

Изготовление отливок литьем под давление
Сущность литья под давлением заключается в изготовлении отливок в металлических формах (пресс-формах) заполнением расплавом под действием внешних сил, превосходящих силы гравитации. Затвердевание отливки протекает под избыточным давлением. После охлаждения отливку извлекают из пресс-формы. Значительное давление на расплав (100 МПа и более) обеспечивает высокую скорость движения потока расплава в пресс-форме (0,5 ... 120 м/с). Форма заполняется за десятые и сотые доли секунды, что позволяет получать отливки с толщиной стенки менее 1 мм.
Высокая скорость впуска расплава в полость пресс-формы не позволяет воздуху и продуктам разложения смазочного материала полностью удалиться из полости пресс-формы. Они попадают в расплав, что приводит к образованию газовоздушной пористости и снижению плотности и герметичности отливок и пластических свойств сплава. Высокая кинетическая энергия движущего расплава и статическое давление на него в момент окончания заполнения полости пресс-формы способствуют получению поверхностного слоя отливки с весьма малой шероховатостью. Высокая интенсивность теплового взаимодействия между расплавом, отливкой и пресс-формой способствует изменению структуры в поверхностных слоях отливки, повышению ее прочности и т.д. Давление, прикладываемое к расплаву при заполнении полости пресс-формы, позволяет регулировать продолжительность заполнения и изменять количество теплоты, отводимой от расплава за время ее заполнения.
Для изготовления отливок литьем под давлением применяются специальные машины литья под давлением с холодной (горизонтальной или вертикальной) и горячей камерами прессования.
На машинах с горизонтальной холодной камерой прессования (рис. 5) порцию расплавленного металла заливают в камеру прессования 4, которую плунжером 5 под давлением 40 ... 100 МПа подают в полость пресс-формы, состоящей из неподвижной 3 и подвижной 1 полуформ.

Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается, стержень 2 извлекается и отливка выталкивателями 6 удаляется из рабочей полости пресс-формы Перед заливкой пресс-форму нагревают до температуры 120 ... 320 "С. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки к пресс-форме. Воздух и газы удаляют через каналы глубиной 0,05 ... 0,15 мм и шириной 15 мм, расположенные в плоскости разъема пресс-формы, или вакуумированием рабочей полости перед заливкой расплавленного металла.
Изготовление отливок под регулируемым давлением
При литье под низким давлением (рис. 6) в обогреваемую камеру 1 помешают тигель 2 с расплавленным металлом, а на верхнюю часть камеры устанавливают литейную форму 5.
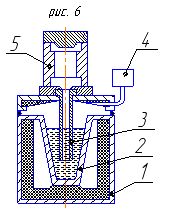
Полость формы сообщается с тиглем с помощью металлопровода 3. Под действием сжатого воздуха или газа, поступающего в камеру из пневмосмесителя 4 под давлением 0,01 ... 0,08 МПа, расплав при температуре на 100 ... 150 "С выше температуры ликвидуса из тигля поднимается по металлопроводу со скоростью 1,5 ... 1,6 м/с и заполняет полость формы. После заполнения формы и необходимой выдержки для затвердевания отливки давление в камере сбрасывается, форма раскрывается и отливка извлекается.
Отливки под низким давлением получают в кокилях, песчаных и оболочковых формах и формах для литья по выплавляемым моделям. Этот способ литья значительно сокращает расход металла на литники, улучшает заполняемость форм, повышает плотность и герметичность отливки. Литьем под низким давлением изготовляют тонкостенные отливки корпусного типа из алюминиевых, магниевых, медных сплавов и реже из стали массой от нескольких десятков граммов до 50 кг.
При литье вакуумным всасыванием водоохлаждаемая литейная форма заполняется расплавленным металлом из раздаточной печи за счет разрежения, создаваемого в ней вакуумным насосом. Литейная форма при заполнении ее металлом опирается на керамический поплавок. Во время непродолжительной выдержки формируется отливка. Затем полость формы соединяется с атмосферой, и незатвердевший металл сливается в раздаточную печь.