

1.3 Раскрой пиломатериалов на заготовки
2 часа
1.3.1 Способы раскроя пиломатериалов.
1.3.2 Схемы раскроя и их влияние на выход заготовок и производительность.
1.3.3 Коэффициент полезного выхода. Пути повышения полезного выхода заготовок при раскрое пиломатериалов.
1.3.4 Оборудование и организация раскроя пиломатериалов. Оборудование для продольного и поперечного раскроя.
1.3.5 Оборудование для раскроя на криволинейные заготовки. Технология. Организация рабочих мест.
1.3.1 Способы раскроя пиломатериалов
Раскрой пиломатериалов производится двумя способами - групповым и индивидуальным. Групповой раскрой осуществляется по общей схеме для всех пиломатериалов данного размера без учета их качества. Индивидуальный способ предусматривает учет качества каждой доски.
1.3.2 Схемы раскроя и их влияние на выход заготовок и производительность
Основные схемы раскроя имеют следующий состав и последователь-ность операций:
1 схема – поперечно-продольная: торцевание досок; раскрой отрезков по ширине.
2 схема – продольно-поперечная: раскрой досок по ширине; торцевание реек.
3 схема – с разметкой досок: разметка пласти доски в зависимости от её качества; затем операции по 1 или 2 схеме.
4 схема - с фрезерованием верхней пласти доски: фрезерование пласти, разметка, затем операции по 1 или 2 схеме.
5 схема - торцевание досок с вырезкой дефектных мест, разметка от-резков, выпиливание заготовок (в основном криволинейного контура).
6 схема - фрезерование пласти, торцевание с вырезкой дефектных мест, склеивание на зубчатый шип по длине, калибрование по толщине, раскрой на заготовки.
7 схема - торцевание, склеивание по длине на зубчатый шип, торцо-вание на мерные отрезки, фрезерование кромок и пласти, склеивание щита, раскрой по ширине на заготовки, калибрование заготовок.
8 схема - раскрой досок на рейки, торцевание реек с вырезкой де-фектных мест, склеивание реек в непрерывный брус, раскрой бруса на заго-товки.
9. Фрезерование пласти, торцевание на отрезки с вырезкой дефектных мест, опиливание кромок у необрезных досок, фугование кромок и склеивание щитов, разметка и выпиливание криволинейных заготовок.
1.3.3 Коэффициент полезного выхода. Пути повышения полезного выхода заготовок при раскрое пиломатериалов.
Важнейшим критерием эффективности раскроя является коэффициент полезного выхода, Р.
Р= 100%,
100%,
где Vз – объем полученных при раскрое заготовок, м3;
Vм - объем раскроенных пиломатериалов, м3.
Предварительная строжка повышает выход заготовок до 12%, кроме этого улучшаются условия для дальнейшей обработки, т.к. с досок удалена пыль и песок, затупляющие режущий инструмент. Поверхность после окончательного строгания получается более гладкой без сколов и вырывов волокон. Этому способствует и уменьшение толщины снимаемого слоя. Кроме того, калибрование досок улучшает условия заделки сучков пробками и сращивание коротких отрезков.
1.3.4 Оборудование и организация раскроя пиломатериалов. Оборудование для продольного и поперечного раскроя
Из станков с механической подачей наиболее совершенным являются прирезные станки с гусеничной подачей типа ЦДК-4-3 и ЦДК-5-2. Эти станки обеспечивают высокую прямолинейность реза без применения направляющей линейки. Многопильные станки (рисунок 3.1) обеспечивают более высокую производительность.Предельные отклонения по ширине и толщине ±(0,5 - 2) мм, по прямолинейности ± 0,5 мм.

Рисунок 3.1- Раскрой на многопильном станке
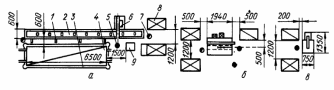
а, б—для поперечного и продольного раскроя; в — ленточнопильном; 1—кронштейн для укладки досок на роликовый конвейер; 2—роликовый конвейер; 3 — подъемный лифт,; 4 — штабель досок; 5 — станочник; 6— станок; 7—вспомогательный рабочий; 8 — выпиленная заготовка; 9 — ящик для обрезков
Рисунок 3.2 - Схема организации рабочих мест при работе на станках:
У станков для поперечной распиловки (поперек волокон) пильный суппорт может перемещаться по длине окружности. При верхнем расположении – маятниковые (ЦМЭ), при нижнем расположении суппорта – балансирные (ЦКБ 40-01). Перемещение суппорта может быть прямолинейным (ЦПА). У станка Ц6-2 суппорт неподвижен.
При выборе оборудования для раскроя пиломатериалов необходимо учитывать технические характеристики станков. Основные параметры приведены в таблице 3.1.
Таблица 3.1- Основные данные станков для продольного раскроя
|
Параметры |
Марки станков для продольного раскроя | ||||||
|
ЦА - 2 |
ЦА - 3 |
Ц5Д-7 |
ЦДК-4 |
ЦДК-5 |
ЦМР-1 |
ЦМР-2 | |
|
Размеры материала, мм |
|
|
|
|
|
|
|
|
Lmax |
665 |
600 |
1800 |
600 |
600 |
400 |
450 |
|
bmax |
315 |
315 |
800 |
600 |
600 |
600 |
315 |
|
толщина |
10-80 |
7-80 |
30-180 |
1-100 |
10-100 |
10-100 |
10-100 |
|
количество пил |
1 |
1 |
5 |
1 |
5 |
10 |
10 |
|
Марки станков для поперечного раскроя | |||
|
|
ЦКБ-40 |
ЦКБ-63 |
ЦПА-40 |
|
вmax |
400 |
630 |
400 |
|
наибольшая толщина |
150 |
100 |
100 |
Производительность станков для продольного раскроя определяется по формуле:
где Кс – коэффициент скольжения заготовки (Кс = 0,9-0,99);
n – количество пил;
lз – длина доски, заготовки или отрезка,м;
m – число резов на одну заготовку или проходов через станок.
Производительность станков для поперечного раскроя
формуле
 ,
,
где Тсм – продолжительность смены, мин;
n – число основных резов в минуту (по технической характеристике);
m – число дополнительных резов на торцевание и вырезку дефектных мест; m = 1…2 при n ≤ 7; m = 2…3 при n = 8…12;
Кд – коэффициент использования рабочего времени, равный 0,93.
Для продольного раскроя пиломатериалов применяются станки ЦА-2, ЦА-З, Ц5Д-7, ЦЦК-4, ЦДК-5, ЦМР-1, ЦМР-2. Для поперечного раскроя: ЦКБ-40, ЦКБ-63, ЦПА-40, ЦМЭ-2М, ТС и другие.