарт Украины, 1996.
35.ДСТУ ISO 9001-2001. Системи управління якістю. Вимоги. — К.: Держстандарт України, 2001.
36.ДСТУ ISO 9003 — 95. Система качества. Модель обеспечения качества при контроле готовой продукции и ее испытаниях. — К.: Госстандарт Украины, 1996.
Модуль 1. Метрологія, стандартизація, сертифікація |
125 |
|
|
37.ДСТУ ISO 9004 — 1- 95, ДСТУ ISO 9004-2-96. Управление качеством и элементы системы качества. Части 1 и 2. — К.: Госстандарт Украины, 1997.
38.ДСТУ ISO 9004-2001. Системи управління якістю. Настанови щодо поліпшення діяльності . — К.: Держстандарт України, 2001.
39.Державна система сертифікаціі України: методи, правила, організація діяльності: довідник. — Київ — Львів, 1995.
40.ДСТУ 3410-96. Система сертификации УкрСЕПРО. Основные положения. — К.: Госстандарт Украины, 1997.
41.ДСТУ ISO 10012:2005. Системи керування вимірюванням. Вимоги до процесів вимірювання та вимірювального обладнання. — К.: Держстандарт України, 2005.
42.ГОСТ 15614 — 70. Методы и средства поверки. — М.: Госстандарт, 1970.
43.ДСТУ 2708-2006. Повірка засобів вимірювальної техніки. Організація і порядок проведення. — К.: Держстандарт України, 2006.
44.Муратов В. Г. Конспект лекций по курсу «Метрология и основы измерений». Части 1, 2, 3. — Одесса, ОГАПТ, 1999.
45.Муратов В. Г. Конспект лекций по курсу «Метрология и основы измерений». Основные понятия. — Одесса, ОНАПТ, 2003.
46.Муратов В. Г. Конспект лекций по курсу «Метрология и основы измерений». Измерения, контроль и испытания. — Одесса,
ОНАПТ, 2003.
47.Муратов В. Г. Конспект лекций по курсу «Метрология и основы измерений». Характеристики и параметры средств измерительной техники. — Одесса, ОНАПТ, 2003.
48.ДСТУ 4161-2003. Системи управління безпечністю харчових продуктів. Вимоги. — К.: Держспоживстандарт України, 2003.
49.ДСТУ ISO 22000:2007. Системи управління безпечністю харчових продуктів. Вимоги до будь-яких організацій харчового ланцюга. — К.: Держспоживстандарт України, 2007.
50.Система НАССР: нормативна база підприємства. — Львів: Леонорм, 2003.
Модуль 2
ПРИЛАДИ ДСП. ВИМІРЮВАННЯ ПЕРЕМІЩЕНЬ, ЗУСИЛЬ, ШВИДКОСТІ, ТИСКУ Й ТЕМПЕРАТУРИ
6. ДЕРЖАВНА СИСТЕМА ПРОМИСЛОВИХ ПРИЛАДІВ
Державна система промислових приладів і засобів автоматизації (ДСП) являє собою конструктивно, інформативно, метрологічно і експлуатаційноорганізаційну сукупність ЗВТ для побудови автоматичних і автоматизованих систем вимірювання, контролю, діагностики й керування технологічними процесами, лініями, агрегатами, цехами й підприємствами в цілому.
ДСП побудована на основі агрегатування, елементної й програмної уніфікації сучасних компонентів систем, що гнучко перебудовуються і забезпечує однаковість ЗВТ та єдність вимірювань.
Агрегатування полягає в нарощуванні й видозміні функцій ЗВТ у результаті добору й з’єднання готових уніфікованих модулів або блоків. Це дозволяє легко видозмінювати конфігурацію й функції відповідних систем.
