Производство прокатных профилей
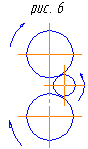
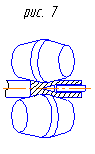
Прокатке подвергается 90% всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающими валками. Взаимное расположение волков и заготовки, форма и число валков могут быть различны. Прокат бывает продольный (рис. 2), поперечный (рис. 6) и поперечно-винтовой (рис.7).

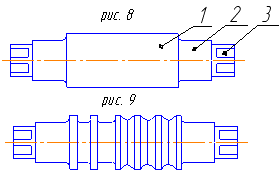
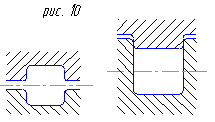
Инструментом при прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 8), применяемые для прокатки листов, лент и т.п.; ступенчатыми, для прокатки полосовой стали и т.п.; ручьевыми (рис. 9), для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует полость, называемую калибром (рис. 10). Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3. Шейки валков вращаются в подшипниках , которые у одного из валов 5 (рис. 11) могут перемещаться специальным нажимным механизмом 4 для изменения расстояния между валками и регулирование взаимного расположения их осей. Комплект прокатных валов со станиной называется рабочей клетью, которая вместе со шпинделем для привода валков 6, шестеренной клетью 7 для передачи вращения с одного на два вала, редуктором 8, муфтами и электродвигателем 9 образует рабочую линию стана.
Рабочие клети по числу и расположению валков могут быть двухвалковые , четырехвалковые и т.п. (рис 12). Прокатные станы могут быть одноклетьевыми и многоклетьевыми.