

Пример расчёта калибров для контроля деталей гладких цилиндрических сопряжений
В качестве примера для расчета калибров выбираем гладкое цилиндрическое сопряжение Ø34Н7/k6.
Определяем предельные отклонения и размеры отверстия Ø34Н7:
IT7 = 25 мкм,
ЕI = 0,
ES = +25 мкм;
Dmax= 34,000 + 0,025 = 34,025 мм;
Dmin=34,000 + 0 = 34,000 мм.
Определяем предельные отклонения и размеры вала Ø34k6.
IT7= 16 мкм,
ei = +2 мкм,
es= +18 мкм;
dmin = 34,000 + 0,002 = 34,002 мм;
dmax = 34,000 + 0,018 = 34,018 мм.
Строим схемы расположения полей допусков калибров дляконтроля отверстия и вала:
а) для отверстия Ø34Н7 – схема, приведенная в ГОСТ 24853(чертеж 1);
б) для вала Ø34k6 – схема, приведенная в ГОСТ 24853 (чертеж 3).
В соответствии с выбранной схемой расположения полей допусков калибров для контроля отверстия Ø34Н7 определяем числовые значения параметров H, Z, Y (табл. 2 ГОСТ 24853).
H= 4 мкм – допуск на изготовление калибров;
Z= 3,5 мкм – отклонение середины поля допуска на изготовление проходного калибра;
Y= 3 мкм – допустимый выход размера изношенного проходного калибра за границу поля допуска отверстия.
Строим схемы расположения полей допусков калибров для контроля отверстия Ø34Н7 (рис. 40).
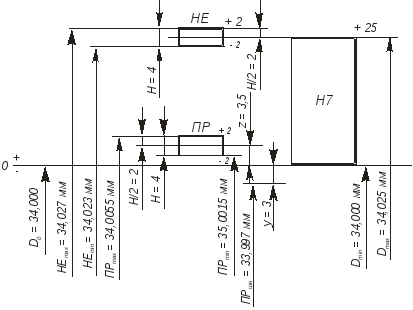
Рис. 40. Схема расположения полей допусков калибров
для контроля отверстия Ø34Н7
Рассчитываем предельные (табл. 1 ГОСТ 24853) и исполнительные размеры калибров для контроля отверстия Ø34Н7, и результаты сводим в табл. 33.
Таблица 33
Предельные и исполнительные размеры калибров-пробок
|
Обозначение калибра |
Размер, мм | |||
|
наибольший |
наименьший |
изношенной стороны |
исполни-тельный | |
|
ПР |
34,0055 |
34,0015 |
33,997 |
34,0055-0,004 |
|
НЕ |
34,027 |
34,023 |
- |
34,027-0,004 |
В соответствии со схемой расположения полей допусков калибров для контроля вала Ø34k6 определяем числовые значения параметров H1,Z1,Y1,Нр(табл. 2 ГОСТ 24853):
H1= 4 мкм – допуск на изготовление калибров;
Z1=3,5 мкм – отклонение середины поля допуска на изготовление проходного калибра;
Y1= 3 мкм – допустимый выход размера изношенного проходного калибра за границу поля допуска вала;
Нр =1,5 мкм – допуск на изготовление контрольного калибра для скобы.
Строим схемы расположения полей допусков калибров дляконтроля Ø34k6 (рис. 41).

Рис. 41. Схема расположения полей допусков калибров
для контроля вала Ø34k6 и контрольных калибров
Рассчитываем предельные (табл. 1 ГОСТ 24853) и исполнительные размеры калибров для контроля вала Ø34k6, и результаты сводим в табл. 34.
Таблица 34
Предельные и исполнительные размеры калибров-скоб
и контрольных калибров
|
Обозначение калибра |
Размер, мм | |||
|
наибольший |
наименьший |
изношенной стороны |
исполни-тельный | |
|
ПР |
34,0165 |
34,0125 |
34,021 |
34,0125+0,004 |
|
НЕ |
34,004 |
34,000 |
- |
34,000+0,004 |
|
К-ПР |
34,015 |
34,014 |
- |
34,015-0,0015 |
|
К-НЕ |
34,0025 |
34,0015 |
- |
34,0025-0,0015 |
|
К-И |
34,0215 |
34,0205 |
- |
34,0215-0,0015 |
Выполняем эскизы рабочих калибров для контроля отверстия Ø34Н7 (рис. 42, а) и вала Ø34k6 (рис. 42, б):
калибры-пробки – по ГОСТ 14807 – ГОСТ 14826;
калибры-скобы – по ГОСТ 18358 – ГОСТ 18369.
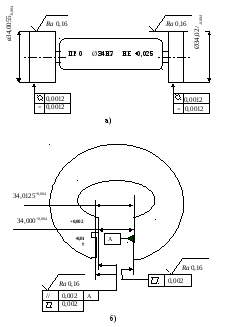
Рис. 42. Эскизы рабочих калибров:
а) калибр-пробка для контроля отверстия;
б) калибр-скоба для контроля вала