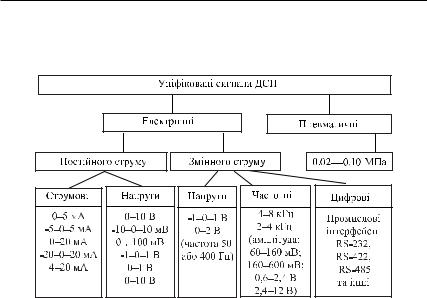
Елементна уніфікація забезпечує комплексну сумісність ЗВТ за родом, видом, характеристиками їх вхідних та вихідних сигналів, елементною базою, конструкціями, джерелами живлення, тощо. При цьому уніфікація сигналів вимірювальної інформації ДСП дозволяє безперешкодно здійснювати обмін, перетворення й передачу інформації. В електричній гілці ДСП для перетворень безперервних (аналогових) сигналів найбільше поширення отримали уніфіко-
Модуль 2. Прилади ДСП. Вимірювання переміщень, зусиль... |
127 |
ванісигналипостійногострумуйнапруги, частотнізмінногоструму, наведені на рис. 6.1. Тут же показані й найбільше застосовувані дискретні (частотні та цифрові) сигнали.
Рис. 6.1. Класифікація уніфікованих сигналів ДСП
Програмна уніфікація дозволяє зчленовувати різні цифрові ЗВТ і засоби автоматизації в єдину інформаційно-керуючу систему.
За функціональними й цільовими ознаками прилади ДСП діляться на наступні чотири групи:
yЗВТ для збору інформації про стан об’єкта вимірювання або керування;
yЗВТ для перетворення й передачі інформації по вимірювальних та інших каналах зв’язку;
yзасоби автоматизації для перетворення, зберігання, обробки інформації, надання її операторові й формування команд керування;
yзасоби автоматизації для реалізації керуючих команд у вигляді впливів на об’єкт.
До першої групи відносять вимірювальні прилади (ВиП), пер-
винні вимірювальні перетворювачі (ПП), датчики-реле (ДР), нормуючі перетворювачі (НП) і вторинні прилади (ВП), які утворюють канали вимірювання й контролю технологічних параметрів, якості і безпечності сировини та продукції.
128 |
В. Г. Муратов. Метрологія, технологічні вимірювання та прилади |
|
|
Удругу групу входять комутатори вимірювальних каналів, перетворювачі сигналів і кодів, такі як аналого-цифрові (АЦП), цифроаналогові (ЦАП) та інші погоджуючі пристрої.
До третьої групи відносять функціональні й операційні перетворювачі, регулятори, мікропроцесорні контролери (МПК), комплекси вторинних приладів і засобів обчислювальної техніки, персональні комп’ютери (ПК).
Учетверту групу входять підсилювачі потужності, перетворювачі вихідних керуючих сигналів МПК одного роду в іншій (наприклад, струмових сигналів у пневматичні), а також виконавчі механізми, регулювальні органи й допоміжні пристрої.
За видом живильного джерела прилади ДСП бувають електричними, пневматичними або працюючими без допоміжних джерел енергії.
За використовуваними методами вимірювання прилади ДСП класифікують на:
y аналогові ЗВТ співставлення або прямого перетворення (метод безпосередньої оцінки), де всі перетворення вимірюваного параметру Х від входу до виходу мають спільний напрямок. Такі ЗВТ, наприклад, як скляні термометри, мілівольтметри, тощо мають розімкнуту структурну схему вимірювального перетворення;
y аналогові диференційні ЗВТ (диференційний метод вимірювання) такі, приміром, як логометри;
y аналогові компенсаційні ЗВТ, засновані на нульовому методі вимірювання із замкненою структурною схемою, наприклад, автоматичні вторинні прилади слідкуючого зрівноважування, які масово застосовуються в промисловості багато років. Принцип їхньої роботи полягає в безперервному зрівноважуванні вимірюваної величини Х(t) дією слідкуючої системи приладу, що виро-
бляє компенсаційну функцію S(t)сс так, що різниця S(t)сс— Х(t) прагне до нуля. Відлік показань ведуть за значенням S(t)сс у моменти зрівноваження. Ці прилади бувають одноканальними й багатоканальними залежно від кількості ПП (1, 3, 6 або 12), що підключаються до них. Позначені буквеним шифром К (компенсаційні), вони бувають показуючими (П) або самописними (С), коли крім пристрою, що показує, додатково передбачений пристрій реєстрації результатів вимірювань на паперовій, дисковій
Модуль 2. Прилади ДСП. Вимірювання переміщень, зусиль... |
129 |
або стрічковій діаграмі. В залежності від розмірів прилади цієї серії позначають цифрами від 1 (найменший розмір) до 4 (найбільший розмір), що показані на рис. 6.2. ВП першого розміру мають класи точності 1.0 і 0.5, другого й третього розміру — 0.5, четвертого — 0.25 і 0.5.
Рис. 6.2. Автоматичні прилади ДСП компенсаційної серії (слідкую-
чого зрівноважування)
В залежності від виду ПП, що підключаються до цих компенсаційних приладів, розрізняють автоматичні мости (М), потенціометри (П), прилади з уніфікованим вхідним сигналом (У) і прилади диференційно-трансформаторноїсистемивимірювання(Д). Наприклад, автоматичний показуючий і самописний міст третього розміру позначають КСМ-3. Усі компенсаційні прилади можуть мати додаткові вбудовані пристрої сигналізації, регулювання й вимірювального перетворення.
Цифрові ЗВТ розгортаючого зрівноваження реалізують нульовий метод вимірювання.
Розрізняють пасивне розгортання, що вирішує комутаційні завдання, і активне розгортання, призначене для вимірювання. Найбільше поширення в ЗВТ знайшов спосіб співставлення значень Х із значенням допоміжної розгортаючої функції S(t), при якому відзначають моменти досягнення результуючої функції:
S(t) + Х(t), S(t) Х(t), S(t) – Х(t) або S(t) : Х(t) деякого фіксованого рівня.
Якщо зіставлення полягає у вирахуванні S(t) Х(t), а фіксованим рівнем є нульове значення різниці S(t) Х(t) = 0, то має місце динамічна компенсація при нульовому методі вимірювання, яка застосовується у більшості сучасних ЗВТ.
При розгортанні функції S(t) в діапазоні [0…Smax ] за лінійним законом
130 |
В. Г. Муратов. Метрологія, технологічні вимірювання та прилади |
|
|
|
|
|
S(t) = c ( tі – t0), |
(6.1) |
де c — коефіцієнт пропорційності; tі — час з моменту початку t0 розгортання S(t) в зазначеному вище діапазоні, маємо:
S(t) – Х(t) = c (tх – t0) – Х(t) = 0, |
(6.2) |
де tх — момент порівняння S(tх) = Х, звідки Х = c (tх – t0) або |
|
T = Х / c, |
(6.3) |
де T = (tх – t0) — відрізок часу від початку розгортання функції S(t) |
|
до моменту зрівноваження S(tх) = Х, який прямо пропорційний значенню Х вимірюваної величини.
Таким чином, при наявності низки фіксованих значень функції S(t), за якими відбувається її розгортання в цифрових ЗВТ, визначення часу T автоматично означає визначення відповідного відомого фіксованого рівня S(tх), а звідси, і значення вимірювальної величини Х.
Між компенсаційними системами слідкуючого й розгортаючого зрівноваження є подібність. У слідкуючій системі відтворення S(t)сс здійснюється безперервно, й функція S(t)сс завжди стежить за зміною Х(t), як це показано на рис. 6.3. Тут крива S(t)сс у коливальному режимі безупинно йде, слідкуючи за кривою Х(t), відкладеною зі зворотним знаком.
У розгортаючій системі функцію S(t), змінюють незалежно. При цьому функціюS(t), в залежності від прийнятого способу, змінюють за амплітудою, фазою, частотою, формою, структурою або шпаруватістю.
ДлявимірюваннябезупинномінливоїфункціїХ(t) використовують лінійне розгортання (інтегрування), показане на рис. 6.3а або розгортання і згортання (подвійне інтегрування), показане на рис. 6.3б.
Випадок зміни фази лінійної функції S(t) при її незмінній частоті й амплітуді наведений на рис. 6.3а. Амплітуда тут розглядається як обраний діапазон Ds розгортання S(t) від нуля до деякого заданого значення.
На рис. 6.3в показаний процес розгортання функції S(t) за її шпаруватістю, обумовленої як відношення Т/Ts, де Ts — період розгортання S(t). Для дискретних перетворень, зв’язаних, зокрема, з кодуванням даних, застосовують розгортаючі функції східчастої структури (рис. 6.3 г) з мінливими величинами щаблів S(t) і інтервалів квантування величини Х(t).